一种监控界面的设计方法、设计装置及电子设备与流程
1.本技术涉及生产控制技术领域,尤其是涉及一种监控界面的设计方法、设计装置及电子设备。
背景技术:
2.在现代制造业工厂里,为实现对生产过程的科学管理,用户需要对生产过程进行监控。现有的监控界面的创建方法主要通过硬编码的方式实现,这一设计过程至少需要两位专业的开发人员配合完成;例如,当需要在监控界面中构建柱状图以显示某一数据时,前端开发人员负责编写在前端界面中画出柱状图的程序,后端开发人员负责编写计算并获取该数据的程序;在程序编写完成后,两位开发人员还需要相互配合测试以保证监控界面的正常显示。
3.因此,现有的监控界面的创建方法需要花费较多的开发和调试时间,降低了代码开发的效率,当后续需求出现变更时,监控界面的维护也非常困难;创建监控界面对开发人员的代码能力要求很高,不懂编程技术的用户无法参与监控界面的开发。
技术实现要素:
4.有鉴于此,本技术的目的在于提供一种监控界面的设计方法、设计装置及电子设备,能够根据创建监控组件的请求,自动地确定出监控组件对应的实体生产设备和需要监控的生产数据,进而生成监控组件以构成监控界面对生产现场进行监控。这样,可以降低设计监控界面的难度,提高设计监控界面的效率,缩短监控系统上线时间。
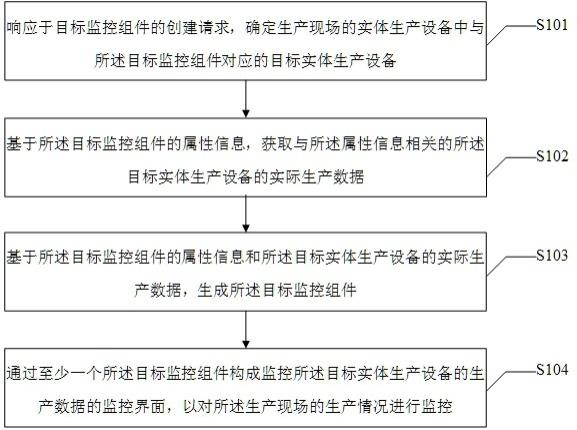
5.本技术实施例提供了一种监控界面的设计方法,所述设计方法包括:响应于目标监控组件的创建请求,确定生产现场的实体生产设备中与所述目标监控组件对应的目标实体生产设备;基于所述目标监控组件的属性信息,获取与所述属性信息相关的所述目标实体生产设备的实际生产数据;基于所述目标监控组件的属性信息和所述目标实体生产设备的实际生产数据,生成所述目标监控组件;通过至少一个所述目标监控组件构成监控所述目标实体生产设备的生产数据的监控界面,以对所述生产现场的生产情况进行监控。
6.进一步的,确定所述目标监控组件的创建请求的步骤包括:基于对监控组件列表中监控组件的点击操作,确定请求创建的所述目标监控组件;基于对所述目标监控组件的拖拽操作,实时确定所述目标监控组件在所述监控界面中的位置坐标;基于对所述目标监控组件的释放操作和所述目标监控组件被释放时所处的目标位置坐标,确定所述目标监控组件的创建请求。
7.进一步的,所述响应于目标监控组件的创建请求,确定生产现场的实体生产设备中与所述目标监控组件对应的目标实体生产设备,包括:基于所述创建请求中所包括的目标监控组件的相关信息以及预存的所述监控组件与所述实体生产设备的映射关系,确定所述目标实体生产设备;其中,所述相关信息包括以下各项中的至少一项:所述目标监控组件的编号、位置和类型。
8.进一步的,所述基于所述目标监控组件的属性信息,获取与所述属性信息相关的所述目标实体生产设备的实际生产数据,包括:基于所述目标监控组件的属性信息,确定所述实际生产数据;响应于目标数据源组件的创建请求,基于所述实际生产数据和所述目标实体生产设备的数据接口,生成所述目标数据源组件;配置所述目标数据源组件与所述目标监控组件之间的数据传输关系,以使所述目标监控组件通过所述目标数据源组件从所述数据接口获取所述实际生产数据。
9.进一步的,所述属性信息包括所述目标监控组件的类型;所述基于所述目标监控组件的属性信息,确定与所述属性信息相关的所述实际生产数据,包括:当所述目标监控组件的类型为设备组件时,确定与所述属性信息相关的所述实际生产数据包括以下各项中的至少一项:实体生产设备的工作状态、工作时长和实体生产设备中的物理量参数;当所述目标监控组件的类型为生产线组件时,确定与所述属性信息相关的所述实际生产数据包括以下各项中的至少一项:生产线所包括的各实体生产设备的工作状态、工作时长、各实体生产设备中的物理量参数、生产线的生产速度和生产线中生产的产品批次的批次信息和批次状态;当所述目标监控组件为图表组件时,确定与所述属性信息相关的所述实际生产数据包括用于确定所述图表组件所展示的各生产指标的生产源数据。
