COF生产信息的自动处理方法与流程
cof生产信息的自动处理方法
技术领域
1.本发明涉及cof生产技术领域,尤其涉及一种cof生产信息的自动处理方法。
背景技术:
2.cof(覆晶薄膜)全称为chip on film,将显示驱动芯片(ic)不经过任何封装形式,直接安到挠性电路板上,达到缩小体积、能自由弯曲的目的。cof柔性封装载带,是连接半导体显示芯片和终端产品的柔性线路板,是cof封装环节的关键材料;cof封装显示驱动芯片目前主要应用于电视、电脑及手机等产品的显示屏,是lcd/oled显示屏的关键核心芯片之一。
3.cof封装显示驱动芯片的生产过程一般包括多个生产环节。目前,统计生产信息只能靠人工手动统计,统计速度慢且容易出错,并且统计的生产信息不全面,导致工作人员无法及时了解到相关的生产信息,以及无法准确安排下一步的生产计划,生产效率低下。
技术实现要素:
4.本发明要解决的技术问题是:为了解决现有技术中cof生产信息统计速度慢,统计不全面的技术问题。本发明提供一种cof生产信息的自动处理方法,能够自动对cof生产信息进行分类整合,形成不同类型的表单,便于工作人员及时了解不同的生产信息。
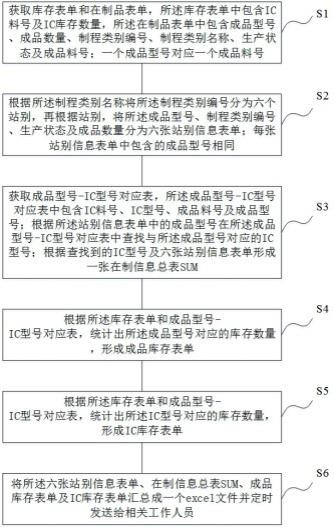
5.本发明解决其技术问题所采用的技术方案是:一种cof生产信息的自动处理方法,包括以下步骤:s1:获取库存表单和在制品表单,所述库存表单中包含ic料号及ic库存数量,所述在制品表单中包含成品型号、成品数量、制程类别编号、制程类别名称、生产状态及成品料号;一个成品型号对应一个成品料号;s2:根据所述制程类别名称将所述制程类别编号分为六个站别,再根据站别,将所述成品型号、制程类别编号、生产状态及成品数量分为六张站别信息表单;每张站别信息表单中包含的成品型号相同;s3:获取成品型号
‑
ic型号对应表,所述成品型号
‑
ic型号对应表中包含ic料号、ic型号、成品料号及成品型号;根据所述站别信息表单中的成品型号在所述成品型号
‑
ic型号对应表中查找与所述成品型号对应的ic型号;根据查找到的ic型号及六张站别信息表单形成一张在制信息总表sum;s4:根据所述库存表单和成品型号
‑
ic型号对应表,统计出所述成品型号对应的库存数量,形成成品库存表单;s5:根据所述库存表单和成品型号
‑
ic型号对应表,统计出所述ic型号对应的库存数量,形成ic库存表单;s6:将所述六张站别信息表单、在制信息总表sum、成品库存表单及ic库存表单汇总成一个excel文件并定时发送给相关工作人员。
6.进一步地,所述六个站别分别为内引脚接合ilb、涂胶pot、测试ft、自动目检avi、
点量vc及包装pk;一个站别包含多个制程类别名称,一个制程类别名称对应一个制程类别编号。
7.进一步地,所述内引脚接合ilb站别包含制程类别编号e010(ilb)和e011(ilbqc),所述涂胶pot站别包含制程类别编号e020(pot)、e021(potqc)和 e030(oven),所述测试ft站别包含制程类别编号e040(ft)、 e050(ft2)、e060(olp)和 e070(eqc),所述自动目检avi站别包含制程类别编号e080(cof
‑
vi)、e090(cof
‑
avi)和e095(tp),所述点量vc站别包含制程类别编号e100(cof
‑
vc)和e101(cof
‑
vqc),所述包装pk站别包含e110(cof
‑
pk1)、e111(cof
‑
pqc)、e120(cof
‑
pk2)和e121(cof
‑
fqc)。
8.进一步地,所述生产状态包括在排queue、制造中running和扣留hold,每个制程类别编号均包含所述在排queue、制造中running和扣留hold三个生产状态。
9.进一步地,所述在制信息总表sum包含成品料号、成品型号、ic型号、六个站别的成品数量及总数量。
10.进一步地,步骤s4中,根据库存表单和成品型号
‑
