生产管理系统的制作方法
1.本技术涉及一种生产管理领域,特别是涉及一种生产管理系统。
背景技术:
2.目前,能够实现对车辆定位或者跟踪的方式都是采用在车辆上安装gps定位器或者rfid电子标签使用射频识别技术来实现的;而且上述两种定位或者识别技术已经非常成熟,其产品的使用也是相当便捷的。但是考虑到射频识别技术的发展过程中对生产管理领域的应用较少,通常在生产管理的过程中还是采用人工的监督和控制,由于人工监督中容易出现的漏洞,很难实现对作业流程的强制规范管理以及装卸设备的运行进行管理使得管理结果的准确度低并耗费大量的时间和人力,工作效率下降。
3.申请内容
4.鉴于以上所述现有技术的缺点,本技术的目的在于提供一种生产管理系统,用于解决现有技术中人工监督中容易出现的漏洞,很难实现对作业流程的强制规范管理以及装卸设备的运行进行管理使得管理结果的准确度低并耗费大量的时间和人力,工作效率下降的问题。
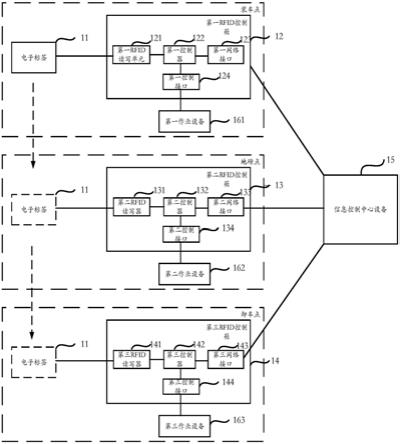
5.为实现上述目的及其他相关目的,本技术提供一种生产管理系统,用于生产现场,所述生产现场包括:装车点、地磅点以及卸车点;所述系统包括:固定设于用于载料的车辆的电子标签;第一rfid控制箱,设于装车点,包括:第一rfid读写单元、与第一rfid读写单元通信连接的第一控制器、与第一控制器通信连接的第一控制接口、及第一网络接口;其中,第一控制接口通信连接设于装车点的用于运料的第一作业设备以发送控制命令;第二rfid控制箱,设于地磅点,包括:第二rfid读写单元、与第二rfid读写单元通信连接的第二控制器、与第二控制器通信连接的第二控制接口、及第二网络接口;其中,第二控制接口通信连接设于装车点的的用称料的第二作业设备以发送控制命令;第三rfid控制箱,设于卸车点,包括:第三rfid读写单元、与第三rfid读写单元通信连接的第三控制器、与第三控制器通信连接的第三控制接口、及第三网络接口;其中,第三控制接口通信连接设于装车点的用于运料的第三作业设备以发送控制命令;信息控制中心设备,与所述第一网络接口、第二网络接口及第三网络接口通信连接,用于接收来自所述第一rfid控制箱、第二控制箱、及第三控制箱的信息;或向第一控制器、第二控制器、及第三控制器发送控制指令。
6.于本技术的一实施例中,还包括:位于卸车点的led屏,耦接所述信息控制中心设备,用于显示车辆当前状态信息。
7.于本技术的一实施例中,所述led屏包括:3个三色灯区域,用于分别显示所述第一rfid控制箱、第二rfid控制箱以及所述第三rfid控制箱的工作情况。
8.于本技术的一实施例中,还包括:与所述第一rfid控制箱连接的第一天线、与所述第二rfid控制箱连接的第二天线以及与所述第三rfid控制箱连接的第三天线。
9.于本技术的一实施例中,所述第一天线、第二天线以及第三天线为全向天线。
10.于本技术的一实施例中,所述装车点、地磅点以及卸车点的地面上标有行车方向
某种构成要素时,只要没有特别相反的记载,则并非将其它构成要素,排除在外,而是意味着可以还包括其它构成要素。
21.其中提到的第一、第二及第三等术语是为了说明多样的部分、成份、区域、层及/或段而使用的,但并非限定于此。这些术语只用于把某部分、成份、区域、层或段区别于其它部分、成份、区域、层或段。因此,以下叙述的第一部分、成份、区域、层或段在不超出本技术范围的范围内,可以言及到第二部分、成份、区域、层或段。
22.由于射频识别技术的发展过程中对生产管理领域的应用较少,通常在生产管理的过程中还是采用人工的监督和控制,由于人工监督中容易出现的漏洞,很难实现对作业流程的强制规范管理以及装卸设备的运行进行管理使得管理结果的准确度低并耗费大量的时间和人力,工作效率下降。
23.因此,本技术提供一种生产管理系统,用于解决现有技术中人工监督中容易出现的漏洞,很难实现对作业流程的强制规范管理以及装卸设备的运行进行管理使得管理结果的准确度低并耗费大量的时间和人力,工作效率下降的问题。
