用于渐开线齿轮磨削的砂轮廓形的计算方法
1.本发明涉及渐开线齿轮加工技术领域,尤其涉及用于渐开线齿轮磨削的砂轮廓形计算方法。
背景技术:
2.齿轮是指轮缘上有齿轮连续啮合传递运动和动力的机械元件。齿轮在传动中的应用很早就出现了。齿轮是能互相啮合的有齿的机械零件,它在机械传动及整个机械领域中的应用极其广泛。18世纪工业革命时期,齿轮技术得到高速发展,人们对齿轮进行了大量的研究。1733年法国数学家卡米发表了齿廓啮合基本定律;1765年瑞士数学家欧拉建议采用渐开线作齿廓曲线。
3.渐开线齿轮,齿廓为渐开线的齿轮的统称。渐开线圆柱齿轮的端面齿廓为圆的渐开线。渐开线齿轮具有传动平稳、振动小;输出转速恒定无波动;两轮中心距允许有一定的安装误差,不会导致输出转速的波动等优点,使渐开线齿轮成为应用最广泛的齿轮。
4.渐开线齿轮的加工方法有插齿、滚齿、铣齿、剃齿、展成法及成形法磨齿6种。
5.(1)插齿
6.使用插齿加工这种加工方式时,插齿刀与工件之间相当于对圆柱齿轮的啮合。插齿刀的往复运动是插齿的主运动,而插齿刀与工件按照一定的比例关系所作的运动属于插齿的进给运动。插齿是除了滚齿加工以外另一种常用的利用展成法的切齿工艺。
7.(2)滚齿
8.滚齿加工的加工原理相当于一对螺旋齿轮啮合。齿轮滚刀是以螺旋角很大的螺旋齿轮为原型的,所以齿数很少(通常情况下z=1),牙齿相当长,绕在轴商形成一个螺旋升角很小的蜗杆后再经过开槽和铲齿,于是形成了具有切削刃和后角的滚刀,与插齿加工同样属于展成法。
9.(3)铣齿
10.铣齿是采用盘形模数铣刀或者指状铣刀铣齿,这属于成形法加工,铣刀刀齿截面形状与齿轮齿间形状一般是相对应的。此种加工方式的加工效率和加工精度都比较低下,一般只用于小批量的单件生产。
11.(4)剃齿
12.工作原理是利用剃齿刀与被加工齿轮作自由啮合运动,借助于两者之间的相对滑移,从齿面上剃下很细的切屑,以提高齿面的精度。剃齿还可形成鼓形齿,用以改善齿面接触区位置。在大批量生产中,剃齿是非淬硬齿面常用的精加工方法。
13.(5)展成法磨齿
14.展成法磨齿可以采用锥形砂轮或碟形砂轮磨削,也可以采用蜗杆砂轮磨削。展成法磨齿的切削运动与滚齿相似,是一种齿形精加工方法,特別是对于淬硬齿轮,往往是唯一的精加工方法。
15.(6)成形法磨齿
16.成形法磨齿属于成形法加工的一种,因砂轮不易修整,所以使用较少。
17.插齿、滚齿、铣齿、剃齿都需要专用的设备,不同模数的齿轮需要不同的专用刀具,加工成本高,加工精度低;展成法和成形法磨齿是在磨床上进行,常规的展成法和成形法磨齿虽然加工精度高,但由于砂轮廓形计算复杂,砂轮磨损较快,一般仅用于小批量加工。
技术实现要素:
18.有鉴于此,为解决现有技术中,加工渐开线齿轮需要专用加工设备、成形法磨齿砂轮廓形不易计算、砂轮磨损时廓形不易计算的技术问题,本发明提供了用于渐开线齿轮磨削的砂轮廓形的计算方法,采用成型磨削技术,不需要专用的设备和刀具,在具备金刚轮修型的磨床上就可以实现渐开线齿轮的磨削,磨削效率高,砂轮廓形算计参数化,可根据砂轮实际尺寸的变化快速计算出砂轮新的廓形,可有效解决砂轮廓形计算复杂且磨损后廓形难以计算的技术问题。
19.为实现上述目的,本发明提供了如下的技术方案:
20.用于渐开线齿轮磨削的砂轮廓形的计算方法,其特征在于,包括如下步骤:
21.(a)根据渐开线形成的性质得到渐开线螺旋面方程:
[0022][0023]
式中,(x0,y0)为渐开线上点的坐标,(x,y,z)表示渐开线螺旋面上的点的坐标,为齿条刀具的滚动角,θ为参变数,它表示母线从起始位置绕z轴转过的角度,p为螺旋参数,
[0024]
(b)通过在取值范围内给赋值,得到相对应的θ值,即,接触线离散点,其中,接触线为砂轮廓形和齿轮廓形在运动过程中的接触线,接触线离散点即是砂轮廓形上的点;