10.进一步的,所述属性信息包括从所述创建请求中获取的所述目标位置坐标;所述基于所述目标监控组件的属性信息和所述目标实体生产设备的实际生产数据,生成所述目标监控组件,包括:基于所述属性信息包括的所述目标位置坐标,创建所述目标监控组件的空白模型;所述空白模型中包括所述目标监控组件的形状实体和至少一个待填充数据项;将所述实际生产数据对应填充至所述至少一个待填充数据项,生成所述目标监控组件,以使所述目标监控组件以预定显示形式显示所述实际生产数据。
11.进一步的,所述基于所述属性信息包括的所述目标位置坐标,创建所述目标监控组件的空白模型,包括:基于所述目标位置坐标中的深度坐标,在所述监控界面中新建图层;其中,新建的所述图层的图层序号与所述深度坐标相匹配;所述图层序号用于表征所述图层在所述监控界面中的至少一个图层中的显示顺序;所述深度坐标通过所述监控界面中已添加的组件的数量确定;根据所述目标位置坐标中的横坐标和纵坐标在新建的所述图层中创建所述目标监控组件的空白模型。
12.本技术实施例还提供了一种监控界面的设计装置,所述设计装置包括:
确定模块,用于响应于目标监控组件的创建请求,确定生产现场的实体生产设备中与所述目标监控组件对应的目标实体生产设备;获取模块,用于基于所述目标监控组件的属性信息,获取与所述属性信息相关的所述目标实体生产设备的实际生产数据;监控组件生成模块,用于基于所述目标监控组件的属性信息和所述目标实体生产设备的实际生产数据,生成所述目标监控组件;监控界面生成模块,用于通过至少一个所述目标监控组件构成监控所述目标实体生产设备的生产数据的监控界面,以对所述生产现场的生产情况进行监控。
13.进一步的,所述设计装置还包括请求模块;所述请求模块用于通过以下步骤确定所述目标监控组件的创建请求:基于对监控组件列表中监控组件的点击操作,确定请求创建的所述目标监控组件;基于对所述目标监控组件的拖拽操作,实时确定所述目标监控组件在所述监控界面中的位置坐标;基于对所述目标监控组件的释放操作和所述目标监控组件被释放时所处的目标位置坐标,确定所述目标监控组件的创建请求。
14.进一步的,所述确定模块在用于响应于目标监控组件的创建请求,确定生产现场的实体生产设备中与所述目标监控组件对应的目标实体生产设备时,所述确定模块用于:基于所述创建请求中所包括的目标监控组件的相关信息以及预存的所述监控组件与所述实体生产设备的映射关系,确定所述目标实体生产设备;其中,所述相关信息包括以下各项中的至少一项:所述目标监控组件的编号、位置和类型。
15.进一步的,所述获取模块在用于基于所述目标监控组件的属性信息,获取与所述属性信息相关的所述目标实体生产设备的实际生产数据时,所述获取模块用于:基于所述目标监控组件的属性信息,确定所述实际生产数据;响应于目标数据源组件的创建请求,基于所述实际生产数据和所述目标实体生产设备的数据接口,生成所述目标数据源组件;配置所述目标数据源组件与所述目标监控组件之间的数据传输关系,以使所述目标监控组件通过所述目标数据源组件从所述数据接口获取所述实际生产数据。
16.进一步的,所述属性信息包括所述目标监控组件的类型;所述获取模块在用于基于所述目标监控组件的属性信息,确定与所述属性信息相关的所述实际生产数据时,所述获取模块用于:当所述目标监控组件的类型为设备组件时,确定与所述属性信息相关的所述实际生产数据包括以下各项中的至少一项:实体生产设备的工作状态、工作时长和实体生产设备中的物理量参数;当所述目标监控组件的类型为生产线组件时,确定与所述属性信息相关的所述实际生产数据包括以下各项中的至少一项:生产线所包括的各实体生产设备的工作状态、工作时长、各实体生产设备中的物理量参数、生产线的生产速度和生产线中生产的产品批次的批次信息和批次状态;当所述目标监控组件为图表组件时,确定与所述属性信息相关的所述实际生产数
据包括用于确定所述图表组件所展示的各生产指标的生产源数据。
17.进一步的,所述属性信息包括从所述创建请求中获取的所述目标位置坐标;所述基于所述目标监控组件的属性信息和所述目标实体生产设备的实际生产数据,生成所述目标监控组件,包括:基于所述属性信息包括的所述目标位置坐标,创建所述目标监控组件的空白模型;所述空白模型中包括所述目标监控组件的形状实体和至少一个待填充数据项;将所述实际生产数据对应填充至所述至少一个待填充数据项,生成所述目标监控组件,以使所述目标监控组件以预定显示形式显示所述实际生产数据。