24.所述系统包括:固定设于用于载料的车辆的电子标签;第一rfid控制箱,设于装车点,包括:第一rfid读写单元、与第一rfid读写单元通信连接的第一控制器、与第一控制器通信连接的第一控制接口、及第一网络接口;其中,第一控制接口通信连接设于装车点的用于运料的第一作业设备以发送控制命令;第二rfid控制箱,包括:第二rfid读写单元、与第二rfid读写单元通信连接的第二控制器、与第二控制器通信连接的第二控制接口、及第二网络接口;其中,第二控制接口通信连接设于装车点的的用称料的第二作业设备以发送控制命令;第三rfid控制箱,包括:第三rfid读写单元、与第三rfid读写单元通信连接的第三控制器、与第三控制器通信连接的第三控制接口、及第三网络接口;其中,第三控制接口通信连接设于装车点的用于运料的第三作业设备以发送控制命令;信息控制中心设备,与所述第一网络接口、第二网络接口及第三网络接口通信连接,用于接收来自所述第一rfid控制箱、第二控制箱、及第三控制箱的信息;或向第一控制器、第二控制器、及第三控制器发送控制指令。
25.下面以附图1为参考,针对本技术得实施例进行详细说明,以便本技术所述技术领域的技术人员能够容易地实施。本技术可以以多种不同形态体现,并不限于此处说明的实施例。
26.如图1所示,为本技术实施例中的一种生产管理系统10的结构示意图。
27.所述生产管理系统,用于生产现场,所述生产现场包括:装车点、地磅点以及卸车点;
28.所述生产现场为一固定范围用于生产的场所,所述装车点是用于装料的区域,所述地磅点是用于给装载的料称重的区域,所述卸车点是用于卸装载的料的区域。
29.所述系统包括:
30.固定设于用于载料的车辆的电子标签11,其中所述电子标签位于用于载料的车辆外部显而易见的位置,所述车辆用于载料并把料载到目的地点,所述电子标签11是包含该车辆信息并随着车辆的移动而移动的,所述车辆信息包括车号车次等信息,所述电子标签11的信息是可以随时读取的,所述电子标签11的个数根据车辆的数量来确定,每一车辆上至少有一个所述电子标签11。
31.所述第一rfid控制箱12,设于装车点的任一位置,所述第一rfid控制箱12包括:第一rfid读写单元121,所述第一rfid读写单元121与来自用于载料的车辆到装车点区域的电子标签11结合得到车辆信息以及当前车辆工作状态,例如车号及车次等信息;所述第一rfid控制箱12还包括与第一rfid读写单元121通信连接的第一控制器122以及与所述第一控制器122通信连接的第一控制接口123,及与所述第一控制器122通信连接的第一网络接口124。需要注意的是,所述第一控制接口123以及所述其中所述第一控制接口124不仅可以为有线接口也可以为无线接口,在本技术中对此不作限定。通信连接第一作业设备161,以向第一作业设备161发送控制命令令所述第一作业设备161按所述控制命令进行工作。所述第一作业设备161位于装车点一位置,用于将到达所述装车点的载料的车辆装料,因而所述第一作业设备161为可用于向所述车辆装料的任一装置。
32.所述第二rfid控制箱13,设于磅车点的任一位置,所述第二rfid控制箱13包括:第二rfid读写单元131,所述第二rfid读写单元131与来自用于载料的车辆到装车点区域的电子标签11结合得到车辆信息以及当前车辆工作状态,例如车号及车次以及当前路线信息及任务等信息;所述第二rfid控制箱13还包括与第二rfid读写单元131通信连接的第二控制器132以及与所述第二控制器132通信连接的第二控制接口133,及与所述第二控制器132通信连接的第二网络接口134。需要注意的是,所述第二控制接口133以及所述其中所述第二控制接口134不仅可以为有线接口也可以为无线接口,在本技术中对此不作限定。通信连接第二作业设备162,以向第二作业设备162发送控制命令令所述第二作业设备162按所述控制命令进行工作。所述第二作业设备162位于磅车点一位置,用于将到达所述装车点的载料的车辆载的料进行称重,因而所述第二作业设备161为可用于对所述车辆载的料进行称重的任一装置。
