轴向移位变凸度辊形设计方法及装置与流程
1.本发明涉及辊形设计技术领域,尤其涉及轴向移位变凸度辊形设计方法及装置。
背景技术:
2.连续可变凸度辊形已成为板带轧制领域最主要的板形控制手段之一。连续可变凸度辊形可替代常规辊形并满足不同轧制参数(轧制力、带宽等)下板形控制要求,工作辊窜辊使得轧辊磨损更加均匀,在机服役时间显著延长,可大大减少换辊次数,使轧制规程设计更加灵活。连续可变凸度辊形能够提高轧制规程和生产计划的灵活性,从而提高轧机利用率。
3.传统设计方法设计辊形时,由于其原理限制,无法设计出轧辊中部辊身各点线速度一致且径向磨削量小的辊形,从而无法兼顾板形质量与轧辊寿命。
技术实现要素:
4.本发明通过提供轴向移位变凸度辊形设计方法及装置,解决了现有技术设计的轧辊辊形无法兼顾板形质量与轧辊寿命的技术问题。
5.一方面,本发明实施例提供如下技术方案:
6.一种轴向移位变凸度辊形设计方法,包括:
7.构建辊形方程r(x)=r0+a1x+a2x2+a3x3,x为辊身坐标,r0为x=0时的辊形半径,a1、a2、a3为辊形系数,r(x)为辊形半径;
8.计算所述辊形方程中的a2、a3;
9.根据a1、a2、a3构建辊身两端辊径差方程和辊身中部最大辊径差方程;
10.获取调节系数,根据所述调节系数、所述辊身两端辊径差方程和所述辊身中部最大辊径差方程,构建综合辊径差方程;
11.根据所述综合辊径差方程求取使综合辊径差最小的a1。
12.优选的,
13.sm为窜辊极限,l为轧辊长度,c1为轧辊窜辊行程中负窜辊极限-sm对应的轧辊凸度,c2为轧辊窜辊行程中正窜辊极限sm对应的轧辊凸度。
14.优选的,所述辊身两端辊径差方程为:
15.δd1=2a1l-2a2l
2-2a3l3;δd1为辊身两端辊径差;
16.所述辊身中部最大辊径差方程为:
17.δd2为辊身中部最大辊径差。
18.优选的,所述综合辊径差方程为:
19.δd为所述综合辊径差,k为所述调节系数。
20.另一方面,本发明实施例还提供如下技术方案:
21.一种轴向移位变凸度辊形设计装置,包括:
22.方程构建模块,用于构建辊形方程r(x)=r0+a1x+a2x2+a3x3,x为辊身坐标,r0为x=0时的辊形半径,a1、a2、a3为辊形系数,r(x)为辊形半径;
23.系数计算模块,用于计算所述辊形方程中的a2、a3;
24.所述方程构建模块,还用于根据a1、a2、a3构建辊身两端辊径差方程和辊身中部最大辊径差方程;
25.所述方程构建模块,还用于获取调节系数,根据所述调节系数、所述辊身两端辊径差方程和所述辊身中部最大辊径差方程,构建综合辊径差方程;
26.所述系数计算模块,还用于根据所述综合辊径差方程求取使综合辊径差最小的a1。
27.优选的,
28.sm为窜辊极限,l为轧辊长度,c1为轧辊窜辊行程中负窜辊极限-sm对应的轧辊凸度,c2为轧辊窜辊行程中正窜辊极限sm对应的轧辊凸度。
29.优选的,所述辊身两端辊径差方程为:
30.δd1=2a1l-2a2l
2-2a3l3;δd1为辊身两端辊径差;
31.所述辊身中部最大辊径差方程为:
32.δd2为辊身中部最大辊径差。
33.优选的,所述综合辊径差方程为:
34.δd为所述综合辊径差,k为所述调节系数。
35.另一方面,本发明实施例还提供如下技术方案:
36.一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现上述任一轴向移位变凸度辊形设计方法。
37.另一方面,本发明实施例还提供如下技术方案:
38.一种计算机可读存储介质,所述计算机可读存储介质上存储有计算机程序,所述计算机程序在被处理器执行时实现上述任一轴向移位变凸度辊形设计方法。
39.本发明提供的一个或多个技术方案,至少具有如下技术效果或优点:
40.本发明根据辊形方程中的a1、a2、a3构建辊身两端辊径差方程和辊身中部最大辊径差方程,根据调节系数、辊身两端辊径差方程和辊身中部最大辊径差方程,构建综合辊径差
方程,根据综合辊径差方程求取使综合辊径差最小的a1,设计出的辊形的辊身中部最大辊径差小,可以使轧辊中部辊身各点线速度趋于一致,保证了板形质量;在此基础之上辊身两端辊径差小,在保证产品质量的同时减小了径向磨削量,延长了轧辊使用寿命;即可设计出轧辊中部辊身各点线速度一致且径向磨削量小的辊形,兼顾了板形质量与轧辊寿命。
附图说明
41.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
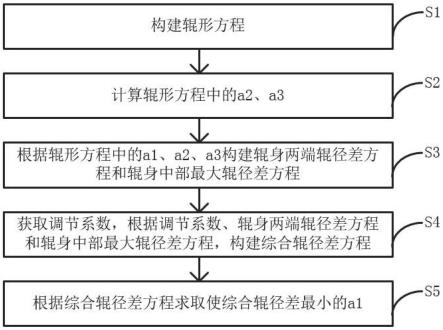
42.图1为本发明实施例中轴向移位变凸度辊形设计方法的流程图;