18.进一步的,所述监控组件生成模块在用于基于所述属性信息包括的所述目标位置坐标,创建所述目标监控组件的空白模型时,所述监控组件生成模块用于:基于所述目标位置坐标中的深度坐标,在所述监控界面中新建图层;其中,新建的所述图层的图层序号与所述深度坐标相匹配;所述图层序号用于表征所述图层在所述监控界面中的至少一个图层中的显示顺序;所述深度坐标通过所述监控界面中已添加的组件的数量确定;根据所述目标位置坐标中的横坐标和纵坐标在新建的所述图层中创建所述目标监控组件的空白模型。
19.本技术实施例还提供一种电子设备,包括:处理器、存储器和总线,所述存储器存储有所述处理器可执行的机器可读指令,当电子设备运行时,所述处理器与所述存储器之间通过总线通信,所述机器可读指令被所述处理器执行时执行如上述的设计方法的步骤。
20.本技术实施例还提供一种计算机可读存储介质,该计算机可读存储介质上存储有计算机程序,该计算机程序被处理器运行时执行如上述的设计方法的步骤。
21.本技术实施例提供的一种监控界面的设计方法、设计装置及电子设备,响应于目标监控组件的创建请求,确定生产现场的实体生产设备中与所述目标监控组件对应的目标实体生产设备;基于所述目标监控组件的属性信息,获取与所述属性信息相关的所述目标实体生产设备的实际生产数据;基于所述目标监控组件的属性信息和所述目标实体生产设备的实际生产数据,生成所述目标监控组件;通过至少一个所述目标监控组件构成监控所述目标实体生产设备的生产数据的监控界面,以对所述生产现场的生产情况进行监控。
22.通过上述方式,能够根据创建监控组件的请求,自动地确定出监控组件对应的实体生产设备和需要监控的生产数据,进而生成监控组件以构成监控界面对生产现场进行监控。这样,可以降低设计监控界面的难度,提高设计监控界面的效率,缩短监控系统上线时间。
23.为使本技术的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
附图说明
24.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
25.图1示出了本技术实施例所提供的一种监控界面的设计方法的流程图;图2示出了本技术实施例所提供的一种设计监控组件的示例;图3示出了本技术实施例所提供的一种监控界面的设计装置的结构示意图之一;图4示出了本技术实施例所提供一种监控界面的设计装置的结构示意图之二;图5示出了本技术实施例所提供的一种电子设备的结构示意图。
具体实施方式
26.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本技术实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本技术的实施例的详细描述并非旨在限制要求保护的本技术的范围,而是仅仅表示本技术的选定实施例。基于本技术的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的每个其他实施例,都属于本技术保护的范围。
27.首先,对本技术可适用的应用场景进行介绍。本技术可应用于对生产现场的生产情况进行监控的监控界面。
28.经研究发现,在现代制造业工厂里,为实现对生产过程的科学管理,用户需要对生产过程进行监控。现有的监控界面的创建方法主要通过硬编码的方式实现,这一设计过程至少需要两位专业的开发人员配合完成;例如,当需要在监控界面中构建柱状图以显示某一数据时,前端开发人员负责编写在前端界面中画出柱状图的程序,后端开发人员负责编写计算并获取该数据的程序;在程序编写完成后,两位开发人员还需要相互配合测试以保证监控界面的正常显示。
29.因此,现有的监控界面的创建方法需要花费较多的开发和调试时间,降低了代码开发的效率,当后续需求出现变更时,监控界面的维护也非常困难;创建监控界面对开发人员的代码能力要求很高,不懂编程技术的用户无法参与监控界面的开发。
