热作用下的精密机床装配尺寸链建立方法、系统及设备
1.本发明涉及高速、高精度数控机床技术领域,具体为一种热作用下的精密 机床装配尺寸链建立方法、系统及设备。
背景技术:
2.高速、高精度数控机床是现代机床产业发展的主要方向,也是体现国家先 进制造水平的重要装备。随着加工精度要求的日益提高,高档数控机床的高精 度、可靠性与稳定性越来越受到关注。
3.数控机床在零件的制造、整机的装配以及使用过程中不可避免的会受到重 力、热的影响,使机床零件与理想状态相比产生变形,这些变形将导致零件上 的重要几何精度发生变化,最终导致整机几何精度发生变化。很多学者已经意 识到重力和热对公差设计的影响,通过在传统的装配尺寸链基础上增加一个组 成环,建立热作用下的装配尺寸链,该组成环的增减性与原组成环相同,此方 法建立的装配尺寸链中,热误差只会导致封闭环公差带变大,而不会使封闭环 公差带变小或者仅公差带位置变化。最终将只能通过紧缩零件公差带来抵消工 况的影响,从而大大增加制造成本。但是,热作用所产生的热变形对原始制造 误差的效果不一定与原组成环相同,即热变形尺寸链组成环符号与不一定与原 组成环相同,那么热变形尺寸链组成环对封闭环的贡献也不同,因此,必须考 虑其符号。
技术实现要素:
4.针对现有技术中存在的问题,本发明提供一种热作用下的精密机床装配尺 寸链建立方法、系统及设备,该方法合理分配机床零部件精度,提高机床热稳 态下几何精度,降低制造成本。
5.本发明是通过以下技术方案来实现:
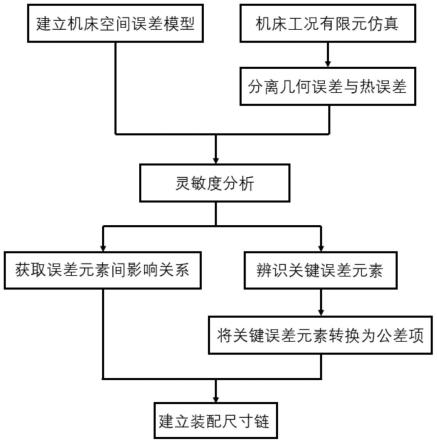
6.一种热作用下的精密机床装配尺寸链建立方法,包括如下步骤:
7.步骤1,根据机床结构建立机床空间误差模型;
8.步骤2,进行机床工况有限元仿真,并分离出机床几何误差与热误差;
9.步骤3,将步骤2所分离得到的机床几何误差与热误差代入步骤1中的机 床空间误差模型中,辨识获得关键误差元素以及获取机床几何误差与热误差之 间的影响关系;
10.步骤4,根据步骤3所辨识获得的关键误差元素,将关键误差元素转换为 零部件公差项,零部件公差项通过步骤3中所获取的机床几何误差与热误差之 间的影响关系建立机床装配尺寸链。
11.优选的,步骤1中,采用齐次坐标变换法根据机床结构建立机床空间误差 模型,步骤如下:
12.s1,将机床部件抽象为包含机床误差信息的刚体,建立各个刚体之间的拓 扑结构,绘出机床拓扑结构图;
13.s2,定义刀具、工件、主轴、直线轴x、直线轴y、直线轴z、床身以及 旋转轴的局部坐
标系,获取刀具到床身与工件到床身的运动链;
14.s3,利用刀尖点与被加工位置的偏差推导出机床空间误差模型。
15.优选的,步骤2中,机床工况有限元仿真的步骤如下:
16.k1,计算机床实际运行时所受重力载荷、热载荷、散热边界条件和约束条 件;
17.k2,将k1中所得到的机床实际运行时所受重力载荷、热载荷、散热边界 条件和约束条件作为有限元分析的边界条件,利用有限元软件根据重力载荷、 热载荷与散热量分析重力和热综合影响下机床变形,获得机床冷态和到达热平 衡态时,机床的床身、立柱及滑枕的导轨安装面、部件间结合面、刀尖点变形 量数据;
18.k3,根据机床冷态和到达热平衡态时,机床的床身、立柱及滑枕的导轨安 装面、部件间结合面、刀尖点变形量数据,分离出机床几何误差与热误差。
19.优选的,步骤3中,通过灵敏度分析辨识获得关键误差元素以及获取机床 几何误差与热误差之间的影响关系。
20.进一步的,灵敏度分析步骤如下:
21.l1,使用一阶灵敏度分析法对步骤1中建立的机床空间误差模型进行灵敏 度分析,获得各几何误差元素与热误差元素对刀尖点位置误差或刀具方向误差 的灵敏度;