43.图2为本发明实施例中轴向移位变凸度辊形进行轴向窜动的示意图;
44.图3为本发明实施例中最终设计得到的轴向移位变凸度辊形示意图;
45.图4为本发明实施例中轴向移位变凸度辊形设计装置的结构示意图。
具体实施方式
46.本发明实施例通过提供轴向移位变凸度辊形设计方法及装置,解决了现有技术设计的轧辊辊形无法兼顾板形质量与轧辊寿命的技术问题。
47.为了更好的理解本发明的技术方案,下面将结合说明书附图以及具体的实施方式对本发明的技术方案进行详细的说明。
48.首先说明,本文中出现的术语“和/或”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系。
49.如图1所示,本实施例的轴向移位变凸度辊形设计方法,包括:
50.步骤s1,构建辊形方程r(x)=r0+a1x+a2x2+a3x3,x为辊身坐标,r0为x=0时的辊形半径,a1、a2、a3为辊形系数,r(x)为辊形半径;
51.步骤s2,计算辊形方程中的a2、a3;
52.步骤s3,根据a1、a2、a3构建辊身两端辊径差方程和辊身中部最大辊径差方程;
53.步骤s4,获取调节系数,根据调节系数、辊身两端辊径差方程和辊身中部最大辊径差方程,构建综合辊径差方程;
54.步骤s5,根据综合辊径差方程求取使综合辊径差最小的a1。
55.步骤s1中,x的单位为mm,取值范围为0-l,l为轧辊长度;r(x)的单位为mm;a1无单位,a2的单位为mm-1,a3的单位为mm-2。
56.步骤s2中,计算a2的公式为:
[0057][0058]
计算a3的公式为:
[0059][0060]
sm为窜辊极限,l为轧辊长度,c1为轧辊窜辊行程中负窜辊极限-sm对应的轧辊凸度,c2为轧辊窜辊行程中正窜辊极限sm对应的轧辊凸度。
[0061]
根据实际凸度控制需求,确定轧辊窜辊值s的极限范围[sm,-sm]和对应的轧辊凸度c的调控范围[c1,c2]。
[0062]
步骤s3中,辊身两端辊径差方程为:
[0063]
δd1=2a1l-2a2l
2-2a3l3;δd1为辊身两端辊径差,单位为mm;
[0064]
辊身中部最大辊径差方程为:
[0065]
δd2为辊身中部最大辊径差,单位为mm。
[0066]
步骤s4中,综合辊径差方程为:
[0067]
δd为综合辊径差,单位为mm;k为调节系数,无量纲,取值范围为0到1,k根据现场轧辊使用情况确定。根据现场轧辊使用要求,需减小辊身中部最大辊径差来促使轧辊中部辊身各点线速度趋于一致,保证板形质量;在此基础之上尽量减小辊身两端辊径差,保证产品质量的同时减小径向磨削量,延长轧辊使用寿命。
[0068]
步骤s5中,将综合辊径差方程看作综合辊径差δd与轴向移位变凸度辊形一次项系数a1之间的函数关系,以δd对a1进行求一阶偏导:
[0069][0070]
对上式求二阶偏导:
[0071][0072]
由二阶偏导大于0可知,一阶偏导为增函数,又一阶偏导式有零解,则综合辊径差方程的单调性为先减后增,即当一阶偏导式为零时综合辊径差最小,为兼顾辊身中部最大辊径差、辊身两端辊径差得到的最优结果,令一阶偏导式为零,即可求得a1。
[0073]
这样在求得a1、a2、a3后,便可得到辊形方程r(x)=r0+a1x+a2x2+a3x3。
[0074]
本实施例对轴向移位变凸度辊形设计方法进行举例说明:
[0075]
根据变凸度辊形轧制带钢规格、钢种以及凸度控制需求,确定最佳的凸度调控范围为[-1.3,1.1],即c1=-1.3,c2=1.1;现场提供的轧辊长度l=2550mm,工作辊窜辊极限sm=150mm,计算得到a2=-3.1065e-06、a3=8.20197e-10;k取0.3,求得的a1=3.187307e-03;最终得到辊形曲线如图3所示。
[0076]
由上文可知,本实施例根据a1、a2、a3构建辊身两端辊径差方程和辊身中部最大辊径差方程,根据调节系数、辊身两端辊径差方程和辊身中部最大辊径差方程,构建综合辊径
差方程,根据综合辊径差方程求取使综合辊径差最小的a1,设计出的辊形的辊身中部最大辊径差小,可以使轧辊中部辊身各点线速度趋于一致,保证了板形质量;在此基础之上辊身两端辊径差小,在保证产品质量的同时减小了径向磨削量,延长了轧辊使用寿命;即可设计出轧辊中部辊身各点线速度一致且径向磨削量小的辊形,兼顾了板形质量与轧辊寿命。
[0077]
如图4所示,本实施例还提供一种轴向移位变凸度辊形设计装置,包括:
[0078]
方程构建模块,用于构建辊形方程r(x)=r0+a1x+a2x2+a3x3,x为辊身坐标,r0为x=0时的辊形半径,a1、a2、a3为辊形系数,r(x)为辊形半径;