30.基于此,本技术实施例提供了一种监控界面的设计方法、设计装置及电子设备,能够根据创建监控组件的请求,自动地确定出监控组件对应的实体生产设备和需要监控的生产数据,进而生成监控组件以构成监控界面对生产现场进行监控。这样,可以降低设计监控界面的难度,提高设计监控界面的效率,缩短监控系统上线时间。
31.请参阅图1,图1为本技术实施例所提供的一种监控界面的设计方法。如图1中所示,本技术实施例提供的设计方法,包括:s101、响应于目标监控组件的创建请求,确定生产现场的实体生产设备中与所述目标监控组件对应的目标实体生产设备。
32.需要说明的是,生产现场是指从事产品生产、制造或提供生产服务的场所。在生产现场中存在许多实体生产设备,这些实体生产设备可以是单独设置的,实体生产设备也可以相互连接构成设备组,或者根据产品的生产要求组成不同的生产线。
33.下面请参阅图2,图2为实施例所提供的一种设计监控组件的示例。在一种可能的实施方式中,可以通过以下步骤确定所述目标监控组件的创建请求:步骤1、基于对监控组件列表中监控组件的点击操作,确定请求创建的所述目标监
控组件;步骤2、基于对所述目标监控组件的拖拽操作,实时确定所述目标监控组件在所述监控界面中的位置坐标;步骤3、基于对所述目标监控组件的释放操作和所述目标监控组件被释放时所处的目标位置坐标,确定所述目标监控组件的创建请求。
34.在一种可能的实施方式中,可通过javascript监听页面中发生的原生鼠标点击、拖拽和释放事件。如图2所示,监控组件的设计界面包括组件选择区210、设计区220、组件调整区230和参数设置区240;其中,所述组件选择区210用于显示可向监控界面中添加的组件列表;所述设计区220用于显示通过目标监控组件构成的监控界面;所述组件调整区230用于显示监控界面中的组件可供调整的组件参数列表(例如,大小、位置、颜色和数据来源等);参数设置区240用于显示每个组件参数下的至少一个可供调整的属性参数值;当用户通过鼠标点击组件选择区210的组件列表中的任一监控组件时,监听到组件列表中发生点击事件,可以基于对监控组件列表中监控组件的点击操作,确定用户请求创建的目标监控组件;进而改变目标监控组件的显示效果,例如为目标监控组件添加悬浮效果以提示用户选中了该目标监控组件;当用户通过鼠标开始拖拽该目标监控组件时,监听到页面中发生拖拽事件,基于对目标监控组件的拖拽操作,实时确定拖拽过程中目标监控组件在设计区220中的位置坐标;当用户通过鼠标释放目标监控组件时,监听到页面中发生释放事件,此时确定页面中产生了创建目标监控组件的请求;基于目标监控组件被释放时在设计区220所处的位置坐标,确定创建请求中包括的目标监控组件的目标位置坐标。
35.具体的,目标监控组件为预先编写的javascript代码文件;可选的,通过以下步骤向组件列表中添加监控组件:预先编写待添加组件的代码并将所述待添加组件的代码注册到组件列表中;在组件列表中添加所述待添加组件对应的显示条目。这样,当生成该待添加组件时,可以在监控界面对应的程序中添加该待添加组件的代码,使得所述待添加组件能够显示在监控界面中。
36.在一种可能的实施方式中,步骤s101可以包括:基于所述创建请求中所携带的目标监控组件的相关信息以及预存的所述监控组件与所述实体生产设备的映射关系,确定所述目标实体生产设备;其中,所述相关信息包括以下各项中的至少一项:所述目标监控组件的编号、位置和类型。
37.在一种可能的实施方式中,所述创建请求中还可以包括目标监控组件的相关信息;所述相关信息可以是通过用户的输入的组件信息确定的,也可以是在各监控组件中预先配置的,在确定目标监控组件之后,即可确定目标监控组件的相关信息;假设所述相关信息是用户输入的,当用户通过鼠标释放目标监控组件后,可以在弹出的面板中输入目标监控组件的相关信息,例如,目标监控组件的编号、位置和类型;基于预存的相关信息与生产现场中各实体生产设备之间的映射关系,确定目标监控组件所对应的目标实体生产设备;示例性的,用户输入目标监控组件的编号为a001,可确定出目标监控组件为单体设备组件,其对应的目标实体生产设备为搅拌炉a;用户输入目标监控组件的
