自动排版方法、装置、设备及可读存储介质与流程
1.本发明涉及面料排版技术领域,尤其涉及一种自动排版方法、装置、设备及计算机可读存储介质。
背景技术:
2.冲裁机,是一种常见的用于布料、皮料等面料裁切加工的设备,工作时,利用安装在冲裁机上的各种刀模下压裁切台面上的面料,由此从面料上裁切出分别与各种刀模的形状和大小一致的各种裁片,从而用于制成所需要的产品。例如,用于制鞋,具体为,利用安装在冲裁机上的多个大小和/或形状不同的刀模下压裁切面料,获得用于制成鞋头、鞋身饰等部位的裁片,然后将这些裁片拼接成形出鞋。
3.冲裁机一般是依据控制终端设备中的刀模排版图进行裁片加工生产,然而,现有技术中,在排版时,以追求单刀最大料率为目标,各种刀模的排版均采用细排方式,排版效率低下,其主要适用于生产形状不规则的裁片,对于制造类似于鞋等包括有多个形状规则的裁片的产品,综合排版料率较低。
技术实现要素:
4.本发明的目的在于提供一种料率高、且效率高的自动排版方法、装置、设备及计算机可读存储介质。
5.为实现上述目的,本发明提供了一种自动排版方法,用于从面料上裁切出多种不同的裁片。所述自动排版方法包括步骤:
6.s1,选择分别与所需裁切出的各种裁片的特征对应的多个刀模;
7.s2,依据设定的排版策略,在其中一排版区域按照行/列依次排布其中一刀模的图形,再在所述其中一排版区域之外的其它空余排版区域和/或在所述其中一排版区域中的排版空隙中排布其余刀模的图形。
8.具体地,在步骤s2之前,还包括:接收所述排版策略的设定命令。
9.具体地,步骤s2中,所述“依据设定的排版策略,在其中一排版区域按照行/列依次排布其中一刀模的图形”为:依据刀模的长度,在其中一排版区域按照行/列依次排布长度较长的其中一刀模的图形;或为:依据刀模的面积,在其中一排版区域按照行/列依次排布面积较大的其中一刀模的图形;或为:依据刀模的长度和宽度的权重和尺寸,在其中一排版区域按照行/列依次排布长度和宽度综合比重较大的其中一刀模的图形;或为:依据刀模对应的裁片所需的总面料用量,在其中一排版区域按照行/列依次排布总面料用量较大的其中一刀模的图形。
10.在一些实施例中,步骤s2中,所述“在所述其中一排版区域之外的其它空余排版区域和/或在所述其中一排版区域中的排版空隙中排布其余刀模的图形”为:在所述其中一排版区域之外的其它空余排版区域的部分区域按照行/列依次排布其余刀模中的一刀模的图形;在所述其它空余排版区域的另一部分区域、所述其中一排版区域的排版空隙中和/或所
述其它空余排版区域中的部分区域的排版空隙中排布未排刀模的图形。
11.在一些实施例中,在步骤s2之前,还包括:获取所需排版套数,所述所需排版套数为每一种刀模所需裁切出的裁片数量;步骤s2中,依据所述所需排版套数在其中一排版区域按照行/列依次排布其中一刀模的图形,再依据所述所需排版套数在所述其中一排版区域之外的其它空余排版区域和/或在所述其中一排版区域中的排版空隙中排布其余刀模的图形。
12.为实现上述目的,本发明还提供了一种自动排版装置,用于从面料上裁切出多种不同的裁片。所述自动排版装置包括刀模选择模块和排版图生成模块。其中,所述刀模选择模块用于选择分别与所需裁切出的各种裁片的特征对应的多个刀模。所述排版图生成模块用于依据设定的排版策略,在其中一排版区域按照行/列依次排布其中一刀模的图形,再在所述其中一排版区域之外的其它空余排版区域和/或在所述其中一排版区域中的排版空隙中排布其余刀模的图形。
13.具体地,所述自动排版装置还包括命令接收模块,所述命令接收模块用于接收所述排版策略的设定命令。
