异常状态监控方法及应用该方法的铝合金挤压工艺控制器与流程
1.本发明涉及控制或调节技术领域,具体涉及异常状态监控方法及应用该方法的铝合金挤压工艺控制器。
背景技术:
2.挤压机作为铝合金材料生产过程中的核心设备,发展日趋大型化、复杂化及自动化,在生产过程中挤压机可能会发生异常或故障,一旦发生异常或故障,将会造成更大的停产损失、更多的维护费用。铝合金的挤压过程中出料不畅是常见的故障,为减少挤压机发生故障的概率,提高挤压机设备的稳定性和可靠性,维修师傅需要定期进行停机检修,检修结果往往依据检修师傅的经验,并不一定能够达到较好的效果,检测精度较低,而且检修过程繁琐,费时费力,耽误生产,影响生产效率,降低工厂的效益。
技术实现要素:
3.为了解决现有基于人工的方式对铝合金挤压机的出料异常进行检测存在的检测效率较低的问题,本发明的目的在于提供异常状态监控方法及应用该方法的铝合金挤压工艺控制器,所采用的技术方案具体如下:第一方面,本发明提供了一种异常状态监控方法,该方法包括以下步骤:获取铝合金挤压过程中各采集时刻挤压机进料口的温度、各采集时刻挤压机的振动数据和各采集时刻挤压机的功率;根据所述各采集时刻挤压机进料口的温度,计算各采集时刻的预热评价指标;根据所述各采集时刻挤压机进料口的温度、各采集时刻挤压机的功率和各采集时刻的预热评价指标,得到各采集时刻温度对于出料通畅度的影响评价指标;将所述各采集时刻温度对于出料通畅度的影响评价指标作为样本数据,根据所述样本数据,构建孤立树;根据所述孤立树的平均路径长度和各样本数据在孤立树中的路径长度的期望,计算各样本数据的异常得分;将异常得分小于等于预设阈值的样本数据对应的采集时刻记为目标采集时刻;根据所述各采集时刻挤压机的振动数据,预测未来时刻挤压机的振动数据;对各采集时刻挤压机的振动数据和未来时刻挤压机的振动数据进行高通滤波,将滤波后得到的振动数据记为目标振动数据,根据目标振动数据的标准差、目标振动数据的个数、所述目标采集时刻对应的温度对于出料通畅度的影响评价指标,计算未来时刻出料工作评价指标;若所述出料工作评价指标小于预设阈值,则进行报警。
4.第二方面,本发明提供了一种铝合金挤压工艺控制器,包括存储器和处理器,所述处理器执行所述存储器存储的计算机程序,以实现上述所述的异常状态监控方法。
5.优选的,采用如下公式计算各采集时刻的预热评价指标:其中,为第个采集时刻的预热评价指标,为第个采集时刻挤压机进料口
的温度,为第个采集时刻挤压机进料口的温度,为第个采集时刻挤压机进料口的温度,为铝合金的挤压过程中挤压机进料口的标准温度,为自然常数。
6.优选的,所述根据所述各采集时刻挤压机进料口的温度、各采集时刻挤压机的功率和各采集时刻的预热评价指标,得到各采集时刻温度对于出料通畅度的影响评价指标,包括:对于第个采集时刻:获取该采集时刻对应的采集时间段,所述该采集时刻对应的采集时间段为该采集时刻及该采集时刻之前的各采集时刻构成的集合;计算该采集时刻对应的采集时间段中任意两个相邻采集时刻中后一个采集时刻挤压机进料口的温度与前一个采集时刻挤压机进料口的温度的比值;根据所述温度的比值,构建温度比值序列;计算该采集时刻对应的采集时间段中任意两个相邻采集时刻中前一个采集时刻挤压机的功率与后一个采集时刻挤压机的功率的比值;根据所述功率的比值,构建功率比值序列;根据所述温度比值序列、功率比值序列和该采集时刻的预热评价指标,计算该采集时刻温度对于出料通畅度的影响评价指标。