[0025]
(c)接触线绕刀具轴线回转得到砂轮回转面,砂轮回转面的轴向截形方程为
[0026]
式中,(x,y,z)为接触线上的点的坐标,r为接触线上的点的回转半径;
[0027]
(d)将(a)中得到的x,y,z值代入砂轮回转面的轴向截形方程,得到砂轮轴向截形离散点,从而求得砂轮轴向截形。
[0028]
本发明相对与现有技术,具有如下的有益效果:
[0029]
采用成型磨削技术,不需要专用的设备和刀具,在具备金刚轮修型的磨床上就可以实现渐开线齿轮的磨削,磨削效率高,砂轮廓形算计参数化,可根据砂轮实际尺寸的变化快速计算出砂轮新的廓形,可有效解决砂轮廓形计算复杂且磨损后廓形难以计算的问题。
附图说明
[0030]
图1为渐开线螺旋面的形成图;
[0031]
图2为砂轮刀具加工螺旋面时的位置关系图;
[0032]
图3砂轮轴向截形图。
具体实施方式
[0033]
形法磨齿是利用成形砂轮磨削齿轮的渐开线齿形。齿轮的渐开线齿形主要由砂轮廓形保证,齿轮的齿距精度由齿轮安装精度和分度机构的精度保证。斜齿轮的端面是渐开线,首先根据渐开线形成的性质可以得到渐开线螺旋面方程。
[0034]
(1)渐开线螺旋面的方程式
[0035]
如图1所示,设空间有一固定的坐标系(o—x,y,z),它的三个坐标轴方向的单位矢量分别为由矢量回转公式可得到右旋螺旋面的方程式为
[0036][0037]
式中:式中,(x0,y0)为渐开线上点的坐标,(x,y,z)表示渐开线螺旋面上的点的坐标,θ
──
参变数,它表示母线从起始位置绕z轴转过的角度;
[0038]
p
──
螺旋参数,
[0039]
渐开线螺旋面可以用一条直母线gm做螺旋运动来产生,如图1所示。在图1中,设一曲线γ一方面绕z轴做等速运动,同时又沿z轴做等速移动,这样的运动称为螺旋运动。母线gm和半径rb的圆柱相切,切点为m,点m在运动过程中形成一条螺旋线。直母线和此圆柱上螺旋参数为p的螺旋线相切,即直母线和端截面的夹角α等于圆柱rb上螺旋线的升角γ,这样的直母线做螺旋运动形成的是渐开线螺旋面。夹角α和基圆半径rb的关系为
[0040][0041]
在图1中,左右齿槽关于x轴对称,基圆半径为rb,右侧渐开线的起点为g,og与x轴的夹角为σ。设起始位置时直母线与圆柱相切于g点,直母线上动点m到g点的距离为参数u,则直母线的方程为
[0042][0043]
动点m在g点以上时v为正,v为动点m的运动线速度。把式(3)代入式(1),得到右旋螺旋面的方程式为
[0044][0045]
螺旋线的法线为
[0046][0047]
(2)刀具回转面与工件螺旋面的接触条件
[0048]
在用砂轮刀具回转面加工螺旋面的工件时,砂轮和工件的位置关系如图2所示,砂轮刀具和工件的轴线间的最短距离(中心距)为a,砂轮轴线与工件轴线的夹角为σ(σ=90
°‑
β)。如果我们假设刀具回转面已知,工件螺旋面已经由砂轮刀具加工出来,则它们在相对运动的任一瞬时,两个表面总有一条相切的接触线。使接触线绕砂轮轴线回转,得到的是刀具的回转面;使接触线绕工件轴线回转,得到的是工件的螺旋面。
[0049]
如图2所示,从坐标系(o—x,y,z)到(o’—x,y,z)的变换矩阵为
[0050][0051]
这两个坐标系的变换关系为
[0052][0053]
设刀具回转的角速度为ω
′
,工件回转的角速度为ω,螺旋参数为p,则m点处的相对运动速度为v
(12)
,在回转面和螺旋面的接触点处,它们有公共的法线矢量,而且相对运动速度应该与公法线垂直,即接触条件为
[0054][0055]
式(8)就是刀具和工件表面的接触线应满足的基本条件式;
[0056]
式中,为m点随螺旋面运动时的线速度;为m点随刀具运动时的线速度;为m点处的相对运动速度。