编号为b001,可确定目标监控组件为1号生产线组件,其对应的目标实体生产设备为组成1号生产线的设备b、c和d;用户输入目标监控组件的编号为c001,可确定目标监控组件为显示某产品良品率的柱状图组件,其对应的目标实体生产设备为生产该种产品的相应设备。
38.s102、基于所述目标监控组件的属性信息,获取与所述属性信息相关的所述目标实体生产设备的实际生产数据。
39.在一种可能的实施方式中,步骤s102包括:s1021、基于所述目标监控组件的属性信息,确定与所述属性信息相关的所述实际生产数据。
40.需要说明的是,所述属性信息包括所述目标监控组件的类型;示例性的,当所述目标监控组件的类型为设备组件时,所述实际生产数据包括以下各项中的至少一项:实体生产设备的工作状态(例如,运行中、故障、关机和维修中等)、工作时长和实体生产设备中的物理量参数(例如,搅拌炉内的温度和压强);当所述目标监控组件的类型为生产线组件时,所述实际生产数据包括以下各项中的至少一项:生产线所包括的各实体生产设备的工作状态、工作时长、各实体生产设备中的物理量参数、生产线的生产速度和生产线中生产的产品批次的批次信息(例如,生产线中生产的产品批次的批次编号)和批次状态(例如,等待生产、正在生产和禁止生产);当所述目标监控组件为图表组件时,所述实际生产数据包括用于确定所述图表组件所展示的各生产指标的生产源数据,示例性的,当所述目标监控组件用于展示的生产指标为某一生产线生产产品的合格率时,生产源数据可以为该生产线生产产品的总数量和合格产品数量。
41.s1022、响应于目标数据源组件的创建请求,基于所述实际生产数据和所述目标实体生产设备的数据接口,生成所述目标数据源组件。
42.需要说明的是,组件选择区210的组件列表中也可以包括可供选择的数据源组件,可通过点击、拖拽和释放操作确定页面中目标数据源组件的创建请求,具体可参照前述确定所述目标监控组件的创建请求的方式,并能达到相同的技术效果,在此不做赘述。同样地,可采用类似的方式向组件列表中添加数据源组件,具体可参照前述向组件列表中添加监控组件的方式,并能达到相同的技术效果,在此不做赘述。
43.该步骤中,在确定目标监控组件对应的目标实体设备后,可确定目标实体设备的数据接口;通过该数据接口可以获取目标实体设备在生产过程中的生产数据,示例性的,数据接口可以是目标实体设备的数据接口,目标实体设备对应的现场数据库中的数据接口,连接目标实体设备的制造企业生产过程执行管理系统(manufacturing execution system,mes)的数据接口等;进一步的,基于s1021中确定出的需要进行监控的实际生产数据和目标实体生产设备的数据接口,对目标数据源组件进行配置,使得配置后生成的所述目标数据源组件可以从目标实体生产设备的数据接口中获取所述实际生产数据。
44.s1023、配置所述目标数据源组件与所述目标监控组件之间的数据传输关系,以使所述目标监控组件通过所述目标数据源组件从所述数据接口获取所述实际生产数据。
45.该步骤中,在生成目标数据源组件后,需要配置目标数据源组件与目标监控组件之间的数据传输关系,例如,可以将目标数据源组件与目标监控组件绑定,使得目标数据源组件从目标实体生产设备的数据接口中获取的实际生产数据可以流向目标监控组件;
进一步的,目标数据源组件还可以对获取的实际生产数据进行数据处理;对应于前述示例,当所述目标监控组件为监控某一生产线生产产品的合格率的柱状图时,目标数据源组件可以从目标实体设备中获取该生产线生产产品的总数量和合格产品数量的数据并将数据传输给目标监控组件,由目标监控组件进行合格率的计算;也可以由目标数据源组件直接进行合格率的计算,并将计算出的合格率数据传输给目标监控组件。
46.s103、基于所述目标监控组件的属性信息和所述目标实体生产设备的实际生产数据,生成所述目标监控组件。