7.优选的,采用如下公式计算该采集时刻温度对于出料通畅度的影响评价指标:其中,为第个采集时刻温度对于出料通畅度的影响评价指标,为第个采集时刻的预热评价指标,为皮尔逊相关系数,为温度比值序列,为功率比值序列,为温度比值序列和功率比值序列的皮尔逊相关系数。
8.优选的,采用如下公式计算各样本数据的异常得分:其中,为第个样本数据的异常得分,为第个样本数据在一批孤立树中的路径长度的期望,为孤立树的平均路径长度,为样本数据的个数。
9.优选的,采用如下公式计算未来时刻出料工作评价指标:其中,为未来时刻出料工作评价指标,为目标采集时刻对应的温度对于出料通畅度的影响评价指标,为目标振动数据的个数,为目标振动数据的标准差,为目标振动数据,为自然常数。
10.优选的,所述根据所述样本数据,构建孤立树,包括:根据所述样本数据,构建样本序列;所述样本序列中各元素为各样本数据;
根据所述样本序列,构建孤立树。
11.本发明具有如下有益效果:本发明首先获取了铝合金挤压过程中各采集时刻挤压机进料口的温度、各采集时刻挤压机的振动数据和各采集时刻挤压机的功率;根据各采集时刻挤压机进料口的温度,计算了各采集时刻的预热评价指标;考虑到仅从温度出发得到铝合金的预热评价指标,铝合金的预热评价指标并不能很好地表征出料是否流畅,因为在铝合金的生产过程中,铝合金的预热评价指标可能较高,但可能是因为铝合金内部混入了杂质,使得监测到的各时刻铝合金的温度存在稳定变化;基于此,本发明根据各采集时刻挤压机进料口的温度、各采集时刻挤压机的功率和各采集时刻的预热评价指标,得到各采集时刻温度对于出料通畅度的影响评价指标;然后计算了各数据的异常得分,基于各数据的异常得分,剔除掉异常数据,保留正常数据,将保留的正常数据对应的时刻记为目标采集时刻;接着本发明根据各采集时刻挤压机的振动数据,预测未来时刻挤压机的振动数据;再对挤压机的振动数据进行高通滤波,得到目标振动数据,根据目标振动数据的标准差、目标振动数据的个数和所述目标采集时刻对应的温度对于出料通畅度的影响评价指标,计算未来时刻出料工作评价指标;根据未来时刻出料工作评价指标,判断是否需要进行报警。本发明提供的方法能够预测未来时刻挤压机的工作状态,当预测到未来时刻挤压机的工作状态较差时,及时提醒维修人员进行检修,无需维修师傅定期对挤压机进行停机检查,实现了自动化监控,提高了检测效率,同时也节省了成本,提高了工厂的效益。
附图说明
12.为了更清楚地说明本发明实施例或现有技术中的技术方案和优点,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
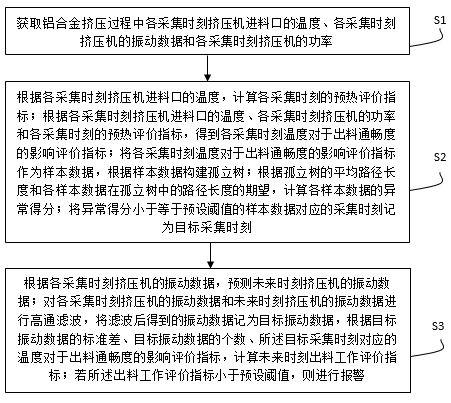
13.图1为本发明提供的一种异常状态监控方法的流程图。
具体实施方式
14.为了更进一步阐述本发明为达成预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明提出的异常状态监控方法及应用该方法的铝合金挤压工艺控制器进行详细说明如下。
15.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。
16.异常状态监控方法实施例:现有的基于人工的方式对铝合金挤压机的出料异常进行检测存在检测效率较低的问题。为了解决上述问题,本实施例提出了异常状态监控方法,如图1所示,本实施例的异常状态监控方法包括以下步骤:步骤s1,获取铝合金挤压过程中各采集时刻挤压机进料口的温度、各采集时刻挤压机的振动数据和各采集时刻挤压机的功率。