ic型号对应表,统计出成品型号对应的库存数量,具体包括:在所述库存表单中筛选处于“成品仓”的ic料号、成品型号及成品库存数量;根据筛选出的ic料号在所述成品型号
‑
ic型号对应表中查找,获取与所述ic料号相对应的ic型号和成品料号;将成品型号相同的成品库存数量进行累加,得到每个成品型号的总库存数量;根据成品料号、成品型号、ic型号和总库存数量建立成品库存表单。
11.进一步地,步骤s5中,根据库存表单和成品型号
‑
ic型号对应表,统计出所述ic型号对应的库存数量,具体包括:获取库存表单中的ic料号,根据所述ic料号在成品型号
‑
ic型号对应表中获取对应的ic型号;将ic型号相同的ic库存数量进行累加,得到每个ic型号的ic库存总数;根据所述ic型号和ic库存总数建立ic库存表单。
12.本发明的有益效果是,本发明的cof生产信息的自动处理方法,利用库存表单、在制品表单和成品型号
‑
ic型号对应表,并结合python语言,可以自动化获取和整理相关生产信息,并按照不同的类别将生产信息进行分类总结,最后输出为一个excel文件发送给相关工作人员。工作人员通过查看相关生产信息,可以及时调整生产计划,提高生产效率。并且,本方法是自动化处理的,不需要人工操作,可以防止人为操作可能带来的误差或错误,提高生产信息处理的准确性和工作效率。
附图说明
13.下面结合附图和实施例对本发明进一步说明。
14.图1是本发明的cof生产信息的自动处理方法的流程图。
15.图2是本发明的库存表单的示意图。
16.图3是本发明的在制品表单的示意图。
17.图4是本发明的ilb站别信息表单的示意图。
18.图5是本发明的pot站别信息表单的示意图。
19.图6是本发明的ft站别信息表单的示意图。
20.图7是本发明的avi站别信息表单的示意图。
21.图8是本发明的vc站别信息表单的示意图。
22.图9是本发明的pk站别信息表单的示意图。
23.图10是本发明的成品型号
‑
ic型号对应表的示意图。
24.图11是本发明的在制信息总表sum的示意图。
25.图12是本发明的成品库存表单的示意图。
26.图13是本发明的ic库存表单的示意图。
具体实施方式
27.现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
28.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
29.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
30.如图1所示,一种cof生产信息的自动处理方法,包括以下步骤。
31.s1:获取库存表单和在制品表单,库存表单中包含ic料号及ic库存数量,在制品表单中包含成品型号、成品数量、制程类别编号、制程类别名称、生产状态及成品料号;一个成品型号对应一个成品料号。
32.如图2所示,库存表单中主要包含了ic料号、ic库存数量及ic所在位置,ic料号是由8位数字组成的,其中前五位的组合可以表示ic所在的位置,例如,40300表示危化品仓,30500表示原物料仓,30800表示量产,等等。根据ic料号可以识别出ic所处的位置。每一个ic料号都有其对应的ic库存数量。如图3所示,在制品表单中包含了成品型号、成品数量、制程类别编号、制程类别名称、生产状态及成品料号六种生产信息,每一种生产信息下方都有其对应的原始数据,其中,成品型号和成品料号一一对应。库存表单和在制品表单是后续cof生产信息自动处理的基础表单。在本实施例中,可以运用python oracle库中的cx_oracle方法结合数据库语句来获取库存表单及在制品表单中数据。
33.s2:根据制程类别名称将制程类别编号分为六个站别,再根据站别,将成品型号、制程类别编号、生产状态及成品数量分为六张站别信息表单;每张站别信息表单中包含的成品型号相同。
34.在本实施例中,cof的生产过程主要包括六个站别:内引脚接合ilb、涂胶pot、测试ft、自动目检avi、点量vc及包装pk。一个站别可以包含多个制程类别名称,一个制程类别名