47.在一种可能的实施方式中,所述属性信息包括从所述创建请求中获取的所述目标位置坐标;步骤s103包括:s1031、基于所述属性信息包括的所述目标位置坐标,创建所述目标监控组件的空白模型。其中,所述空白模型中包括所述目标监控组件的形状实体和至少一个待填充数据项。
48.在一种可能的实施方式中,步骤s1031可以包括:步骤1、基于所述目标位置坐标中的深度坐标,在所述监控界面中新建图层。
49.步骤2、根据所述目标位置坐标中的横坐标和纵坐标在新建的所述图层中创建所述目标监控组件的空白模型。
50.其中,新建的所述图层的图层序号与所述深度坐标相匹配;所述图层序号用于表征所述图层在所述监控界面中的至少一个图层中的显示顺序;所述深度坐标通过所述监控界面中已添加的组件的数量确定,示例性的,当创建目标监控组件时,包括数据源组件和其他监控组件在内,监控界面中已添加了三个组件,则目标监控组件的深度坐标为4。也就是说,监控界面中每个组件位于一个单独图层,这样,可以保证监控界面中的监控组件的显示,以及监控组件和数据组件之间的数据流无异常。在一种可能的实施方式中,可以在html提供的原生canvas画布中绘制所述目标监控组件的空白模型。
51.s1032、将所述实际生产数据对应填充至所述至少一个待填充数据项,生成所述目标监控组件,以使所述目标监控组件以预定显示形式显示所述实际生产数据。
52.在一种可能的实施方式中,将实际生产数据填充至空白模型中对应的待填充数据项后,生成了目标监控组件;目标监控组件可以通过预定显示形式将所述实际生产数据显示出来。
53.进一步的,用户可以对目标监控组件显示实际生产数据的预定显示形式进行调整。请返回参阅图2,如图2所示,在生成所述目标监控组件之后,组件调整区230可以自动显示该目标监控组件可供调整的组件参数列表(例如,组件的显示位置、大小和颜色以及空白模型中填充数据的显示颜色、显示位置等);响应于对所述组件属性列表中任一组件参数的选择操作,在参数设置区240显示该组件参数下的至少一个可供调整的属性参数值;响应于在参数设置区240对所述属性参数值的修改操作,确定修改后的属性参数,并基于所述修改后的属性参数调整所述目标监控组件的显示形式。
54.s104、通过至少一个所述目标监控组件构成监控生产数据的监控界面,以对所述生产现场的生产情况进行监控。
55.需要说明的是,监控界面中至少包括一个目标监控组件以通过目标监控组件显示的生产数据对生产现场的生产情况进行监控。
56.进一步的,监控界面中还可以创建链接组件,通过链接组件链接任一其他监控界面,并将链接的其他监控界面添加到当前监控界面中;通过调整所述链接组件的属性参数,可以配置该其他监控界面与当前监控界面之间的显示关系;所述显示关系包括嵌入关系和组合关系。
57.在一种可能的实施方式中,当前监控界面可以被保存到数据库中。示例性的,通过触发保存控件,可以收集当前监控界面上所有的组件的json格式的界面数据保存到数据库中。json格式的界面数据中可以包括当前监控设计界面上的所有组件的数据信息,例如,组件的属性(如颜色、大小、以及样式等)、位置坐标。当重新请求打开该监控界面时,可以根据json格式的界面数据还原监控界面。
58.本技术实施例提供的一种监控界面的设计方法,包括:响应于目标监控组件的创建请求,确定生产现场的实体生产设备中与所述目标监控组件对应的目标实体生产设备;基于所述目标监控组件的属性信息,获取与所述属性信息相关的所述目标实体生产设备的实际生产数据;基于所述目标监控组件的属性信息和所述目标实体生产设备的实际生产数据,生成所述目标监控组件;通过至少一个所述目标监控组件构成监控所述目标实体生产设备的生产数据的监控界面,以对所述生产现场的生产情况进行监控。
59.通过上述方式,能够根据创建监控组件的请求,自动地确定出监控组件对应的实体生产设备和需要监控的生产数据,进而生成监控组件以构成监控界面对生产现场进行监控。这样,可以降低设计监控界面的难度,提高设计监控界面的效率,缩短监控系统上线时间。