14.具体地,所述排版图生成模块被配置为:依据刀模的长度,在其中一排版区域按照行/列依次排布长度较长的其中一刀模的图形,再在所述其中一排版区域之外的其它空余排版区域和/或在所述其中一排版区域中的排版空隙中排布长度较短的其余刀模的图形;或:依据刀模的面积,在其中一排版区域按照行/列依次排布面积较大的其中一刀模的图形,再在所述其中一排版区域之外的其它空余排版区域和/或在所述其中一排版区域中的排版空隙中排布面积较小的其余刀模的图形;或:依据刀模的长度和宽度的权重和尺寸,在其中一排版区域按照行/列依次排布长度和宽度综合比重较大的其中一刀模的图形,再在所述其中一排版区域之外的其它空余排版区域和/或在所述其中一排版区域中的排版空隙中排布长度和宽度综合比重较小的其余刀模的图形;或:依据刀模对应的裁片所需的总面料用量,在其中一排版区域按照行/列依次排布总面料用量较大的其中一刀模的图形,再在所述其中一排版区域之外的其它空余排版区域和/或在所述其中一排版区域中的排版空隙中排布总面料用量较小的其余刀模的图形。
15.在一些实施例中,所述排版图生成模块被配置为:在所述其中一排版区域之外的其它空余排版区域的部分区域按照行/列依次排布其余刀模中的一刀模的图形;在所述其它空余排版区域的另一部分区域、所述其中一排版区域的排版空隙中和/或所述其它空余排版区域中的部分区域的排版空隙中排布未排刀模的图形。
16.在一些实施例中,所述排版图生成模块被配置为:获取所需排版套数,所述所需排版套数为每一种刀模所需裁切出的裁片数量;依据所述所需排版套数在其中一排版区域按照行/列依次排布其中一刀模的图形,再依据所述所需排版套数在所述其中一排版区域之外的其它空余排版区域和/或在所述其中一排版区域中的排版空隙中排布其余刀模的图形。
17.为实现上述目的,本发明还提供了一种自动排版设备,包括处理器和存储器,所述存储器中存储有一个或多个被配置为由所述处理器执行的计算机程序,所述处理器执行所述计算机程序时,执行如上所述的自动排版方法。
18.为实现上述目的,本发明还提供了一种计算机可读存储介质,所述计算机可读存
储介质存储有计算机程序,所述计算机程序可被处理器执行以完成如上所述的自动排版方法。
19.与现有技术相比,本发明在选择好所需的刀模后,依据设定的排版策略,首先在其中一排版区域按照行/列依次排布其中一刀模的图形,之后,则是在其它空闲排版区域,或者所述其中一排版区域中的排版空隙中排布其余刀模的图形。本发明首先按照行/列依次排布的方式排布其中一刀模的图形,耗费时间短,排版效率高;然后,再在其它空闲排版区域、各排版区域的排版空隙中排布其余刀模的图形,使得每一排版区域的料率达到最大,以此,使得整个排版料率达到最高。
附图说明
20.图1为本发明自动排版方法一实施例的流程图。
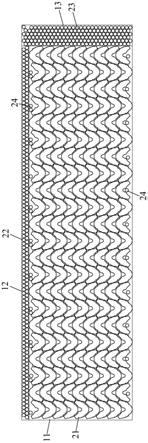
21.图2为本发明一实施例的刀模排版图。
22.图3为本发明另一实施例的刀模排版图。
23.图4为本发明又一实施例的刀模排版图。
24.图5为本发明一实施例自动排版装置的组成框图。
25.图6为本发明一实施例自动排版设备的组成框图。
具体实施方式
26.为详细说明本发明的内容、构造特征、所实现目的及效果,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.通常,一件产品由若干组成裁片拼接成形,例如,鞋,由鞋底、鞋身、鞋头、鞋身饰、鞋身饰补强等等拼接成形。不同的裁片,形状和尺寸有所不同,例如,鞋头和鞋身饰裁片形状和尺寸不同,需要采用不同的刀模进行裁切。在通过冲裁机从面料上裁切出所需的裁片之前,首先需要根据裁片的特征进行刀模排版,以使冲裁机依据刀模排版图自动化裁切出对应的各种裁片。
28.本发明一实施例提供了一种自动排版方法,其适用于冲裁机,以从面料上裁切出多种不同的裁片,例如鞋头、鞋身饰、鞋身饰补强等。如图1所示,该自动排版方法包括步骤:
29.s1,选择分别与所需裁切出的各种裁片的特征对应的多个刀模。其中,裁片的特征包括裁片的形状和尺寸,与裁片的特征对应的刀模即为与裁片的形状和尺寸一致的刀模。
30.具体实施中,可以将当前所需裁切出的各种裁片对应的各个刀模置于图像采集装置的拍摄区域,通过图像采集装置拍摄刀模的图像,再由刀模的图像计算分析获得刀模的特征,即是,所需裁切出的裁片的特征,然后,选中这些刀模,而后,再进入步骤s2。