22.l2,将l1中获得的几何误差元素与热误差元素对刀尖点位置误差或刀具 方向误差的灵敏度进行归一化处理。
23.进一步的,几何误差元素与热误差元素对刀尖点位置误差或刀具方向误差 的影响关系包括影响方向和影响大小,其中影响方向为各几何误差元素与热误 差元素的符号,影响大小为各几何误差元素与热误差元素的绝对值。
24.更进一步的,通过比较几何误差元素以及热误差元素对刀尖点位置误差或 刀具方向误差灵敏度绝对值的大小,可以辨识出影响刀尖点位置或刀具方向的 关键误差元素,其中几何误差元素包括垂直度、定位误差、直线度误差、角度 误差;热误差元素包括热作用造成的垂直度、定位误差、直线度误差、角度误 差;通过对比各误差元素的符号确定误差元素间的影响关系为相互抵消或累积。
25.一种热作用下的精密机床装配尺寸链建立系统,包括:
26.模型建立模块,用于根据机床结构建立机床空间误差模型;
27.有限元仿真模块,用于进行机床工况有限元仿真,并分离出机床几何误差 与热误差;
28.处理模块,用于所分离得到的机床几何误差与热误差代入机床空间误差模 型中,辨识获得关键误差元素以及获取机床几何误差与热误差之间的影响关系;
29.建立模块,用于根据所辨识获得的关键误差元素,将关键误差元素转换为 零部件公差项,零部件公差项通过所获取的机床几何误差与热误差之间的影响 关系建立机床装配尺寸链。
30.优选的,有限元仿真模块包括运行计算模块、获得模块以及分离模块;
31.计算模块,用于计算机床实际运行时所受重力载荷、热载荷、散热边界条 件和约束条件;
32.获得模块,用于将所得到的机床实际运行时所受重力载荷、热载荷、散热 边界条件和约束条件作为有限元分析的边界条件,利用有限元软件根据重力载 荷、热载荷与散热
量分析重力和热综合影响下机床变形,获得机床冷态和到达 热平衡态时,机床的床身、立柱及滑枕的导轨安装面、部件间结合面、刀尖点 变形量数据;
33.分离模块,用于根据机床冷态和到达热平衡态时,机床的床身、立柱及滑 枕的导轨安装面、部件间结合面、刀尖点变形量数据,分离出机床几何误差与 热误差。
34.一种热作用下的精密机床装配尺寸链建立设备,包括存储器、处理器以及 存储在所述存储器中并可在所述处理器上运行的计算机程序,所述处理器执行 所述计算机程序时实现如上述所述一种热作用下的精密机床装配尺寸链建立方 法的步骤。
35.与现有技术相比,本发明具有以下有益的技术效果:
36.本发明提供了一种热作用下的精密机床装配尺寸链建立方法,考虑机床几 何误差与热误差间的影响关系,在确定各误差元素对刀尖点位置影响为相互抵 消或累积的关系后,根据灵敏度,辨识关键误差元素。基于辨识到的关键误差 元素与关键误差元素间的影响关系,建立机床装配尺寸链。该方法通过对机床 进行有限元仿真,分离出机床几何误差与热误差,以此为基础建立机床空间误 差模型,辨识影响机床刀尖点位置的关键误差元素并分析机床热误差与几何误 差间的影响关系,判别机床装配尺寸链中各组成环的增减,从而合理分配机床 零部件精度,提高机床热稳态下几何精度,降低制造成本。
37.进一步的,通过判别机床装配尺寸链中各组成环的增减性,可以合理分配 机床零部件精度,降低制造难度与制造成本并提高机床热稳态下的几何精度。
38.本发明提供了一种热作用下的精密机床装配尺寸链建立系统,通过模型建 立模块根据机床结构建立机床空间误差模型、有限元仿真模块进行机床工况有 限元仿真,并分离出机床几何误差与热误差;处理模块将所分离得到的机床几 何误差与热误差代入机床空间误差模型中,辨识获得关键误差元素以及获取机 床几何误差与热误差之间的影响关系,建立模块根据所辨识获得的关键误差元 素,将关键误差元素转换为零部件公差项,零部件公差项通过所获取的机床几 何误差与热误差之间的影响关系建立机床装配尺寸链,便于机床装配尺寸链的 智能建立,增加了机床零部件的制造效率。
