基于精益管理理念的转向架配送系统的制作方法
1.本发明涉及工业配送技术领域,具体为基于精益管理理念的转向架配送系统。
背景技术:
2.随着工业自动化的不断推进,越来越多的生产配送工厂开始尝试使用软硬件兼并的模式进行自动化生产,自动化生产不仅可以提高生产效率,而且可以减少人工成本,同时自动化机械的运转可以大幅度提高生产配送的准确性和实效性。
3.现有技术存在以下问题:1、在目前转向架车间配送过程中,仍然存在大量需要人工维护的工序,导致机械自动化无法取代人工去生产配送,影响生产效率;2、目前转向架在生产配送时,仅仅可以做到配送的自动化,用户无法根据客户需求直接要求系统完成准确的配送,仍然需要人为来完成物料分类,导致生产流程变得复杂,难以管理。
技术实现要素:
4.针对现有技术的不足,本发明提供了基于精益管理理念的转向架配送系统,解决了现今存在的“人为分类、人为维护”问题。
5.为实现上述目的,本发明提供如下技术方案:基于精益管理理念的转向架配送系统,基础数据模块、计划管理模块、来料模块、配送模块;基础数据模块:用于系统的基础数据管理和维护,是系统运转的基础保护模块;计划管理模块:用于转向架生产配送的维护、查询以及分类,是配送系统的主要生产参照;来料模块:用于接收计划管理模块的生产指令并按照指令准备相应配送物料;配送模块:用于接收计划管理模块的配送指令,根据来料模块的发来的物料情况分类完成配送。
6.作为本发明的一种优选技术方案,所述基础数据模块包括项目维护、物料档案分类、暂存位置维护、电葫芦区位维护、工位维护、物料维护、工装框维护、工装车维护、转运车维护、地址码维护、料盒管理、配送计划时间模板,实现转向架配送系统运转过程中的所有基础数据支持和保护。
7.作为本发明的一种优选技术方案,所述计划管理模块分为生产计划维护、配送计划查询、配送计划分类三块,通过配送计划查询可及时发现新的配送需求并按照配送计划分类的次序发布生产配送指令。
8.作为本发明的一种优选技术方案,所述配送模块分为a区、b区、c区、d区,所述a区主要配送中大件物料,所述b区主要配送安装小件,所述c区主要配送通用紧固件,所述d区主要配送委外加工的直供件。
9.作为本发明的一种优选技术方案,所述a区配送搭建有电葫芦吊运区和分拣墙施
工区,所述电葫芦吊运区匹配有相对应的配送分拣小车,所述分拣墙施工区根据工件种类分成多排货架。
10.作为本发明的一种优选技术方案,所述配送分拣小车根据配送物料的形状大小分为多种不同的车型,每一种物料都对应有一种分拣小车。
11.作为本发明的一种优选技术方案,所述基础数据模块可根据用户需要进行数据修改,包括物料配送的时间、数量以及配送次序。
12.作为本发明的一种优选技术方案,所述计划管理模块内部生产需求分为a型和b型两种车型的安装,所述a型与b型均需要通过子部件、反位、正位、轮轴、轴承轴箱、落轮、静载工序来完成安装,每道工序均采用按工序进行备料,按物料属性进行智能分拣的方式进行配备。
13.作为本发明的一种优选技术方案,所述a型和b型两种车型的安装时所需配料均由配送模块的a区、b区、c区、d区进行筛选配送,采用电葫芦吊运的方式吊运与配料相匹配的工装框。
14.作为本发明的一种优选技术方案,所述该配送系统采用账号密码登录模式,用户需要登录设定好的账号密码登录进入系统内部,通过对基础数据模块与计划管理模块的设置来实现系统的自动配送。
15.与现有技术相比,本发明提供了基于精益管理理念的转向架配送系统,具备以下有益效果:1、该基于精益管理理念的转向架配送系统,通过设置有基础数据模块,将系统所需的所有基础数据包括在内,并对计划管理模块、来料模块和配送模块实现监控和维护,实现系统的完全自动化运转,达到无需人为干涉。自主判断自主运转维护效果,使得系统的安全性和稳定性得到提升。
16.2、该基于精益管理理念的转向架配送系统,通过设置有计划管理模块,对生产配送进行管理和控制,实现自主化监管和生产,同时可根据用户填写的不同配送方案自主判断并发出相应的配送指令,达到快速准确的开启和关闭生产配送流程,提高生产配送效率。
17.3、该基于精益管理理念的转向架配送系统,通过设置有配送模块,将配送任务分为不同的分区,实现物料的分级管理和运转,即避免可物料配送过程中的杂乱现象出现,又能够对各个分区实现单独管理,减轻了用户对物料生产配送车间的管理负担,同时也使得管理思路变得更加清晰明了。
18.4、该基于精益管理理念的转向架配送系统,通过设置有分拣小车,根据不同的物料匹配有不同形状大小的分拣小车,实现了一对一的配送模式,不仅使得物料在配送过程中更加稳定,而且也使得物料配送变得更加准确和精细,真正达到大精细化管理的效果。
