一种基于规则引擎的连铸质量预判模型在线系统的制作方法
1.本发明属于人工智能领域,尤其是涉及一种基于规则引擎的连铸质量预判模型在线系统。
背景技术:
2.规则引擎是一种嵌入在应用程序中的组件,可以实现将业务决策从应用程序代码中分离出来,并使用预定义的语义模块编写业务决策,接受数据输入,解释业务规则,根据业务规则做出业务决策。
3.目前连铸机工艺质量预判规则尚未实现数字化,在生产过程中,对于连铸机质量的预判无法实现实时快速判断,往往耗时较长,且需要人工跟踪判断结果,增加了生产成本的同时,生产效率也较低。
技术实现要素:
4.针对上述问题,本发明提出了一种基于规则引擎的连铸质量预判模型在线系统,实现工艺质量预判模型的数字化,并通过实时输入数据的连铸各环节数据进行实时决策,实现薄带连铸环节的智能化。
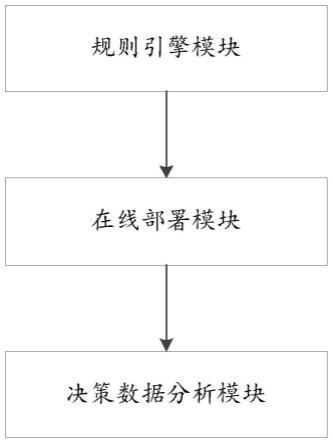
5.为实现上述目的,本发明公开了一种基于规则引擎的连铸质量预判模型在线系统,包括:规则引擎模块、在线部署模块和决策数据分析模块;
6.所述规则引擎模块,用于:
7.提炼工艺质量判定规则,编辑核心策略,形成连铸质量预判模型;
8.基于所述连铸质量预判模型对输入的l1、l2系统数据,进行实时决策并输出决策数据;
9.生成决策报表,显示所述决策数据情况;
10.所述在线部署模块,用于:
11.将所述规则引擎模块生成的所述连铸质量预判模型部署到在线系统;
12.通过人工对现场板坯的检查结果,对所述连铸质量预测模型进行调整,并再次进行在线部署;
13.所述决策数据分析模块,用于:
14.对经所述核心策略预判无故障的板坯进行质量判级;
15.对经所述核心策略预判存在故障的板坯,根据所述决策数据指导板坯的切割优化。
16.作为本发明的进一步改进,编辑所述核心策略时,支持界面化配置,形式包括决策流、规则、决策表、决策树和核心计算。
17.作为本发明的进一步改进,所述决策流支持多种决策业务逻辑,通过界面化拖拉拽的模式灵活配置策略的执行流程和顺序。
18.作为本发明的进一步改进,所述决策流中包括节点、子流程节点、循环子流程节
点、分流节点、字段赋值节点,将所需的节点拖拉拽到界面的画布内,向所述决策流中添加该节点,通过界面的编辑区域编辑该所述节点;
19.所述节点均有进线和出线,且所述决策流由开始节点起至结束节点终止。
20.作为本发明的进一步改进,所述规则支持采用界面二叉树形式,基于业务参数,进行快速的细分分组,对不同的分组赋予不同的输出取值。
21.作为本发明的进一步改进,对所述规则引擎进行改造,增加tcp/ip协议接口、opc ua协议接口和api接口;
22.通过所述opc ua协议接口和tcp/ip协议接口分别与l1、l2系统连接;
23.通过所述api接口连接外围系统,接收所述外围系统的数据请求,并将所述决策数据反馈至所述外围系统。
24.作为本发明的进一步改进,
25.还包括数据库,用于存放人工对现场板坯的检查结果、所述板坯的工艺数据以及所述规则引擎的参数;
26.所述人工对现场板坯的检查结果和所述板坯的工艺数据支持导入/导出,用于连铸质量的离线测试。
27.作为本发明的进一步改进,
28.采用直方图、趋势图基于时序数据的统计规则,对所述决策报表进行读取,并产生相应的图表;
29.所述决策报表包括所述规则引擎模块的详细分析内容和判断记录。
30.与现有技术相比,本发明的有益效果为:
31.本发明通过规则引擎构造连铸质量预判模型在线系统,实现了工艺质量预判模型的数字化,并通过实时输入数据的连铸各环节数据进行实时决策,最终实现薄带连铸环节的智能化。
32.本发明采用可视化图形编辑的方式进行决策流编辑,便于工作人员上手操作以及对连铸质量预判模型的后期调整。
33.本技术中核心策略中的规则部分,采用界面化二叉树形式,使得完整的规则业务策略不用拆成很多零碎的功能,且不需增加辅助组件就能支撑多层判断逻辑。
34.本发明的工艺质量预判模型既可对简单数据进行质量预判处理,又可对复杂数据进行质量预判处理,同时还针对异常事件设置特殊异常代码,调用异常代码作用于板坯定位,达到判断异常事件的目的。
附图说明
35.图1为本发明一种实施例公开的基于规则引擎的连铸质量预判模型在线系统示意图;
36.图2为本发明一种实施例公开的基于规则引擎的连铸质量预判模型在线系统通讯方式示意图;
37.图3为本发明一种实施例公开的基于规则引擎的连铸质量预判模型部署流程图;
38.图4为本发明一种实施例公开的规则引擎部署界面示意图。
具体实施方式
39.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
40.下面结合附图对本发明做进一步的详细描述:
41.如图1、2所示,本发明公开的一种基于规则引擎的连铸质量预判模型在线系统,包括:规则引擎模块、在线部署模块和决策数据分析模块;
42.规则引擎模块,用于:
43.(1)提炼工艺质量判定规则,编辑核心策略,形成连铸质量预判模型;
44.首先,通过数据库中保存的工艺参数数据和实际经验提炼工艺质量判定规则,将得到的工艺质量判定规则数据存放到数据库中;
45.其次,如图3所示,对规则引擎进行改造,增加tcp/ip协议接口、opc ua协议接口和api接口;
