用于真空灭弧室金属化管壳的加工排刀的制作方法
1.本实用新型属于金属化管壳加工刀具技术领域,具体涉及一种用于真空灭弧室金属化管壳的加工排刀。
背景技术:
2.高压真空开关柜被广泛的应用于高压输变电行业中,而高压真空开关柜的核心是高压真空灭弧室,目前被广泛使用的是陶瓷高压真空灭弧室,而陶瓷金属化管壳是高压真空灭弧室的关键部件之一。陶瓷金属化管壳用于高压真空灭弧室,不但要有可靠的电绝缘性能,还要有较高的机械强度,同时在与金属零件封接时还要有可靠的封接气密性等优点。现今在国内外,真空灭弧室金属化管壳大多采用等静压成型工艺压制陶瓷毛坯,陶瓷毛坯压制成型后,再用普通的车刀车制毛坯,将陶瓷毛坯加工成所需要的形状,但普通车刀加工效率低,编程复杂,并且刀具磨损快,因此,为解决上述问题,有必要对用于加工金属化管壳的刀具进行改进。
技术实现要素:
3.本实用新型解决的技术问题:提供一种用于真空灭弧室金属化管壳的加工排刀,采用在刀本体前端面设置呈波距相同的波状轮廓,由波状轮廓的波峰形成了刀本体的刀刃,刀刃较多,真空灭弧室金属化管壳外壁上的波峰波谷处易于加工,降低单个刀具磨损,提高加工效率;节省时间,不至于频繁换刀。
4.本实用新型采用的技术方案:用于真空灭弧室金属化管壳的加工排刀,具有刀本体,所述刀本体前端面呈波距相同的波状轮廓,所述波状轮廓的波峰形成了刀本体的刀刃,所述刀本体的后端部固定于车床工作台上。
5.其中,所述刀本体的后端面与刀本体上端面和下端面垂直设置,所述刀本体上端面的长度大于下端面的长度并在刀本体的前端形成斜面形状的前端面,所述刀本体的前端面与上端面的倾角a范围为40
°
~65
°
。
6.进一步地,所述刀本体前端面的波状轮廓为波峰和波谷形状尺寸相同的正弦波,所述正弦波的圆弧形波峰形成了刀本体的刀刃。
7.进一步地,所述刀刃和波谷的圆弧弧长为1.5~5mm。
8.进一步地,所述刀本体上的刀刃设有2~15个,所述波状轮廓的波谷设有1~14个。
9.进一步地,所述刀本体的厚度为10~12mm。
10.进一步地,所述刀本体采用硬质合金制成。
11.本实用新型与现有技术相比的优点:
12.1、本技术方案采用在刀本体前端面设置呈波距相同的波状轮廓,由波状轮廓的波峰形成了刀本体的刀刃,刀刃较多,真空灭弧室金属化管壳外壁上的波峰波谷处易于加工,降低单个刀具磨损,提高加工效率;节省时间,不至于频繁换刀;
13.2、本技术方案将呈波距相同的波状轮廓设置于呈斜面形状的刀本体的前端面上,
以便于避让加工零件的作用,而刀本体的后端面与刀本体上端面和下端面垂直设置,便于在车床上固定排刀;
14.3、本技术方案结构简单、紧凑,硬质合金制成的排刀耐磨形成好,使用寿命长,解决了普通车刀加工编程复杂且效率低的问题。
附图说明
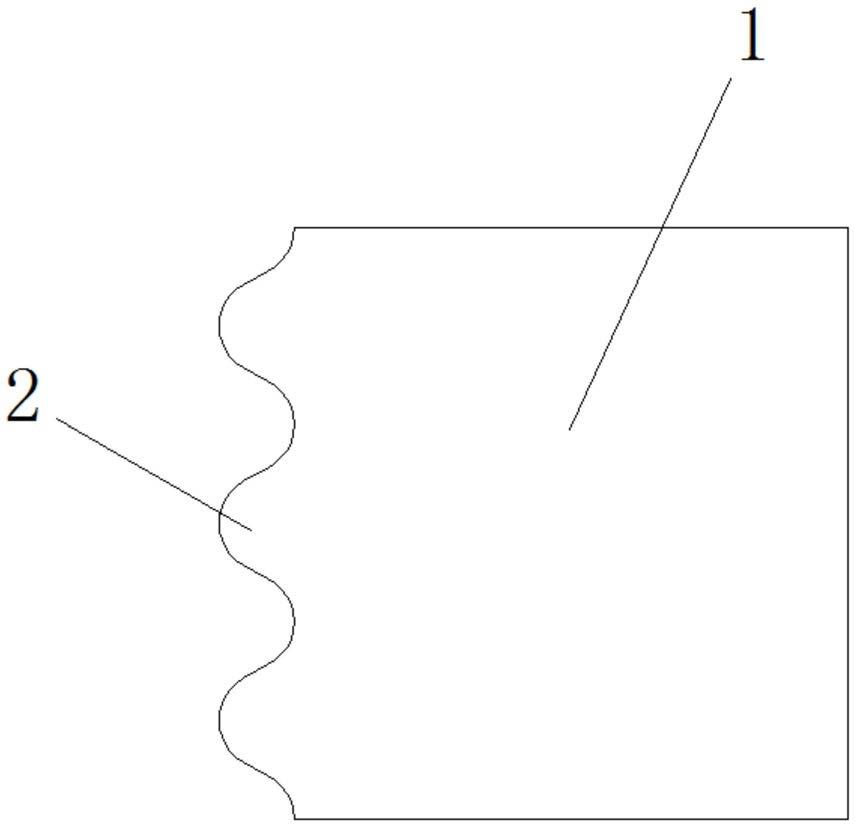
15.图1为本实用新型结构主视图;
16.图2为本实用新型结构俯视图。
具体实施方式