附图说明
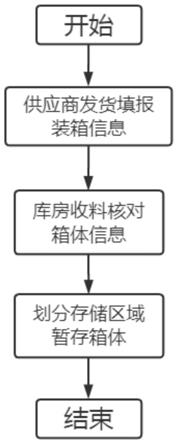
19.图1为本发明来料模块运转示意图;图2为本发明配送模块分工流程图;图3位本发明系统装配工序流程图。
具体实施方式
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.实施例1请参阅图1-3,本实施方案中:基于精益管理理念的转向架配送系统,其特征在于:基础数据模块、计划管理模块、来料模块、配送模块;基础数据模块:用于系统的基础数据管理和维护,是系统运转的基础保护模块;计划管理模块:用于转向架生产配送的维护、查询以及分类,是配送系统的主要生产参照;来料模块:用于接收计划管理模块的生产指令并按照指令准备相应配送物料;配送模块:用于接收计划管理模块的配送指令,根据来料模块的发来的物料情况分类完成配送。
22.本实施例中,基础数据模块包括项目维护、物料档案分类、暂存位置维护、电葫芦区位维护、工位维护、物料维护、工装框维护、工装车维护、转运车维护、地址码维护、料盒管理、配送计划时间模板,实现转向架配送系统运转过程中的所有基础数据支持和保护,使得系统可完成自我检查,自我保护,减少人工的参与,计划管理模块分为生产计划维护、配送计划查询、配送计划分类三块,通过配送计划查询可及时发现新的配送需求并按照配送计划分类的次序发布生产配送指令,使得系统运转更加有序。
23.实施例2请参阅图1-3,本实施方案中:基于精益管理理念的转向架配送系统,其特征在于:基础数据模块、计划管理模块、来料模块、配送模块;基础数据模块:用于系统的基础数据管理和维护,是系统运转的基础保护模块;计划管理模块:用于转向架生产配送的维护、查询以及分类,是配送系统的主要生产参照;来料模块:用于接收计划管理模块的生产指令并按照指令准备相应配送物料;配送模块:用于接收计划管理模块的配送指令,根据来料模块的发来的物料情况分类完成配送。
24.本实施例中,基础数据模块可根据用户需要进行数据修改,包括物料配送的时间、数量以及配送次序,便于用户管理,计划管理模块内部生产需求分为a型和b型两种车型的安装,a型与b型均需要通过子部件、反位、正位、轮轴、轴承轴箱、落轮、静载工序来完成安装,每道工序均采用按工序进行备料,按物料属性进行智能分拣的方式进行配备,根据工序进行备料,可有效提高备料的效率,同时可使得备料更加有序,便于后续备料的搬运和配送。
25.实施例3请参阅图1-3,本实施方案中:基于精益管理理念的转向架配送系统,其特征在于:基础数据模块、计划管理模块、来料模块、配送模块;基础数据模块:用于系统的基础数据管理和维护,是系统运转的基础保护模块;
计划管理模块:用于转向架生产配送的维护、查询以及分类,是配送系统的主要生产参照;来料模块:用于接收计划管理模块的生产指令并按照指令准备相应配送物料;配送模块:用于接收计划管理模块的配送指令,根据来料模块的发来的物料情况分类完成配送。
26.本实施例中,a型和b型两种车型的安装时所需配料均由配送模块的a区、b区、c区、d区进行筛选配送,采用电葫芦吊运的方式吊运与配料相匹配的工装框,该配送系统采用账号密码登录模式,用户需要登录设定好的账号密码登录进入系统内部,提高系统的安全性,通过对基础数据模块与计划管理模块的设置来实现系统的自动配送,可以无需人工进行分配,减少人工利用的同时,也使得分配的准确率和速度加快,提高生产效率。
27.实施例4请参阅图1-3,本实施方案中:基于精益管理理念的转向架配送系统,其特征在于:基础数据模块、计划管理模块、来料模块、配送模块;基础数据模块:用于系统的基础数据管理和维护,是系统运转的基础保护模块;计划管理模块:用于转向架生产配送的维护、查询以及分类,是配送系统的主要生产参照;来料模块:用于接收计划管理模块的生产指令并按照指令准备相应配送物料;配送模块:用于接收计划管理模块的配送指令,根据来料模块的发来的物料情况分类完成配送。
28.本实施例中,配送模块分为a区、b区、c区、d区,a区主要配送中大件物料,b区主要配送安装小件,c区主要配送通用紧固件,d区主要配送委外加工的直供件,根据不同物料区分为不同的区域进行配送,实现物料的分级配送管理,a区配送搭建有电葫芦吊运区和分拣墙施工区,电葫芦吊运区匹配有相对应的配送分拣小车,分拣墙施工区根据工件种类分成多排货架,提高配送效率,配送分拣小车根据配送物料的形状大小分为多种不同的车型,每一种物料都对应有一种分拣小车,提高物料配送过程中的安全性和稳定性。
29.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1