附图说明
39.图1为本发明中精密机床装配尺寸链建立方法流程图;
40.图2为本发明中精密机床装配尺寸链建立系统图;
41.图3为本发明中实施例的三轴机床拓扑结构图;
42.图4为本发明针对机床刀尖点x方向位置误差所建立的机床装配尺寸链示 意图。
具体实施方式
43.为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施 例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所 描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发 明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所 有其他实施例,都应当属于本发明保护的范围。
44.需要说明的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、
ꢀ“
第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应 该理解这样使
用的数据在适当情况下可以互换,以便这里描述的本发明的实施 例能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和
ꢀ“
具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系 列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步 骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备 固有的其它步骤或单元。
45.下面结合附图对本发明做进一步详细描述:
46.参见图1,本发明提供了一种热作用下的精密机床装配尺寸链建立方法, 该方法合理分配机床零部件精度,提高机床热稳态下几何精度,降低制造成本。
47.具体的,该精密机床装配尺寸链建立方法包括如下步骤:
48.步骤1,根据机床结构建立机床空间误差模型;
49.具体的,采用齐次坐标变换法根据机床结构建立机床空间误差模型,步骤 如下:
50.s1,将机床部件抽象为包含机床误差信息的刚体,建立各个刚体之间的拓 扑结构,绘出机床拓扑结构图;
51.s2,定义刀具、工件、主轴、直线轴x、直线轴y、直线轴z、床身以及 旋转轴的局部坐标系,获取刀具到床身与工件到床身的运动链;
52.s3,利用刀尖点与被加工位置的偏差推导出机床空间误差模型。
53.步骤2,进行机床工况有限元仿真,并分离出机床几何误差与热误差;
54.具体的,机床工况有限元仿真的步骤如下:
55.k1,计算机床实际运行时所受重力载荷、热载荷、散热边界条件和约束条 件;
56.k2,将k1中所得到的机床实际运行时所受重力载荷、热载荷、散热边界 条件和约束条件作为有限元分析的边界条件,利用有限元软件根据重力载荷、 热载荷与散热量分析重力和热综合影响下机床变形,获得机床冷态和到达热平 衡态时,机床的床身、立柱及滑枕的导轨安装面、部件间结合面、刀尖点变形 量数据;
57.k3,根据机床冷态和到达热平衡态时,机床的床身、立柱及滑枕的导轨安 装面、部件间结合面、刀尖点变形量数据,分离出机床几何误差与热误差。
