一种精密铸造行业生产管理自动排产处理系统的制作方法
1.本发明涉及电子信息技术领域,具体为一种精密铸造行业生产管理自动排产处理系统。
背景技术:
2.精密铸造是相对于传统的铸造工艺而言的一种铸造方法,它能获得相对准确的形状和较高的铸造精度;精密铸造行业工序繁多复杂,产品种类多,且单重区间较大,订单多样性,故精密铸造企业的生产职能相关部门的生产排产工作繁杂且工作量大,但现有的生产管理及排产大多采用人工进行手工排产,很大程度依赖于个人经验,排产科学性较差,极大地影响到了生产效率。
技术实现要素:
3.本发明的目的在于提供一种精密铸造行业生产管理自动排产处理系统,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:一种精密铸造行业生产管理自动排产处理系统,包括处理器、通信接口、通信总线和数据存储模块,所述处理器、通信接口和数据存储模块通过通信总线建立数据连接,处理器数据连接有产品属性信息采集模块、生产订单管理模块和产能分析及自动排产模块,产品属性信息采集模块用于采集产品的产品标识、产品版本、产品材质、产品单重、产品制造工艺以及产品各个工序的定额数据,产品属性信息采集模块采集到的数据存储到数据存储模块中,为产能分析及自动排产模块要进行的计算提供基础数据;生产订单管理模块用于存储客户的订单数据,并生成生产计划,将含有标识码生产跟踪单打印出来下发至生产车间;产能分析及自动排产模块用于计算出各个工序已经占用的产能及剩余产能,排产新订单所需的产能,从而进行自动排产,算出排产新订单的交货期。
5.优选的,所述数据存储模块内部设置有生产记录数据库和系统数据库。
6.优选的,所述生产记录数据库包括产品属性信息数据库、订单数据库和生产计划数据库。
7.优选的,所述产品属性信息数据库内部存储的数据信息包括产品标识、产品版本、产品材质、产品单重和产品制造工艺。
8.优选的,所述产品属性信息采集模块包括采集终端,采集终端包括但不限于电子称重设备、材质成分检测设备、立体图形扫描设备以及通用的录入设备。
9.优选的,所述生产订单管理模块包括订单建立子模块、历史订单分析子模块、标识码生成子模块和打印子模块。
10.优选的,所述标识码生成子模块所生成的标识码为条形码或二维码。
11.优选的,所述产能分析及自动排产模块包括产能分析算法子模块、生产时长采集子模块、排产算法子模块和生产计划生成子模块,产能分析算法子模块的算法公式为:
12.订单所需产能(单位:人工班次数量)=订单数量/工序1定额+订单数量/工序2定额+订单数量/工序3定额
……
+订单数量/工序n定额;
13.订单生产时长(单位:天)=订单数量/工序1定额/工序1每日人工班次数量+订单数量/工序2定额/工序2每日人工班次数量+订单数量/工序3定额/工序3每日人工班次数量
……
+订单数量/工序n定额/工序n每日人工班次数量。
14.与现有技术相比,本发明的有益效果是:本发明通过产品属性信息采集模块采集产品属性信息,经生产订单管理模块处理后,由产能分析及自动排产模块生成可执行的生产计划,极大地减少了生产调度管理人员的工作量,确保了生产计划的科学性和准确性,提高了生产产能的利用率。
附图说明
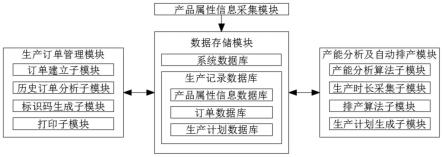
15.图1为本发明的系统框架示意图;
16.图2为本发明的系统流程图;
17.图中:1、处理器;2、通信接口;3、通信总线;4、数据存储模块;40、生产记录数据库;400、产品属性信息数据库;401、订单数据库;402、生产计划数据库;41、系统数据库;5、产品属性信息采集模块;50、采集终端;6、生产订单管理模块;60、订单建立子模块;61、历史订单分析子模块;62、标识码生成子模块;63、打印子模块;7、产能分析及自动排产模块;70、产能分析算法子模块;71、生产时长采集子模块;72、排产算法子模块;73、生产计划生成子模块。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.请参阅图1-2,本发明提供的一种实施例:一种精密铸造行业生产管理自动排产处理系统,包括处理器1、通信接口2、通信总线3和数据存储模块4,所述处理器1、通信接口2和数据存储模块4通过通信总线3建立数据连接,处理器1数据连接有产品属性信息采集模块5、生产订单管理模块6和产能分析及自动排产模块7,产品属性信息采集模块5用于采集产品的产品标识、产品版本、产品材质、产品单重、产品制造工艺以及产品各个工序的定额数据,产品属性信息采集模块5采集到的数据存储到数据存储模块4中,为产能分析及自动排产模块7要进行的计算提供基础数据;生产订单管理模块6用于存储客户的订单数据,并生成生产计划,将含有标识码生产跟踪单打印出来下发至