31.也可以是,预先将所有刀模分别置于图像采集装置的拍摄区域,通过图像采集装置拍摄这些刀模的图像,然后,根据当前所需裁切出的各种裁片的特征,选中与各种裁片对应的刀模,而后,再进入步骤s2。
32.s2,依据设定的排版策略,在其中一排版区域按照行/列依次排布其中一刀模的图形,再在所述其中一排版区域之外的其它空余排版区域和/或在所述其中一排版区域中的
排版空隙中排布其余刀模的图形,生成刀模排版图。
33.在一些实施例中,排版策略为:长度长的刀模优先排,相应的,“依据设定的排版策略,在其中一排版区域按照行/列依次排布其中一刀模的图形”即为:依据刀模的长度,在所述其中一排版区域按照行/列依次排布长度较长的一刀模的图形。而后,再在所述其中一排版区域之外的其它空余排版区域和/或在所述其中一排版区域中的排版空隙中排布其余长度较短的刀模的图形。
34.在一些实施例中,排版策略为:面积大的刀模优先排,相应的,“依据设定的排版策略,在其中一排版区域按照行/列依次排布其中一刀模的图形”即为:依据刀模的面积,在所述其中一排版区域按照行/列依次排布面积较大的一刀模的图形。而后,再在所述其中一排版区域之外的其它空余排版区域和/或在所述其中一排版区域中的排版空隙中排布其余面积较小的刀模的图形。
35.在一些实施例中,排版策略为:长度和宽度综合比重大的刀模优先排,相应的,“依据设定的排版策略,在其中一排版区域按照行/列依次排布其中一刀模的图形”即为:依据刀模的长度和宽度的权重和尺寸,在所述其中一排版区域按照行/列依次排布长度和宽度综合比重较大的一刀模的图形。而后,再在所述其中一排版区域之外的其它空余排版区域和/或在所述其中一排版区域中的排版空隙中排布其余长度和宽度综合比重较小的刀模的图形。可以理解的是,长度和宽度综合比重是指,将刀模的长度作为指标赋予一权重,将刀模的宽度作为指标赋予另一权重,将刀模的实际长度尺寸、实际宽度尺寸分别与其对应的权重作乘积之后求和,获得的结果即为刀模的长度和宽度综合比重。
36.在一些实施例中,排版策略为:对应的裁片所需的总面料用量大的刀模优先排,相应的,“依据设定的排版策略,在其中一排版区域按照行/列依次排布其中一刀模的图形”即为:依据刀模对应的裁片和所需裁片数量获得所需的总面料用量,在所述其中一排版区域按照行/列依次排布总面料用量较大的刀模的图形。而后,再在所述其中一排版区域之外的其它空余排版区域和/或在所述其中一排版区域中的排版空隙中排布其余总面料用量较小的刀模的图形。
37.在一些实施例中,在步骤s2中,“在所述其中一排版区域之外的其它空余排版区域和/或在所述其中一排版区域中的排版空隙中排布其余刀模的图形”为:s201,首先在所述其中一排版区域之外的其它空余排版区域的部分区域按照行/列依次排布所述其余刀模中的一刀模的图形;s202,再在所述其它空余排版区域的另一部分区域、所述其中一排版区域的排版空隙中和/或所述其它空余排版区域中的部分区域的排版空隙中排布未排刀模的图形。其中,未排刀模为所述其余刀模中在s201中未排版的刀模。
38.请参阅图2,在一制鞋的实施例中,首先在其中一排版区域(下面称为第一排版区域11)按照行/列依次排布面积较大的一刀模(鞋头刀模)的图形21;接着,再在第一排版区域11之外的其它空余排版区域(下面将其它空余排版区域划分为两部分,分别称为第二排版区域12、第三排版区域13)中的第二排版区域12依次排布面积较小的其中一刀模(鞋身饰补强刀模)的图形22,在第三排版区域13依次排布面积较小的另一刀模(鞋身饰刀模)的绝大部分图形23,以及在第一排版区域11中的排版空隙中排布该面积较小的另一刀模的少数图形24。
39.接下来请参阅图3,在另一实施例中,首先在其中一排版区域(下面称为第一排版
区域11)按照行/列依次排布总面料用量较大的一刀模的图形21;接着,再在第一排版区域11下侧的第二排版区域12按照行/列依次排布总面料用量次大的一刀模的图形22;然后,采用空位补齐的方式在第一排版区域11与第二排版区域12之间的空余排版区域13及第一排版区域11左侧、上侧的空余排版区域14排布总面料用量最小的一刀模的图形23。