17.在铝合金预热过程中,若温度设置不合适,可能会导致铝合金在挤压过程中出现较大的硬块。本实施例在进料口的上方安装一个红外温度检测器,用于采集铝合金的挤压
过程中各挤压机进料口的温度,本实施例设置红外温度检测器1秒采集一次进料口的温度,获取铝合金的挤压过程中各采集时刻挤压机进料口的温度;并获取铝合金的挤压过程中挤压机进料口的标准温度。在具体应用中,实施者可自行设置采集频率。
18.考虑到在铝合金的生产过程中,挤压机会产生振动,这种振动是机械传导本身存在的,当振动过大时,会对铝合金进料口产生影响,使其无法正常进入进料口。本实施例在进料口的一侧安装一个振动检测仪,用于采集挤压机的振动数据,设置振动数据的采集频率和温度的采集频率相同,即1秒采集一次挤压机的振动数据,获取铝合金的挤压过程中各采集时刻挤压机的振动数据。
19.扭矩能够直接反映金属杆挤压的速度快慢,在铝合金的生产过程中,为了保证挤压成品的完成度,挤压杆会匀速前进,挤压铝合金进入模具,当速度稳定时,扭矩的大小就可以直接表征挤压杆受到的阻力大小,当受到的阻力较大时,为了保证挤压杆匀速前进,需要提升电机的功率。功率的波动来自于投入物在推进过程中各点带来的阻力。本实施例在电机上直接读取挤压机的功率,设置功率的采集频率和温度的采集频率相同,即1秒采集一次挤压机的功率,获取铝合金的挤压过程中各采集时刻挤压机的功率。
20.至此,采用上述方法获取了铝合金的挤压过程中各采集时刻挤压机进料口的温度、各采集时刻挤压机的振动数据和各采集时刻挤压机的功率。
21.步骤s2,根据所述各采集时刻挤压机进料口的温度,计算各采集时刻的预热评价指标;根据所述各采集时刻挤压机进料口的温度、各采集时刻挤压机的功率和各采集时刻的预热评价指标,得到各采集时刻温度对于出料通畅度的影响评价指标;将所述各采集时刻温度对于出料通畅度的影响评价指标作为样本数据,根据所述样本数据,构建孤立树;根据所述孤立树的平均路径长度和各样本数据在孤立树中的路径长度的期望,计算各样本数据的异常得分;将异常得分小于等于预设阈值的样本数据对应的采集时刻记为目标采集时刻。
22.本实施例在上述步骤中获取了铝合金生产过程中各采集时刻挤压机进料口的温度,接下来本实施例基于各采集时刻挤压机进料口的温度,计算各采集时刻的预热评价指标。对于第个采集时刻:根据铝合金的挤压过程中挤压机进料口的标准温度、该采集时刻挤压机进料口的温度以及该采集时刻前的个采集时刻挤压机进料口的温度,计算第个采集时刻的预热评价指标,即:其中,为第个采集时刻的预热评价指标,为第个采集时刻挤压机进料口的温度,为第个采集时刻挤压机进料口的温度,为第个采集时刻挤压机进料口的温度,为铝合金的挤压过程中挤压机进料口的标准温度,为自然常数,表征第个采集时刻和第个采集时刻挤压机进料口的温度差异,理论上在加工铝合金的过程中挤压机的温度应该保持一致,前后采集时刻的温度波动性较大时,说明预热效果并不理想,波动性越大,其带来的差距就越大,即预热效果就越不理想;
为进料口的实际温度与标准温度的比值的均值,该值越接近于1,说明进料口的实际温度与标准温度差异越小,预热效果越理想。
23.至此,采用上述方法能够得到各历史采集时刻的预热评价指标。