58.步骤3,将步骤2所分离得到的机床几何误差与热误差代入步骤1中的机 床空间误差模型中,辨识获得关键误差元素以及获取机床几何误差与热误差之 间的影响关系;
59.具体的,通过灵敏度分析辨识获得关键误差元素以及获取机床几何误差与 热误差之间的影响关系。
60.灵敏度分析步骤如下:
61.l1,使用一阶灵敏度分析法对步骤1中建立的机床空间误差模型进行灵敏 度分析,获得各几何误差元素与热误差元素对刀尖点位置误差或刀具方向误差 的灵敏度;
62.l2,将l1中获得的几何误差元素与热误差元素对刀尖点位置误差或刀具 方向误差的灵敏度进行归一化处理。
63.具体的,所述几何误差元素与热误差元素对刀尖点位置误差或刀具方向误 差的影响关系包括影响方向和影响大小,其中影响方向为各几何误差元素与热 误差元素的符号,影响大小为各几何误差元素与热误差元素的绝对值。
64.具体的,通过比较几何误差元素以及热误差元素对刀尖点位置误差或刀具 方向误差灵敏度绝对值的大小,可以辨识出影响刀尖点位置或刀具方向的关键 误差元素,其中
几何误差元素包括垂直度、定位误差、直线度误差、角度误差; 热误差元素包括热作用造成的垂直度、定位误差、直线度误差、角度误差;通 过对比各误差元素的符号确定误差元素间的影响关系为相互抵消或累积。
65.步骤4,根据步骤3所辨识获得的关键误差元素,将关键误差元素转换为 零部件公差项,零部件公差项通过步骤3中所获取的机床几何误差与热误差之 间的影响关系建立机床装配尺寸链。
66.本发明提出的精密机床装配尺寸链建立方法考虑几何误差与热误差间的影 响关系,在确定各误差元素对刀尖点位置影响为相互抵消或累积的关系后,根 据所述步骤三得到的灵敏度,辨识关键误差元素。基于辨识到的关键误差元素 与关键误差元素间的影响关系,建立机床装配尺寸链。
67.本发明中空间误差模型将使用齐次坐标变换法建立。以三轴机床为实施例, 当仅存在几何误差且不考虑垂直度时,两坐标系的几何误差传递矩阵如式1所 示,在将几何误差表示为三项角度误差、一项定位误差和两项直线度误差的基 础上,将热误差同样表示为三项角度误差、一项定位误差和两项直线度误差, 得到热误差传递矩阵如式2所示。机床在实际运行时因结构热量不均而相对于 机床冷态产生热变形,从而产生热误差,因此可以将热误差的产生看作是在已 有几何误差基础上的再一次变形,则两坐标系间的考虑热作用的误差传递矩阵 如式3所示。
[0068][0069][0070][0071]
则两坐标系间的实际运动传递矩阵为:
[0072]
t=m
·eꢀꢀꢀꢀꢀꢀ
式4
[0073]
其中,e为考虑热作用的误差传递矩阵;eg为仅考虑几何误差的误差传递 矩阵;p为平移变换矩阵;e
t
为仅考虑热误差的误差传递矩阵;ε为角度误差;r为旋转变换矩阵;δ为定位误差或直线度误差;x为x轴移动量;y为y轴移 动量;z为z轴移动量;m为理想运动传递
矩阵。
[0074]
以沿x轴正方向移动x为例,如式5所示:
[0075][0076]
需要注意的是,由于两直线轴间存在垂直度误差,因此在两直线轴间进行 坐标变换时需考虑垂直度的影响,以y轴变换到x轴为例,以x轴为基准轴 时可将垂直度误差简化为与y轴移动量y和垂直度s
xy
有关的平动误差 s
xy
·
y,得到关于垂直度的误差传递矩阵如式6所示,热作用造成的垂直度 s
xy
(t)误差传递矩阵如式7所示,则直线轴间考虑热作用的误差传递矩阵 e
all
如式8所示。
[0077][0078][0079]eall
=es·eg
·es
(t)
·et
ꢀꢀ
式8;
[0080]
依据图3所示的机床拓扑结构图建立机床空间误差模型,如式9和式10所 示:
[0081][0082][0083]
其中p
t
为4
×
1阶矩阵,表示刀尖点在刀具坐标系下的位置;pw为4
×
1阶矩 阵,表示
加工点在工件坐标系下的位置;o
t
为4
×
1阶矩阵,表示刀尖点在刀具 坐标系下的方向向量;ow为4
×
1阶矩阵,表示加工点在工件坐标系下的方向向 量;t
x
为x轴到床身的变换矩阵;tz为z轴到x轴的变换矩阵;ts为主轴到z 轴的变换矩阵;t
t
为刀具到主轴的变换矩阵;ty为y轴到床身的变换矩阵;tw为 工件到y轴的变换矩阵;m
x
为理想状态下x轴到床身的变换矩阵;mz为理想 状态下z轴到x轴的变换矩阵;ms为理想状态下主轴到z轴的变换矩阵;m
t
为理想状态下刀具到主轴的变换矩阵;my为理想状态下y轴到床身的变换矩 阵;mw为理想状态下工件到y轴的变换矩阵。
[0084]
可以得到位置误差δp与方向误差δo表达式如式11所示:
[0085][0086]
将位置误差δp或方向误差δo表示为与误差元素有关的形式,如式12 所示:
[0087]
f=f(x1,x2,
…
,xn)式12;
[0088]
其中,f表示位置误差δp;xi表示第i项误差元素。
[0089]
第i项误差元素对位置误差或方向误差的灵敏度将基于式13所示计算:
[0090][0091]
其中,为变量xi对f的灵敏度系数。
[0092]
由灵敏度分析可以获得几何误差与热误差间的影响关系。
[0093]
通过比较各误差元素对刀尖点位置误差或刀具方向误差灵敏度绝对值的大 小,可以辨识出关键误差元素。
[0094]
根据所述步骤五中获得的各误差元素对刀尖点位置影响为相互抵消或累积 的关系与辨识得到的关键误差元素,建立机床装配尺寸链。
[0095]
以刀尖点x方向位置误差δp
x
为例建立装配尺寸链如式14所示:
[0096]
设δp
x
=f(x1,x2,x3,x4)
ꢀꢀ
式14;
[0097]
其中,x1、x2、x3、x4为通过灵敏度分析得到的刀尖点位置x方向关 键误差元素值。
[0098]
在此设定x1、x3为几何误差元素,x2、x4为热误差元素,通过灵敏度分 析得到的各误差元素对刀尖点x方向位置误差影响如表1所示:
[0099]
[0100][0101]
表1为各误差元素对刀尖点x方向位置的误差影响
[0102]
其中,+代表该项误差增大将使刀尖点x方向位置误差沿x轴正方向增大,
ꢀ‑
代表该项误差增大将使刀尖点x方向位置误差沿x轴负方向增大。
[0103]
将垂直度误差替换为垂直度公差项,以机床刀尖点与工作台中心x方向距 离的公差为封闭环l0,将关键误差元素x1、x2、
…
x4替换的公差项 l1、l2、
…
l4为组成环,可建立装配尺寸链如图4所示。
[0104]
通过建立考虑热作用下的机床装配尺寸链,判别机床装配尺寸链中各组成 环的增减性,可以合理分配机床零部件精度,降低制造难度与制造成本,提高 机床热稳态下的几何精度。
[0105]
如图2所示,还提供了一种热作用下的精密机床装配尺寸链建立系统,包 括模型建立模块、有限元仿真模块、处理模块和建立模块;
[0106]
模型建立模块,用于根据机床结构建立机床空间误差模型;
[0107]
有限元仿真模块,用于进行机床工况有限元仿真,并分离出机床几何误差 与热误差;
[0108]
处理模块,用于将所分离得到的机床几何误差与热误差代入机床空间误差 模型中,辨识获得关键误差元素以及获取机床几何误差与热误差之间的影响关 系;
[0109]
建立模块,用于根据所辨识获得的关键误差元素,将关键误差元素转换为 零部件公差项,零部件公差项通过所获取的机床几何误差与热误差之间的影响 关系建立机床装配尺寸链。
[0110]