40.在一些实施例中,在步骤s2之前,还包括:获取所需排版套数。步骤s2中,依据所需排版套数在其中一排版区域按照行/列依次排布其中一刀模的图形,再依据所需排版套数在所述其中一排版区域之外的其它空余排版区域和/或在所述其中一排版区域中的排版空隙中排布其余刀模的图形。其中,所需排版套数为每一种刀模所需裁切出的裁片数量。刀模排版图中的每种刀模图形数量(裁片数量)可以为与所需排版套数相等,如图2所示,所需排版套数为30,鞋头、鞋身饰、鞋身饰补强对应的刀模图形在刀模排版图中的数量也为30。在排版空间充足的情况下,刀模排版图中的各刀模图形数量(裁片数量)也可以为大于所需排版套数,以提供裁片裕量。如图4所示,所需排版套数为28,而刀模排版图中的刀模图形21的数量为30。
41.可选的,所需排版套数为通过命令接收模块接收人为输入获得,也可以为依据面料的规格数据、预设的排版算法以及所需裁切出的裁片的特征计算出的最大排版套数。
42.在一些实施例中,在步骤s1之前,还包括:根据每一种裁片的形状、尺寸以及面料的形状和尺寸,基于排版区域料率更大目的,预先设置按照行/列依次排布的刀模图形的排法,如图2中鞋头裁片对应的刀模的图形21的分布,图3中刀模图形21、22的分布。
43.接下来请参阅图5,本发明一实施例提供了一种自动排版装置100,如图5所示,该自动排版装置100包括刀模选择模块110、命令接收模块120及排版图生成模块130。其中,刀模选择模块110用于选择分别与所需裁切出的各种裁片的特征对应的多个刀模。命令接收模块120用于接收排版策略的设定命令。排版图生成模块130用于依据设定的排版策略,在其中一排版区域按照行/列依次排布其中一刀模的图形,再在所述其中一排版区域之外的其它空余排版区域和/或在所述其中一排版区域中的排版空隙中排布其余刀模的图形。
44.接下来请参阅图6,本发明还公开一种自动排版设备200,其包括处理器210和存储器220。其中,存储器220存储有一个或多个被配置为由处理器210执行的计算机程序230,例如自动排版程序,当一个或多个计算机程序230被处理器210执行时,使得处理器210执行上述的自动排版方法。
45.存储器220可以是任何形态的集成在电子设备中的随机存取存储器、只读存储器、快闪存储器或其他类似装置。处理器210可以是中央处理单元或者是其它可程序化的一般用途或者特殊用途的微处理器、数字信号处理器、可程序化控制器、特殊集成电路或其它类似装置或者这些装置的组合。
46.相应地,本发明还涉及一种计算机可读存储介质,计算机可读存储介质存储有计算机程序,计算机程序被处理器210执行时,完成上述实施例中的自动排版方法。其中,计算机程序包括计算机程序代码,计算机程序代码可以为源代码形式、对象代码形式、可执行文件或某些中间形式等。计算机可读存储介质可以包括:能够携带计算机程序代码的任何实体或装置、记录介质、u盘、移动硬盘、磁碟、光盘、计算机存储器、只读存储器(rom)、随机存取存储器(ram)等。
47.综上,本发明在选择好所需的刀模后,依据设定的排版策略,首先在其中一排版区
域按照行/列依次排布其中一刀模的图形,之后,则是在其它空闲排版区域,或者所述其中一排版区域中的排版空隙中排布其余刀模的图形。本发明首先按照行/列依次排布的方式(粗排)排布其中一刀模的图形,相较于直接采用空位补齐(细排)的方式,耗费时间短,排版效率更高;然后,再根据其余刀模的特征以及空余排版空间大小,在其它空闲排版区域、各排版区域的排版空隙中选择性采用粗排或者细排方式排布其余刀模的图形,使得每一排版区域的料率达到最大,以此,使得整个排版料率达到最高。即是,本发明在实现了更大料率的同时,也获得了更高的排版效率。
48.以上结合最佳实施例对本发明进行了描述,但本发明并不局限于以上揭示的实施例,而应当涵盖各种根据本发明的本质进行的修改、等效组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1