24.本实施例在步骤s1中获取了铝合金生产过程中各采集时刻挤压机的功率,在铝合金的生产过程中,正常情况下,挤压机的功率变化应当与温度变化呈反比(即当温度增大时,挤压机的功率应当减小;当温度减小时,挤压机的功率应当增大)。因为在温度较低时,材料硬度变大,此时的电机扭矩较大,电机应当增大功率,以保证材料匀速进入进料口。
25.仅仅从温度出发得到铝合金的预热评价指标,并不能很好地表征出料是否流畅,当加热单元非正常工作但铝合金的预热评价指标较高时,可能是因为铝合金内部混入了杂质,使得监测到的各时刻铝合金的温度存在稳定变化。基于此,本实施例基于各采集时刻挤压机进料口的温度、各采集时刻挤压机的功率和各采集时刻的预热评价指标,得到各采集时刻温度对于出料通畅度的影响评价指标,对于第个采集时刻:根据该采集时刻的预热评价指标、该采集时刻与该采集时刻前的个采集时刻挤压机进料口的温度以及该采集时刻与该采集时刻前的个采集时刻挤压机的功率,计算第个采集时刻温度对于出料通畅度的影响评价指标,具体计算过程为:首先,计算个采集时刻中任意两个相邻采集时刻中后一个采集时刻挤压机进料口的温度与前一个采集时刻挤压机进料口的温度的比值,即,其中,为第个采集时刻挤压机进料口的温度与第个采集时刻挤压机进料口的温度的比值;根据这个采集时刻中任意两个相邻采集时刻中后一个采集时刻挤压机进料口的温度与前一个采集时刻挤压机进料口的温度的比值,按照时间先后顺序构建温度比值序列,即,其中,为温度比值序列,为第2个采集时刻挤压机进料口的温度与第1个采集时刻挤压机进料口的温度的比值,为第3个采集时刻挤压机进料口的温度与第2个采集时刻挤压机进料口的温度的比值;然后,计算个采集时刻中任意两个相邻采集时刻中前一个采集时刻挤压机的功率与后一个采集时刻挤压机的功率的比值,即,其中,为第个采集时刻挤压机的功率与第个采集时刻挤压机的功率的比值;根据这个采集时刻中任意两个相邻采集时刻中前一个采集时刻挤压机的功率与后一个采集时刻挤压机的功率的比值,按照时间先后顺序构建功率比值序列,即,其中,为功率比值序列,为第1个采集时刻挤压机的功率与第2个采集时刻挤压机的功率的比值,为第2个采集时刻挤压机的功率与第3个采集时刻挤压机的功率的比值;接下来,本实施例根据第个采集时刻预热评价指标、温度比值序列和功率比值序列,计算第个采集时刻温度对于出料通畅度的影响评价指标,即:
其中,为第个采集时刻温度对于出料通畅度的影响评价指标,为第个采集时刻的预热评价指标,为皮尔逊相关系数,为温度比值序列,为功率比值序列,为温度比值序列和功率比值序列的皮尔逊相关系数。皮尔逊相关系数的计算方法为现有技术,此处不再赘述。
26.至此,采用上述方法得到了各采集时刻温度对于出料通畅度的影响评价指标。
27.本实施例利用相邻两个采集时刻温度和功率的变化情况,来反映在铝合金生产过程中温度变化幅度和功率变化幅度是否相一致,若在铝合金生产过程中温度变化幅度和功率变化幅度相一致,说明预热温度对出料的影响较大,即受到无关因素的干扰较小;若在铝合金生产过程中温度变化幅度和功率变化幅度相差较大,说明预热温度对出料的影响较小,即受到无关因素的干扰较大。本实施例将各采集时刻的预热评价指标与相似性两者相结合,能够规避掉杂质存在对于温度影响出料通畅的评价。
28.考虑到金属挤压机的振动是持续存在的,会影响到步骤s1中采集数据的传感器,导致数据可能存在误差,当误差较小时,本实施例认为不影响上述判断,当误差较大时,需要将此类数据做筛选剔除。