具体的,有限元仿真模块包括运行计算模块、获得模块以及分离模块;
[0111]
计算模块,用于计算机床实际运行时所受重力载荷、热载荷、散热边界条 件和约束条件;
[0112]
获得模块,用于将所得到的机床实际运行时所受重力载荷、热载荷、散热 边界条件和约束条件作为有限元分析的边界条件,利用有限元软件根据重力载 荷、热载荷与散热量分析重力和热综合影响下机床变形,获得机床冷态和到达 热平衡态时,机床的床身、立柱及滑枕的导轨安装面、部件间结合面、刀尖点 变形量数据;
[0113]
分离模块,用于根据机床冷态和到达热平衡态时,机床的床身、立柱及滑 枕的导轨安装面、部件间结合面、刀尖点变形量数据,分离出机床几何误差与 热误差。
[0114]
本发明还提供了一种热作用下的精密机床装配尺寸链建立设备,包括存储 器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序, 例如精密机床装配尺寸链建立程序。
[0115]
所述处理器执行所述计算机程序时实现上述热作用下的精密机床装配尺寸 链建立方法的步骤,例如:
[0116]
步骤1,根据机床结构建立机床空间误差模型;
[0117]
步骤2,进行机床工况有限元仿真,并分离出机床几何误差与热误差;
[0118]
步骤3,将步骤2所分离得到的机床几何误差与热误差代入步骤1中的机 床空间误差模型中,辨识获得关键误差元素以及获取机床几何误差与热误差之 间的影响关系;
[0119]
步骤4,根据步骤3所辨识获得的关键误差元素,将关键误差元素转换为 零部件公差项,零部件公差项通过步骤3中所获取的机床几何误差与热误差之 间的影响关系建立机床装配尺寸链。
[0120]
或者,所述处理器执行所述计算机程序时实现上述系统中各模块的功能, 例如:
[0121]
模型建立模块,用于根据机床结构建立机床空间误差模型;
[0122]
有限元仿真模块,用于进行机床工况有限元仿真,并分离出机床几何误差 与热误差;
[0123]
处理模块,用于将所分离得到的机床几何误差与热误差代入机床空间误差 模型中,辨识获得关键误差元素以及获取机床几何误差与热误差之间的影响关 系;
[0124]
建立模块,用于根据所辨识获得的关键误差元素,将关键误差元素转换为 零部件公差项,零部件公差项通过所获取的机床几何误差与热误差之间的影响 关系建立机床装配尺寸链。
[0125]
其中,有限元仿真模块包括运行计算模块、获得模块以及分离模块;
[0126]
计算模块,用于计算机床实际运行时所受重力载荷、热载荷、散热边界条 件和约束条件;
[0127]
获得模块,用于将所得到的机床实际运行时所受重力载荷、热载荷、散热 边界条件和约束条件作为有限元分析的边界条件,利用有限元软件根据重力载 荷、热载荷与散热量分析重力和热综合影响下机床变形,获得机床冷态和到达 热平衡态时,机床的床身、立柱及滑枕的导轨安装面、部件间结合面、刀尖点 变形量数据;
[0128]
分离模块,用于根据机床冷态和到达热平衡态时,机床的床身、立柱及滑 枕的导轨安装面、部件间结合面、刀尖点变形量数据,分离出机床几何误差与 热误差。
[0129]
示例性的,所述计算机程序可以被分割成一个或多个模块/单元,所述一个 或者多个模块/单元被存储在所述存储器中,并由所述处理器执行,以完成本发 明。所述一个或多个模块/单元可以是能够完成特定功能的一系列计算机程序指 令段,该指令段用于描述所述计算机程序在所述精密机床装配尺寸链建立设备 中的执行过程。例如,所述计算机程序可以被分割成模型建立模块、有限元仿 真模块、处理模块和建立模块;有限元仿真模块可以被分割成计算模块、获得 模块和分离模块;