[0079]
系数计算模块,用于计算辊形方程中的a2、a3;
[0080]
方程构建模块,还用于根据a1、a2、a3构建辊身两端辊径差方程和辊身中部最大辊径差方程;
[0081]
方程构建模块,还用于获取调节系数,根据调节系数、辊身两端辊径差方程和辊身中部最大辊径差方程,构建综合辊径差方程;
[0082]
系数计算模块,还用于根据综合辊径差方程求取使综合辊径差最小的a1。
[0083]
其中,
[0084]
sm为窜辊极限,l为轧辊长度,c1为轧辊窜辊行程中负窜辊极限-sm对应的轧辊凸度,c2为轧辊窜辊行程中正窜辊极限sm对应的轧辊凸度。
[0085]
其中,辊身两端辊径差方程为:
[0086]
δd1=2a1l-2a2l
2-2a3l3;δd1为辊身两端辊径差;
[0087]
辊身中部最大辊径差方程为:
[0088]
δd2为辊身中部最大辊径差。
[0089]
其中,综合辊径差方程为:
[0090]
δd为综合辊径差,k为调节系数。
[0091]
本实施例根据a1、a2、a3构建辊身两端辊径差方程和辊身中部最大辊径差方程,根据调节系数、辊身两端辊径差方程和辊身中部最大辊径差方程,构建综合辊径差方程,根据综合辊径差方程求取使综合辊径差最小的a1,设计出的辊形的辊身中部最大辊径差小,可以使轧辊中部辊身各点线速度趋于一致,保证了板形质量;在此基础之上辊身两端辊径差小,在保证产品质量的同时减小了径向磨削量,延长了轧辊使用寿命;即可设计出轧辊中部辊身各点线速度一致且径向磨削量小的辊形,兼顾了板形质量与轧辊寿命。
[0092]
基于与前文所述的轴向移位变凸度辊形设计方法同样的发明构思,本实施例还提供一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现前文所述的轴向移位变凸度辊形设计方法的任一方法的步骤。
[0093]
其中,总线架构(用总线来代表),总线可以包括任意数量的互联的总线和桥,总线
将包括由处理器代表的一个或多个处理器和存储器代表的存储器的各种电路链接在一起。总线还可以将诸如外围设备、稳压器和功率管理电路等之类的各种其他电路链接在一起,这些都是本领域所公知的,因此,本文不再对其进行进一步描述。总线接口在总线和接收器和发送器之间提供接口。接收器和发送器可以是同一个元件,即收发机,提供用于在传输介质上与各种其他装置通信的单元。处理器负责管理总线和通常的处理,而存储器可以被用于存储处理器在执行操作时所使用的数据。
[0094]
由于本实施例所介绍的电子设备为实施本发明实施例中轴向移位变凸度辊形设计方法所采用的电子设备,故而基于本发明实施例中所介绍的轴向移位变凸度辊形设计方法,本领域所属技术人员能够了解本实施例的电子设备的具体实施方式以及其各种变化形式,所以在此对于该电子设备如何实现本发明实施例中的方法不再详细介绍。只要本领域所属技术人员实施本发明实施例中轴向移位变凸度辊形设计方法所采用的电子设备,都属于本发明所欲保护的范围。
[0095]
基于与上述轴向移位变凸度辊形设计方法同样的发明构思,本发明还提供一种计算机可读存储介质,所述计算机可读存储介质上存储有计算机程序,所述计算机程序在被处理器执行时实现上述任一轴向移位变凸度辊形设计方法。
[0096]
本领域内的技术人员应明白,本发明的实施例可提供为方法、系统、或计算机程序产品。因此,本发明可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本发明可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd-rom、光学存储器等)上实施的计算机程序产品的形式。
[0097]
本发明是参照根据本发明实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
[0098]
这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
[0099]
这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
[0100]
尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明范围的所有变更和修改。
[0101]
显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围
之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1