33.所述第三rfid控制箱14,设于卸车点的任一位置,所述第三rfid控制箱14包括:第三rfid读写单元141,所述第三rfid读写单元141与来自用于载料的车辆到装车点区域的电子标签11结合得到车辆信息以及当前车辆工作状态,例如车号及车次以及当前路线信息及任务等信息;所述第三rfid控制箱14还包括与第三rfid读写单元141通信连接的第三控制器142以及与所述第三控制器142通信连接的第三控制接口143,及与所述第三控制器142通信连接的第三网络接口144。需要注意的是,所述第三控制接口143以及所述其中所述第三控制接口144不仅可以为有线接口也可以为无线接口,在本技术中对此不作限定。通信连接第三作业设备163,以向第三作业设备163发送控制命令令所述第三作业设备163按所述控制命令进行工作。所述第三作业设备163位于卸车点一位置,用于将到达所述卸车点的载料的车辆载的料进行卸料,因而所述第三作业设备163为可用于对所述车辆载的料进行卸料的任一装置。
34.所述信息控制中心设备15,与所述第一网络接口123、第二网络接口133及第三网络接口143通信连接,用于接收来自所述第一rfid控制箱12、第二控制箱13、及第三控制箱14的信息,具体的,所述信息控制中心设备15通过所述第一网络接口123接收到来自所述第一rfid控制箱12的车辆信息,包括:车次车号以及路线是否正确以及来自所述第一作业设备161的装料情况信息。所述信息控制中心设备15通过所述第二网络接口133接收到来自所述第二rfid控制箱13的车辆信息,包括:车次车号以及路线是否正确、以及前面的任务(例如装料任务)是否完成以及来自所述第二作业设备162的称重情况信息。所述信息控制中心
设备15通过所述第三网络接口143接收到来自所述第三rfid控制箱14的车辆信息,包括:车次车号以及路线是否正确、以及前面的任务(例如装料任务及地磅任务)是否完成以及来自所述第三作业设备163的卸车情况信息。
35.可选的,位于卸车点的led屏,耦接所述信息控制中心设备15,用于显示车辆当前状态信息,所述led屏根据具体需求设置于所述卸车点的任意位置,所述led屏接收到来自于所述信息控制中心设备15的每个车辆的经过装车点的所述车辆车次车号以及路线是否正确以及来自所述第一作业设备161的装料情况信息,经过地磅点的所述车辆车次车号以及路线是否正确、以及前面的任务(例如装料任务)是否完成以及来自所述第二作业设备162的称重情况信息,以及经过卸车点的所述车辆车次车号以及路线是否正确、以及前面的任务(例如装料任务及地磅任务)是否完成以及来自所述第三作业设备163的卸车情况信息。
36.可选的,所述led屏包括:3个三色灯区域,用于分别显示所述第一rfid控制箱12、第二rfid控制箱13以及所述第三rfid控制箱14的工作情况,具体的,所述三色灯具有三个颜色来显示所述第一rfid控制箱12的不同状态,不同状态包括:异常状态、正常状态以及可能异常状态出现。举例来说,一个三色灯包括:红灯、绿灯以及黄灯,其中当所述rfid控制箱工作出现异常状态时红灯亮;当所述rfid控制箱工作正常状态时绿灯亮;当所述rfid控制箱工作很有可能出现异常状态时(例如延时情况)黄灯亮,需要注意的是,在车辆进行任务时,要根据三色灯的显示状态来进行下一个任务或者选择回到异常处进行补充任务。
37.可选的,所述生产管理系统还包括:与所述第一rfid控制箱连接的第一天线、与所述第二rfid控制箱连接的第二天线以及与所述第三rfid控制箱连接的第三天线。优选的利用较短距离的天线进行读卡操作,防止误读的状况出现并可以实现二次读写的校对功能,判定条件符合后再启动相应的控制箱。
38.可选的,所述第一天线、第二天线以及第三天线为全向天线。
39.可选的,所述装车点、地磅点以及卸车点的地面上标有行车方向及定位行车线,以达到所述第一rfid读写单元121、所述第二rfid读写单元131及所述第三rfid读写单元141好的识别所述电子标签以及更有规律管理车辆的进入。