[0057]
如果工件的螺旋面是已知的,刀具的回转面为待求的,则可以根据螺旋面的方程式求得它上面任一点的法线当螺旋面沿自身运动时
[0058][0059]
式中,为接触点法线矢量,为m点处的相对运动速度,为螺旋面轴线(z轴)的单位矢量,为螺旋线上点的径矢。
[0060]
因此螺旋面上的接触线的条件式(8)可化为
[0061][0062]
式中,表示刀具座标系的原点到螺旋面上的点的回转半径矢量;
[0063]
结合图2,式(10)经过整理得到螺旋面上接触线条件式为
[0064]
zn
x sinσ+an
y cosσ+[(a-x)sinσ+p cosσ]nz=0
ꢀꢀꢀ
(11)
[0065]
式中,(x,z)为螺旋面上接触点的坐标,(n
x
,ny,nz)为螺旋面上接触点的法向矢量的三个分量,σ为刀具轴线与工件轴线之间的夹角,a为刀具轴线到工件轴线之间的中心距,α为直母线和端截面的夹角。
[0066]
将式(4)、式(5)代入式(11)化简得到:
[0067]
(u+pθsinα)sin(σ+θ)+[r
b-a cos(σ+θ)]sinαcot∑+[a-r
b cos(σ+θ)]cosα=0 (12)
[0068]
式中,u为直母线上动点m到g点的距离,设起始位置时直母线与圆柱相切于g点,直母线上动点m到g点的距离为参数,rb为基圆半径,σ为渐开线的起点og与x轴的夹角,θ为母线从起始位置绕z轴转过的角度,a为刀具轴线到工件轴线之间的中心距,σ为砂轮轴线与工件轴线的夹角。
[0069]
接触线绕刀具轴线回转就得到了砂轮的刀具的回转面。砂轮回转面的轴向截形为
[0070][0071]
式中,(x,y,z)为接触线上的点的坐标,r为接触线上的点的回转半径
[0072]
砂轮廓形计算
[0073]
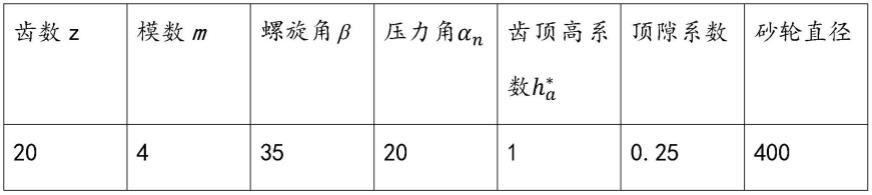
表1磨削齿轮的基本参数表
[0074][0075]
根据齿条刀具加工齿轮原理,可得到齿轮齿廓的普遍方程式:
[0076][0077]
式中:r为少齿数齿轮分度圆半径;为齿条刀具的滚动角;x1、y1为齿条刀具齿廓上任意一点的坐标值。
[0078]
由式(14)可得到渐开线方程为:
[0079][0080]
式中:r为少齿数齿轮分度圆半径;为齿条刀具的滚动角;m为齿轮模数,x2为齿轮变位系数,α为压力角。
[0081]
进而可得到渐开线螺旋面方程为:
[0082]
[0083]
根据上述理论基础和式(1)-(16),结合齿轮基本参数关系式,将齿轮基本参数、渐开线螺旋面方程、螺旋线法线方程采用参数化方式编写,并代入式(11)进行整理、简化。
[0084]
经整理、简化的式(11)是含有参变量和θ的二元一次方程,通过式(11)无法同时求解参变量和θ的值。而在实际加工中,参变量是有取值范围的,每一个值都唯一对应一个θ值,通过在取值范围内给赋值就可以得到相对应的θ值。
[0085]
根据实际加工需要,此处在对进行赋值时,对利用加工精度控制循环步长的方法对进行赋值,从而得到一一对应的θ值,也就得到了接触线的离散点。由于接触线是砂轮廓形和齿轮廓形在运动过程中的接触线,接触线离散点即是砂轮廓形上的点。
[0086]
利用式(13),进行转换,即得到砂轮轴向截形离散点,从而求得砂轮轴向截形。
[0087]
此方法采用参数化方法,不局限于所属齿轮参数,适用于所有渐开线齿轮的磨削计算。
[0088]
以上,仅为本发明较佳的具体实施方式;但本发明的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其改进构思加以等同替换或改变,都应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1