称对应一个制程类别编号。例如,内引脚接合ilb站别包含制程类别编号e010(ilb)和e011(ilbqc),e010(ilb)表示内引脚接合,e011(ilbqc)表示内引脚接合质检。涂胶pot站别包含制程类别编号e020(pot)、e021(potqc)和 e030(oven),e020(pot)表示涂胶,e021(potqc)表示涂胶质检,e030(oven)表示烘烤。测试ft站别包含制程类别编号e040(ft)、 e050(ft2)、e060(olp)和 e070(eqc),e040(ft)表示测试流程一,e050(ft2)表示测试流程二,e060(olp)表示打拔,e070(eqc)表示抽检。自动目检avi站别包含制程类别编号e080(cof
‑
vi)、e090(cof
‑
avi)和e095(tp),e080(cof
‑
vi)表示目检,e090(cof
‑
avi)表示自动检测,e095(tp)表示贴片。点量vc站别包含制程类别编号e100(cof
‑
vc)和e101(cof
‑
vqc),e100(cof
‑
vc)表示清点数量,e101(cof
‑
vqc)表示数量质检。包装pk站别包含e110(cof
‑
pk1)、e111(cof
‑
pqc)、e120(cof
‑
pk2)和e121(cof
‑
fqc),e110(cof
‑
pk1)表示包装流程一,e111(cof
‑
pqc)表示包装流程一质检,e120(cof
‑
pk2)表示包装流程二,e121(cof
‑
fqc)表示包装流程二质检。
35.请继续参考图3,在制品表单中包含了多个制程类别编号,每个制程编号都有其对应的制程类别名称,例如,制程类别编号e080对应制程类别名称cof
‑
vi,而制程类别名称cof
‑
vi属于自动目检avi站别,因此,通过制程类别名称可以将制程类别编号分到对应的六个站别中形成六张站别信息表单。每张站别信息表单中均包含了站别、成品型号、制程类别编号、生产状态及成品数量这五种生产信息。并且,每个制程类别编号下方均包含了在排queue、制造中running和扣留hold三种生产状态,每一种生产状态下方列出了不同产品型号的数量。在本实施例中,可以运用python中的pandas库、openpyxl库、matplotlib库等来建立站别信息表单,在这个过程中还可以结合for循环来判断空值和无用数据的处理,然后利用队列原理将空值和无用数据进行清除和转换,最终输出有价值并且正确的数据到站别信息表单中。图4展示了ilb站别信息表单,例如,成品型号“测试ast90016a
‑
f311b版本”在编号e010(ilb)有40个数量在排队中;成品型号“ast18817d(u),43"ud”在编号e010(ilb)有27016个数量在排队中,有2690个数量在制造中,等等,ilb站别信息表单的最右侧还统计了每个成品型号的成品数量。通过ilb站别信息表单,可以一目了然的了解到目前有哪些成品型号处于ilb站别中,并且,处于不同制程类别编号的数量有多少,便于工作人员及时掌握相关生产信息,可以提前安排下一步的生产计划。同样地,请参考图5至图9,分别展示了pot、ft、avi、vc及pk站别的站别信息表单。
36.s3:获取成品型号
‑
ic型号对应表,成品型号
‑
ic型号对应表中包含ic料号、ic型号、成品料号及成品型号;根据站别信息表单中的成品型号在成品型号
‑
ic型号对应表中查找与成品型号对应的ic型号;根据查找到的ic型号及六张站别信息表单形成一张在制信息总表sum。
37.如图10所示,成品型号
‑
ic型号对应表中包含了ic料号、ic型号、成品料号及成品型号,成品型号
‑
ic型号对应表也是一张基础表单,因为仅通过库存表单和在制品表单无法将ic型号和成品型号对应起来,所以需要利用成品型号
‑
ic型号对应表。成品型号
‑