40.可选的,所述装车点包括:第一装车点及第二装车点,优选的,所述第一装车点用于初步装车,所述第二装车点用于补充散粮。
41.可选的,所述第一装车点设有3所述第一rfid控制箱12,所述第二装车点设有2个所述第一rfid控制箱12。
42.可选的,所述卸车点包括一卸料区,所述卸料区为一船体,具体的,所述卸车点包括一专门用于装载从所述车辆卸下来的料的区域为卸料区,所述卸料区为一船体。
43.可选的,所述卸车点包括一专门用于装载从所述车辆卸下来的料的区域为卸料区,所述卸料区为一船体,所述第三作业设备163位于卸车点一位置,用于将到达所述卸车点的载料的车辆载的料进行卸料,因而所述第三作业设备163为可用于对所述车辆载的料进行卸料的并把所述料放到所述船体上,所述第三作业设备为电吊和皮带机。
44.根据所述的事故支援系统,具体举例实际应用中的实施例。
45.实施例1:生产管理系统,用于生产现场,所述生产现场包括:2个装料点(第一装车点及第二装车点)、2个地磅点以及一个卸车点。
46.所述系统包括:固定设于用于载料的车辆的电子标签;
47.3个第一rfid控制箱,设于第一装车点中间立柱上方,每个第一rfid控制箱包括:第一rfid读写单元、与第一rfid读写单元通信连接的第一控制器、与第一控制器通信连接的第一控制接口、及第一网络接口;其中,第一控制接口通信连接设于装车点的用于运料的第一作业设备以发送控制命令;
48.4条高8米的全向天线,设于第一装车点前后入口立柱上方适当距离;
49.1个第一rfid控制箱,设于第二装车点中间立柱上方,每个第一rfid控制箱包括:第一rfid读写单元、与第一rfid读写单元通信连接的第一控制器、与第一控制器通信连接的第一控制接口、及第一网络接口;其中,第一控制接口通信连接设于装车点的用于运料的第一作业设备以发送控制命令;
50.4条高8米的天线,设于第二装车点立柱上方适当距离;
51.每个称重点包括:2个第二rfid控制箱,设于称重点,每个第二rfid控制箱包括:包括:第二rfid读写单元、与第二rfid读写单元通信连接的第二控制器、与第二控制器通信连接的第二控制接口、及第二网络接口;其中,第二控制接口通信连接设于装车点的的用称料的第二作业设备以发送控制命令;
52.3个第三rfid控制箱,设于卸车点磅房窗前的位置,每个第三rfid控制箱包括:第三rfid读写单元、与第三rfid读写单元通信连接的第三控制器、与第三控制器通信连接的第三控制接口、及第三网络接口;其中,第三控制接口通信连接设于装车点的用于运料的第三作业设备以发送控制命令。
53.4条高8米的天线,设于卸车点磅房窗前的位置;
54.地磅点安装led屏幕;
55.信息控制中心设备,与所述第一网络接口、第二网络接口及第三网络接口通信连接,用于接收来自所述第一rfid控制箱、第二控制箱、及第三控制箱的信息;或向第一控制器、第二控制器、及第三控制器发送控制指令。
56.综上所述,本技术生产管理系统,解决了现有技术中人工监督中容易出现的漏洞,很难实现对作业流程的强制规范管理以及装卸设备的运行进行管理使得管理结果的准确度低并耗费大量的时间和人力,工作效率下降的问题,可以对作业流程的强制规范管理以及装卸设备的运行进行有效管理,节省了工作时间和人力,工作效率有很大的提升。所以,本技术有效克服了现有技术中的种种缺点而具高度产业利用价值。
57.上述实施例仅例示性说明本技术的原理及其功效,而非用于限制本技术。任何熟悉此技术的人士皆可在不违背本技术的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本技术所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本技术的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1