29.具体的,本实施例将各采集时刻温度对于出料通畅度的影响评价指标作为样本数据,根据所述样本数据构建样本序列,即,根据样本序列构建孤立树,假设r是孤立树的一个节点,它是没有子节点的叶子节点,或是只有两个子节点(rl,rr)的内部节点。为了构建一棵孤立树,需要随机选择一个特征及其分割值,递归地分割样本序列中的数据集,每一步分割都包含特征和分割值,将的数据分到rl,将的数据分到rr,递归地分割样本序列中的数据集,直到满足以下任意一个条件:(1)树达到了限制的高度;(2)节点上只有一个样本;(3)节点上的样本所有特征都相同。
30.异常检测的任务是给出一个反映异常程度的排序,常用的排序方法是根据样本点的路径长度或异常得分来排序,异常点就是排在最前面的那些点。
31.给定一个包含个样本的数据集,树的平均路径长度为:,其中,为调和数,为孤立树的平均路径长度。对于个样本的数据集中的第个样本数据,其对应的异常得分为:,其中,为第个样本数据在一批孤立树中的路径长度的期望;当的值趋近于c(n)的值时,异常得分趋近于0.5,即第个样本数据的路径平均长度与树的平均路径长度相近时,则不能区分是不是异常;当的值趋近于0时,异常得分趋近于1,被判定为异常,数据异常是由机械振动带导致的,需要进行剔除;当的值趋近于n-1时,异常得分趋近于0,被判定为正常,此时的数据的来源为正常来源。本实施例设置得
分阈值,将异常得分大于的样本数据判定为异常数据,并剔除异常数据,保留正常数据,将保留的样本数据对应的采集时刻记为目标采集时刻。在具体应用中,的值实施者自行设定。根据样本数据构建孤立树的过程为现有技术,此处不再赘述。
32.步骤s3,根据所述各采集时刻挤压机的振动数据,预测未来时刻挤压机的振动数据;对各采集时刻挤压机的振动数据和未来时刻挤压机的振动数据进行高通滤波,将滤波后得到的振动数据记为目标振动数据,根据目标振动数据的标准差、目标振动数据的个数、所述目标采集时刻对应的温度对于出料通畅度的影响评价指标,计算未来时刻出料工作评价指标;若所述出料工作评价指标小于预设阈值,则进行报警。
33.考虑到机械振动会在一定程度上影响出料的通畅度,当机械振动过大时,会导致料体倾斜,发生溢料现象,致使出料速度不均匀,发生出料不畅的情况。本实施例根据历史时刻挤压机的振动数据,利用lstm(长短期记忆网络)模型预测未来时刻挤压机的振动数据。
34.具体的,将各挤压机在各历史采集时刻挤压机的振动数据作为训练数据集,根据各挤压机在各历史采集时刻挤压机的振动数据,构建各挤压机对应的振动数据序列,所述振动数据序列中的各元素为各历史采集时刻挤压机的振动数据;利用各挤压机对应的振动数据序列对lstm模型进行训练,lstm模型的训练过程为:将各挤压机在某一时刻之前对应的振动数据序列作为一个训练数据输入到lstm模型中,将各挤压机下一时刻的振动数据作为对应的标签来训练lstm模型,使得lstm模型能够学习到各挤压机下一时刻的振动数据,完成对lstm模型的训练,训练好的lstm模型用于预测下一时刻挤压机的振动数据。对于振动数据序列,由于后续存在数据处理阶段且需要寻找较大的值,故不需要对原数据在进行置信度评价,本实施例中训练lstm模型的损失函数为:其中,为lstm模型的损失函数,为第个预测样本,为第个特征样本,为振动数据序列中元素的数量,为振动数据序列中第个振动数据对应的损失权重,振动数据序列中所有振动数据对应的损失权重之和为1。
35.为了确保函数收敛,通过不断训练使得变小,预测的结果更加精确。lstm模型的训练过程为现有技术,此处不再赘述。
36.本实施例将各采集时刻(各历史采集时刻)挤压机的振动数据输入到训练好的lstm模型中,预测未来时刻挤压机的振动数据。