ic型号对应表中数据可以运用python语言编写脚本从企业自用的数据库中自动获取。企业自动数据库中的数据是由工作人员记录填写的,包括ic料号、ic型号、成品料号、成品型号等多种与生产相关的数据。从成品型号
‑
ic型号对应表中可以了解到ic料号与成品料号的对应关系,而一个ic料号可以对应一个ic型号,一个成品料号可以对应一个成品型号,由此可以将
ic型号和成品型号对应起来。每张站别信息表单中均包含了多个成品型号,根据这些成品型号在成品型号
‑
ic型号对应表中进行查找,可以获得这些成品型号所对应的ic型号。然后将查找出来的ic型号与六张站别信息表单进行整合,可以得到在制信息总表sum。如图11所示,在制信息总表sum包含了成品料号、成品型号、ic型号、六个站别的成品数量及总数量。从在制信息总表sum中可以直观地了解到当前在生产的成品型号有哪些,用到的ic型号有哪些,每个站别里的成品数量有多少,每个成品型号的总数量有多少等信息,工作人员从这一张图表中即可了解到整个生产环节的生产情况,可以合理安排下一步的生产计划,控制产量,提高工作效率。
38.s4:根据库存表单和成品型号
‑
ic型号对应表,统计出成品型号对应的库存数量,形成成品库存表单。
39.请继续参考图2,库存表单中还包含了成品型号和成品库存数量,根据ic所在位置可以筛选出处于“成品仓”的ic料号、成品型号及成品库存数量,根据该ic料号可以在成品型号
‑
ic型号对应表中获取对应的ic型号和成品料号,并将成品型号相同的成品库存数量进行累加,得到成品型号对应的总库存数量。如图12所示,根据筛选出的成品料号、成品型号、ic型号和总库存数量可以建立成品库存表单,通过成品库存表单可以简单明了地看出某个成品型号当前的库存数量及该成品型号采用的ic型号,便于工作人员调整生产计划,防止库存数量过多导致产品积压,或者放置库存数量不足导致无法出货,影响交期。
40.s5:根据库存表单和成品型号
‑
ic型号对应表,统计出所述ic型号对应的库存数量,形成ic库存表单。
41.请继续参考图2,库存表单中包含了ic料号和ic库存数量,而成品型号
‑
ic型号对应表中包含了ic料号和ic型号,通过将两种表单中的ic料号进行对应,可以将ic型号和ic库存数量对应起来,并且将相同ic型号的ic库存数量进行累加,计算出总库存数量。图13是一张ic库存表单,从图12中可以直观地了解到某个ic型号当前的库存总数,如果库存充足,可以安排下一步的生产计划,如果库存不足,需要及时进行采购补充,防止因原料不足而导致无法生产,影响产能。
42.s6:将六张站别信息表单、在制信息总表sum、成品库存表单及ic库存表单汇总成一个excel文件并定时发送给相关工作人员。
43.需要说明的是,可以通过python中的邮件信息服务,配置相关的邮箱信息,并添加相关的收件人信息,将汇总好的excel文件定时发送到收件人的邮箱中。
44.综上所述,本发明的cof生产信息的自动处理方法,利用库存表单、在制品表单和成品型号
‑
ic型号对应表,并结合python语言,可以自动化获取和整理相关生产信息,并按照不同的类别将生产信息进行分类总结,最后输出为一个excel文件发送给相关工作人员。工作人员通过查看相关生产信息,可以及时调整生产计划,提高生产效率。并且,本方法是自动化处理的,不需要人工操作,可以防止人为操作可能带来的误差或错误,提高生产信息处理的准确性和工作效率。如果采用人工操作,想要得到这样一个excel文档,需要花费一天的时间,而采用本方法后只需要半小时左右即可获得有效的生产信息,并且是每天定时发送给相关工作人员,相比现有方法,相关工作人员几乎可以提前一天的时间就可以获取当前的生产信息,根据当前的生产信息及时调整或者安排下一步的生产技术,提高产能,减少成品库存积压,提高经济效益。
45.以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要如权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1