生产车间;产能分析及自动排产模块7用于计算出各个工序已经占用的产能及剩余产能,排产新订单所需的产能,从而进行自动排产,算出排产新订单的交货期;数据存储模块4内部设置有生产记录数据库40和系统数据库41;生产记录数据库40包括产品属性信息数据库400、订单数据库401和生产计划数据库402;产品属性信息数据库400内部存储的数据信息包括产品标识、产品版本、产品材质、产品单重和产品制造工艺;产品属性信息采集模块5包括采集终端50,采集终端50包括但不限于电子称重设备、材质成分检测设备、立体图形扫描设备以及通用的录入设备;生产订单管理模块6包括订单建立子模块60、历史订单分析子模块61、标识码生成子模块62和打印子
模块63;标识码生成子模块62所生成的标识码为条形码或二维码;产能分析及自动排产模块7包括产能分析算法子模块70、生产时长采集子模块71、排产算法子模块72和生产计划生成子模块73,产能分析算法子模块70的算法公式为:
20.订单所需产能(单位:人工班次数量)=订单数量/工序1定额+订单数量/工序2定额+订单数量/工序3定额
……
+订单数量/工序n定额;
21.订单生产时长(单位:天)=订单数量/工序1定额/工序1每日人工班次数量+订单数量/工序2定额/工序2每日人工班次数量+订单数量/工序3定额/工序3每日人工班次数量
……
+订单数量/工序n定额/工序n每日人工班次数量。
22.工作原理:使用本发明进行铸造作业的生产管理和自动排产时,产品属性信息采集模块5通过采集终端50采集生产产品的详细属性信息,并存储于预设的产品属性信息数据库400中;生产订单管理模块6用于存储客户的订单数据,并生成生产计划,将含有二维码生产跟踪单打印出来下发至生产车间,生产时工人可以通过扫描二维码的方式进行报工(作业者,作业日期,作业产生的良品数量,废品数量等数据),报工的数据既可以用来计算工人工资,又可以跟踪生产的进度以及质量数据,并且为各个工序已占用产能的计算提供基础数据;具体地,生产订单管理模块6根据客户需求,通过订单建立子模块60建立生产订单数据记录,并存储于预设的订单数据库401中,跟踪生产进度,历史订单分析子模块61以产品为单位分析历史生产订单,计算并推荐产品各生产节点的平均生产时长;标识码生成子模块62针对每条生产订单数据记录生成唯一标识码,标识码通过打印子模块63打印在生产流程跟踪单上;产能分析及自动排产模块7用于分析产能和自动排产,由生产订单管理模块6提供已排产订单的基础数据,产能分析及自动排产模块7根据算法公式,计算产能占用情况并计算各个工序(工序1,工序2,工序3
…
工序n)每日剩余的人工班次数量,进而推算订单生产时长,最终计算出订单交货期;产能分析算法子模块70根据产品属性信息数据库400中的产品属性信息,计算出各生产节点生产订单数据记录中相应数量的产品所需产能以及各生产节点的生产时长,进而计算出整个订单生产所需产能以及订单生产时长;产能分析算法子模块70根据生产记录数据库40中的在产的生产订单数据记录计算各生产节点已占用产能以及生产节点剩余产能;生产时长采集子模块71采集历史订单分析子模块61推荐的相对应的产品各生产节点的平均生产时长;排产算法子模块72以订单生产所需产能、订单生产时长、生产节点剩余产能、产品各生产节点的平均生产时长为数据基础,计算并排产各生产节点完成时间以及订单最终完成时间,并更新至生产计划数据库402,进而通过生产计划生成子模块73生成生产现场可执行的生产计划;其中,生产节点可以是精密铸造工艺流程中的各个工序节点,如:蜡模制作工序,型壳制作工序,熔炼浇注工序等;数据存储模块4中的系统数据库41用于存储系统程序;处理器1用于执行程序,该程序包括程序代码和计算机操作指令;处理器1可以是cpu,或者是特定集成电路;通信接口2用于与其它设备比如客户端或其它服务器等的网元通信;通信总线3用于建立各模块间的数据传输;
23.产能分析算法子模块70的具体分析过程:首先将每种产品的各个工序定额(针对某个工序,单个工人在单位时间的额定完成数量,通常为每人每班完成数量,根据工厂情况,每天可能安排1至3个班,即白班、中班、夜班,一个班正常为8个小时)通过产品属性信息采集模块5录入系统数据库41,使用订单数量除以工序定额可以算出每个工序需要的人工班次(通俗的讲是需要“几个班”),将每个工序所需的人工班次累加,进而计算出整个订单
所需产能,根据工厂情况提前设置工厂每个工序的设计产能(某工序每天有几个班次可以使用)至系统数据库41,即可计算出已排产订单的占用产能,以及即将排产的新订单所需产能,以判断工厂的剩余产能是否可以在订单要求交货期限内消化即将排产的新订单。
24.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1