37.本实施例基于时间先后顺序,根据各历史采集时刻的振动数据和未来时刻的振动数据,构建挤压机的第一振动数据序列,考虑到较大的振动数据通常对出料的影响较大,本实施例对挤压机的第一振动数据序列中的振动数据进行高通滤波,将高通滤波的处理后得到的振动数据记为目标振动数据,将目标振动数据记为,统计目标振动数据的个数。高通滤波为现有技术,此处不再赘述。
38.根据目标振动数据的标准差、目标振动数据的个数、目标采集时刻和未来采集时刻对应的温度对于出料通畅度的影响评价指标,计算未来时刻出料工作评价指标,即:
其中,为未来时刻出料工作评价指标,为目标采集时刻对应的温度对于出料通畅度的影响评价指标,为目标振动数据的个数,为目标振动数据的标准差,为自然常数;的计算方法与步骤s2中的计算方法相同,此处不再赘述。
39.目标振动数据的个数的值越大,说明进料口的振动次数越多,对于入料的影响越大;是对目标振动数据(较大的振动数据)出现的稳定性的评价,目标振动数据的标准差越小,说明目标振动数据越稳定,此时的振动对于入料的影响已经达到持续影响的程度,且稳定性越高,持续越明显。本实施例设置阈值,判断未来时刻出料工作评价指标是否小于,若小于,则进行报警,提示工作人员挤压机即将出现出料不畅的问题,提醒维修人员及时进行维修。在具体应用中,的值实施者可自行设置。
40.本实施例首先获取了铝合金挤压过程中各采集时刻挤压机进料口的温度、各采集时刻挤压机的振动数据和各采集时刻挤压机的功率;根据各采集时刻挤压机进料口的温度,计算了各采集时刻的预热评价指标;考虑到仅从温度出发得到铝合金的预热评价指标,铝合金的预热评价指标并不能很好地表征出料是否流畅,因为在铝合金的生产过程中,铝合金的预热评价指标可能较高,但可能是因为铝合金内部混入了杂质,使得监测到的各时刻铝合金的温度存在稳定变化;基于此,本实施例根据各采集时刻挤压机进料口的温度、各采集时刻挤压机的功率和各采集时刻的预热评价指标,得到各采集时刻温度对于出料通畅度的影响评价指标;然后计算了各数据的异常得分,基于各数据的异常得分,剔除掉异常数据,保留正常数据,将保留的正常数据对应的时刻记为目标采集时刻;接着本实施例根据各采集时刻挤压机的振动数据,预测未来时刻挤压机的振动数据;再对挤压机的振动数据进行高通滤波,得到目标振动数据,根据目标振动数据的标准差、目标振动数据的个数和所述目标采集时刻对应的温度对于出料通畅度的影响评价指标,计算未来时刻出料工作评价指标;根据未来时刻出料工作评价指标,判断是否需要进行报警。本实施例提供的方法能够预测未来时刻挤压机的工作状态,当预测到未来时刻挤压机的工作状态较差时,及时提醒维修人员进行检修,无需维修师傅定期对挤压机进行停机检查,实现了自动化监控,提高了检测效率,同时也节省了成本,提高了工厂的效益。
41.铝合金挤压工艺控制器实施例:本实施例铝合金挤压工艺控制器包括存储器和处理器,所述处理器执行所述存储器存储的计算机程序,以实现上述所述的异常状态监控方法。
42.由于异常状态监控方法已经在异常状态监控方法实施例中进行了说明,所以本实施例不再对异常状态监控方法进行赘述。
43.需要说明的是:以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范
围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1