[0130]
各模块具体功能如下:
[0131]
模型建立模块,用于根据机床结构建立机床空间误差模型;
[0132]
有限元仿真模块,用于进行机床工况有限元仿真,并分离出机床几何误差 与热误差;
[0133]
处理模块,用于将所分离得到的机床几何误差与热误差代入机床空间误差 模型中,辨识获得关键误差元素以及获取机床几何误差与热误差之间的影响关 系;
[0134]
建立模块,用于根据所辨识获得的关键误差元素,将关键误差元素转换为 零部件公差项,零部件公差项通过所获取的机床几何误差与热误差之间的影响 关系建立机床装
配尺寸链。
[0135]
计算模块,用于计算机床实际运行时所受重力载荷、热载荷、散热边界条 件和约束条件;
[0136]
获得模块,用于将所得到的机床实际运行时所受重力载荷、热载荷、散热 边界条件和约束条件作为有限元分析的边界条件,利用有限元软件根据重力载 荷、热载荷与散热量分析重力和热综合影响下机床变形,获得机床冷态和到达 热平衡态时,机床的床身、立柱及滑枕的导轨安装面、部件间结合面、刀尖点 变形量数据;
[0137]
分离模块,用于根据机床冷态和到达热平衡态时,机床的床身、立柱及滑 枕的导轨安装面、部件间结合面、刀尖点变形量数据,分离出机床几何误差与 热误差。
[0138]
所述热作用下的精密机床装配尺寸链建立设备,可以是桌上型计算机、笔 记本、掌上电脑及云端服务器等计算设备。所述热作用下的精密机床装配尺寸 链建立设备可包括,但不仅限于,处理器、存储器。
[0139]
所称处理器可以是中央处理单元(centralprocessingunit,cpu),还可以是 其他通用处理器、数字信号处理器(digitalsignalprocessor,dsp)、专用集成电 路(applicationspecificintegratedcircuit,asic)、现成可编程门阵列(field
‑ꢀ
programmablegatearray,fpga)或者其他可编程逻辑器件、分立门或者晶体管 逻辑器件、分立硬件组件等。通用处理器可以是微处理器或者该处理器也可以 是任何常规的处理器等,所述处理器是所述热作用下的精密机床装配尺寸链建 立设备的控制中心,利用各种接口和线路连接整个热作用下的精密机床装配尺 寸链建立设备的各个部分。
[0140]
所述存储器可用于存储所述计算机程序和/或模块,所述处理器通过运行或 执行存储在所述存储器内的计算机程序和/或模块,以及调用存储在存储器内的 数据,实现所述热作用下的精密机床装配尺寸链建立设备的各种功能。
[0141]
所述存储器可主要包括存储程序区和存储数据区,其中,存储程序区可存 储操作系统、至少一个功能所需的应用程序(比如声音播放功能、图像播放功 能等)等;存储数据区可存储根据手机的使用所创建的数据(比如音频数据、 电话本等)等。此外,存储器可以包括高速随机存取存储器,还可以包括非易 失性存储器,例如硬盘、内存、插接式硬盘,智能存储卡(smartmediacard,smc), 安全数字(securedigital,sd)卡,闪存卡(flashcard)、至少一个磁盘存储器件、 闪存器件、或其他易失性固态存储器件。
[0142]
最后应当说明的是:以上实施例仅用以说明本发明的技术方案而非对其限 制,尽管参照上述实施例对本发明进行了详细的说明,所属领域的普通技术人 员应当理解:依然可以对本发明的具体实施方式进行修改或者等同替换,而未 脱离本发明精神和范围的任何修改或者等同替换,其均应涵盖在本发明的权利 要求保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1