46.通过opc ua协议接口和tcp/ip协议接口分别与l1、l2系统连接;
47.通过api接口连接外围系统,接收外围系统的数据请求,并将决策数据反馈至外围系统,外围系统通过request和response的方法进行服务的发布和信息接收。
48.然后,编辑工艺质量判定规则的核心策略,得到工艺质量判定规则模型;编辑核心策略时支持界面化配置,形式包括决策流、规则、决策表、决策树和核心计算;
49.决策流支持多种决策业务逻辑,如图4所示,在界面中采用可视化图形编辑,通过拖拉拽的模式灵活配置策略的执行流程和顺序;决策流赋予用户以全景视图方式进行决策规划、决策管控的能力,以显性和可视化方式配置节点终止条件,支持多种决策业务逻辑——“有始有终”、“分步执行”、“并行执行”,而且,决策流经过行业经验总结锤炼,以精炼、可复用的决策节点,封装了基础决策工件,可以更有层次地表达业务逻辑;
50.规则支持采用界面二叉树形式,基于业务参数,进行快速的细分分组,对不同的分组赋予不同的输出取值,同时,规则工件可使完整的规则业务策略不用拆成很多"零碎"的功能、不用增加辅助组件,能完整支持多层判断逻辑(含特殊情况:空值、null、任意值等情况判断),支持使用公式对字段进行处理,能完整反映业务规则设计的逻辑。
51.进一步的,
52.决策流中包括节点、子流程节点、循环子流程节点、分流节点、字段赋值节点5中,将所需的节点拖拉拽到界面的画布内,向决策流中添加该节点,通过界面的编辑区域编辑该节点;节点均有进线和出线,且决策流由开始节点起至结束节点终止,除了分流节点以外每个节点都只能有一个出线,但可以有多条进线。执行时,字段和取值就会按照配置好的流程节点依次执行,直到结束,然后输出相应的结果。
53.最后,还可根据生成的连铸质量预判模型进行模型的迭代升级。
54.工艺质量预判模型示例如下:
55.例如:简单数据情况下:
56.数据:结晶器液位波动
57.范围:《=5.0mm
58.定义:如果结晶器液位波动超过5.0mm,即可能对连铸产品质量造成影响。
59.处理:当模型跟踪到某个时刻的结晶器液位波动大于5.0mm时,即马上判断该异常并记录。
60.例如:复杂数据情况下:
61.数据:f=[%cu]+5*[%sn]+8*[%as]-[%ni]
[0062]
范围:《=0.22
[0063]
定义:如果f的数值超过0.22,即可能对连铸产品质量造成影响。
[0064]
处理:当模型接收到某炉次的cu、sn、as、ni的含量数据值后,即马上对该数据进行计算,得出f的数值。如果f的数值》0.22,即马上判断该异常并记录。
[0065]
除此之外,针对异常事件,规则引擎调用特殊异常代码,针对异常代码来进行模型引擎的作用,最终直接作用于板坯定位,达到引擎判断异常事件并记录的作用。
[0066]
(2)基于核心策略对输入的基础自动化l1、连铸l2系统数据,进行实时决策并输出决策数据;
[0067]
其中,根据所有炉次输入的数据,分别通过质量预判模型计算各评价指标,例如,根据某炉次的cu、sn、as、ni的含量数据值,计算f值,f=0.24超过正常范围,则输出该炉次f值和系统各成分含量异常的提示。
[0068]
(3)生成决策报表,显示决策数据情况;
[0069]
其中,
[0070]
将所有炉次的决策数据形成报表,可视化显示决策数据情况;
[0071]
进一步的,
[0072]
采用直方图、趋势图基于时序数据的统计规则,对决策报表进行读取,并产生相应的图表;
[0073]
决策报表包括规则引擎模块的详细分析内容和判断记录。
[0074]
在线部署模块,用于:
[0075]
将规则引擎模块生成的连铸质量预判模型部署到在线系统;
[0076]
通过人工对现场板坯的检查结果,对连铸质量预测模型进行调整,并再次进行在线部署;
[0077]
决策数据分析模块,用于:
[0078]
如图3所示,对经核心策略预判无故障的板坯进行质量判级;
[0079]
对经核心策略预判存在故障的板坯,根据决策数据指导板坯的切割优化。
[0080]
数据库,用于:
[0081]
存放人工对现场板坯的检查结果、板坯的工艺数据以及规则引擎的参数;
[0082]
人工对现场板坯的检查结果和板坯的工艺数据支持导入/导出,用于连铸质量的离线测试。
[0083]
本发明的优点:
[0084]
本发明通过规则引擎构造连铸质量预判模型在线系统,实现了工艺质量预判模型的数字化,并通过实时输入数据的连铸各环节数据进行实时决策,最终实现薄带连铸环节的智能化。
[0085]
本发明采用可视化图形编辑的方式进行决策流编辑,便于工作人员上手操作以及
对连铸质量预判模型的后期调整。
[0086]
本技术中核心策略中的规则部分,采用界面化二叉树形式,使得完整的规则业务策略不用拆成很多零碎的功能,且不需增加辅助组件就能支撑多层判断逻辑。
[0087]
本发明的工艺质量预判模型既可对简单数据进行质量预判处理,又可对复杂数据进行质量预判处理,同时还针对异常事件设置特殊异常代码,调用异常代码作用于板坯定位,达到判断异常事件的目的。
[0088]
以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1