60.请参阅图3、图4,图3为本技术实施例所提供的一种监控界面的设计装置的结构示意图之一,图4为本技术实施例所提供的一种监控界面的设计装置的结构示意图之二。如图3中所示,所述设计装置300包括:确定模块310,用于响应于目标监控组件的创建请求,确定生产现场的实体生产设备中与所述目标监控组件对应的目标实体生产设备;获取模块320,用于基于所述目标监控组件的属性信息,获取与所述属性信息相关的所述目标实体生产设备的实际生产数据;监控组件生成模块330,用于基于所述目标监控组件的属性信息和所述目标实体生产设备的实际生产数据,生成所述目标监控组件;监控界面生成模块340,用于通过至少一个所述目标监控组件构成监控所述目标实体生产设备的生产数据的监控界面,以对所述生产现场的生产情况进行监控。
61.进一步的,所述设计装置300还包括请求模块350;所述请求模块350用于通过以下步骤确定所述目标监控组件的创建请求:基于对监控组件列表中监控组件的点击操作,确定请求创建的所述目标监控组件;基于对所述目标监控组件的拖拽操作,实时确定所述目标监控组件在所述监控界面中的位置坐标;基于对所述目标监控组件的释放操作和所述目标监控组件被释放时所处的目标位置坐标,确定所述目标监控组件的创建请求。
62.进一步的,所述确定模块310在用于响应于目标监控组件的创建请求,确定生产现
场的实体生产设备中与所述目标监控组件对应的目标实体生产设备时,所述确定模块310用于:基于所述创建请求中所包括的目标监控组件的相关信息以及预存的所述监控组件与所述实体生产设备的映射关系,确定所述目标实体生产设备;其中,所述相关信息包括以下各项中的至少一项:所述目标监控组件的编号、位置和类型。
63.进一步的,所述获取模块320在用于基于所述目标监控组件的属性信息,获取与所述属性信息相关的所述目标实体生产设备的实际生产数据时,所述获取模块320用于:基于所述目标监控组件的属性信息,确定所述实际生产数据;响应于目标数据源组件的创建请求,基于所述实际生产数据和所述目标实体生产设备的数据接口,生成所述目标数据源组件;配置所述目标数据源组件与所述目标监控组件之间的数据传输关系,以使所述目标监控组件通过所述目标数据源组件从所述数据接口获取所述实际生产数据。
64.进一步的,所述属性信息包括所述目标监控组件的类型;所述获取模块320在用于基于所述目标监控组件的属性信息,确定与所述属性信息相关的所述实际生产数据时,所述获取模块320用于:当所述目标监控组件的类型为设备组件时,确定与所述属性信息相关的所述实际生产数据包括以下各项中的至少一项:实体生产设备的工作状态、工作时长和实体生产设备中的物理量参数;当所述目标监控组件的类型为生产线组件时,确定与所述属性信息相关的所述实际生产数据包括以下各项中的至少一项:生产线所包括的各实体生产设备的工作状态、工作时长、各实体生产设备中的物理量参数、生产线的生产速度和生产线中生产的产品批次的批次信息和批次状态;当所述目标监控组件为图表组件时,确定与所述属性信息相关的所述实际生产数据包括用于确定所述图表组件所展示的各生产指标的生产源数据。
65.进一步的,所述属性信息包括从所述创建请求中获取的所述目标位置坐标;所述基于所述目标监控组件的属性信息和所述目标实体生产设备的实际生产数据,生成所述目标监控组件,包括:基于所述属性信息包括的所述目标位置坐标,创建所述目标监控组件的空白模型;所述空白模型中包括所述目标监控组件的形状实体和至少一个待填充数据项;将所述实际生产数据对应填充至所述至少一个待填充数据项,生成所述目标监控组件,以使所述目标监控组件以预定显示形式显示所述实际生产数据。
66.进一步的,所述监控组件生成模块330在用于基于所述属性信息包括的所述目标位置坐标,创建所述目标监控组件的空白模型时,所述监控组件生成模块330用于:基于所述目标位置坐标中的深度坐标,在所述监控界面中新建图层;其中,新建的所述图层的图层序号与所述深度坐标相匹配;所述图层序号用于表征所述图层在所述监控界面中的至少一个图层中的显示顺序;所述深度坐标通过所述监控界面中已添加的组件的数量确定;根据所述目标位置坐标中的横坐标和纵坐标在新建的所述图层中所述目标监控组件的空白模型。
67.本技术实施例提供的一种监控界面的设计装置,包括:确定模块,用于响应于目标监控组件的创建请求,确定生产现场的实体生产设备中与所述目标监控组件对应的目标实体生产设备;获取模块,用于基于所述目标监控组件的属性信息,获取与所述属性信息相关的所述目标实体生产设备的实际生产数据;监控组件生成模块,用于基于所述目标监控组件的属性信息和所述目标实体生产设备的实际生产数据,生成所述目标监控组件;监控界面生成模块,用于通过至少一个所述目标监控组件构成监控所述目标实体生产设备的生产数据的监控界面,以对所述生产现场的生产情况进行监控。
68.通过上述方式,能够根据创建监控组件的请求,自动地确定出监控组件对应的实体生产设备和需要监控的生产数据,进而生成监控组件以构成监控界面对生产现场进行监控。这样,可以降低设计监控界面的难度,提高设计监控界面的效率,缩短监控系统上线时间。
69.请参阅图5,图5为本技术实施例所提供的一种电子设备的结构示意图。如图5中所示,所述电子设备500包括处理器510、存储器520和总线530。
70.所述存储器520存储有所述处理器510可执行的机器可读指令,当电子设备500运行时,所述处理器510与所述存储器520之间通过总线530通信,所述机器可读指令被所述处理器510执行时,可以执行如上述图1所示方法实施例中的设计方法的步骤,具体实现方式可参见方法实施例,在此不再赘述。
71.本技术实施例还提供一种计算机可读存储介质,该计算机可读存储介质上存储有计算机程序,该计算机程序被处理器运行时可以执行如上述图1所示方法实施例中的设计方法的步骤,具体实现方式可参见方法实施例,在此不再赘述。
72.所属领域的技术人员可以清楚地了解到,为描述的方便和简洁,上述描述的系统、装置和单元的具体工作过程,可以参考前述方法实施例中的对应过程,在此不再赘述。
73.在本技术所提供的几个实施例中,应该理解到,所揭露的系统、装置和方法,可以通过其它的方式实现。以上所描述的装置实施例仅仅是示意性的,例如,所述单元的划分,仅仅为一种逻辑功能划分,实际实现时可以有另外的划分方式,又例如,多个单元或组件可以结合或者可以集成到另一个系统,或一些特征可以忽略,或不执行。另一点,所显示或讨论的相互之间的耦合或直接耦合或通信连接可以是通过一些通信接口,装置或单元的间接耦合或通信连接,可以是电性,机械或其它的形式。
74.所述作为分离部件说明的单元可以是或者也可以不是物理上分开的,作为单元显示的部件可以是或者也可以不是物理单元,即可以位于一个地方,或者也可以分布到多个网络单元上。可以根据实际的需要选择其中的部分或者全部单元来实现本实施例方案的目的。
75.另外,在本技术各个实施例中的各功能单元可以集成在一个处理单元中,也可以是各个单元单独物理存在,也可以两个或两个以上单元集成在一个单元中。
76.所述功能如果以软件功能单元的形式实现并作为独立的产品销售或使用时,可以存储在一个处理器可执行的非易失的计算机可读取存储介质中。基于这样的理解,本技术的技术方案本质上或者说对现有技术做出贡献的部分或者该技术方案的部分可以以软件产品的形式体现出来,该计算机软件产品存储在一个存储介质中,包括若干指令用以使得一台计算机设备(可以是个人计算机,服务器,或者网络设备等)执行本技术各个实施例所
述方法的全部或部分步骤。而前述的存储介质包括:u盘、移动硬盘、只读存储器(read-only memory,rom)、随机存取存储器(random access memory,ram)、磁碟或者光盘等各种可以存储程序代码的介质。
77.最后应说明的是:以上所述实施例,仅为本技术的具体实施方式,用以说明本技术的技术方案,而非对其限制,本技术的保护范围并不局限于此,尽管参照前述实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,其依然可以对前述实施例所记载的技术方案进行修改或可轻易想到变化,或者对其中部分技术特征进行等同替换;而这些修改、变化或者替换,并不使相应技术方案的本质脱离本技术实施例技术方案的精神和范围,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1