17.下面结合附图1
‑
2描述本实用新型的一种实施例,从而对技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
18.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位,以特定的方位构造和操作,因此,不能理解为对本实用新型的限制。
19.用于真空灭弧室金属化管壳的加工排刀,如图1
‑
2所示,具有刀本体1,所述刀本体1前端面呈波距相同的波状轮廓,所述波状轮廓的波峰形成了刀本体1的刀刃2,所述刀本体1的后端部固定于车床工作台上;采用在刀本体前端面设置呈波距相同的波状轮廓,由波状轮廓的波峰形成了刀本体的刀刃,刀刃较多,真空灭弧室金属化管壳外壁上的波峰波谷处易于加工,降低单个刀具磨损,提高加工效率;节省时间,不至于频繁换刀;
20.所述刀本体1的后端面与刀本体1上端面和下端面垂直设置,所述刀本体1上端面的长度大于下端面的长度并在刀本体1的前端形成斜面形状的前端面,所述刀本体1的前端面与上端面的倾角a范围为40
°
~65
°
,如图2 所示,倾角a选取45
°
;具体的,所述刀本体1前端面的波状轮廓为波峰和波谷形状尺寸相同的正弦波,所述正弦波的圆弧形波峰形成了刀本体1的刀刃2;具体的,所述刀刃2和波谷的圆弧弧长为1.5~5mm;具体的,所述刀本体1上的刀刃2设有2~15个,所述波状轮廓的波谷设有1~14个,如图1 所示,刀刃2的数量设有3个,而波谷的数量设有2个;具体的,所述刀本体1的厚度为10~12mm;将呈波距相同的波状轮廓设置于呈斜面形状的刀本体的前端面上,以便于避让加工零件的作用,而刀本体的后端面与刀本体上端面和下端面垂直设置,便于在车床上固定排刀;
21.所述刀本体1采用硬质合金制成;结构简单、紧凑,硬质合金制成的排刀耐磨形成好,使用寿命长,解决了普通车刀加工编程复杂且效率低的问题。
22.在工作前,先将准备好的排刀按要求夹紧在车床的工作台上,即将刀本体1的后端部固定于车床工作台上,然后将氧化铝毛坯的车制件夹紧在车床卡盘的工装上,将车床卡盘的转速调整至正常状态下,调整好工装和毛坯件,排刀前端面的刀刃2朝向毛坯件的外表面,启动车加工程序,排刀按照车床既定的程序,依次在毛坯件的外表面完成波峰波谷状结构的加工。
23.上述实施例,只是本实用新型的较佳实施例,并非用来限制本实用新型实施范围,故凡以本实用新型权利要求所述内容所做的等效变化,均应包括在本实用新型权利要求范
围之内。
技术特征:
1.用于真空灭弧室金属化管壳的加工排刀,其特征在于:具有刀本体(1),所述刀本体(1)前端面呈波距相同的波状轮廓,所述波状轮廓的波峰形成了刀本体(1)的刀刃(2),所述刀本体(1)的后端部固定于车床工作台上。2.根据权利要求1所述的用于真空灭弧室金属化管壳的加工排刀,其特征在于:所述刀本体(1)的后端面与刀本体(1)上端面和下端面垂直设置,所述刀本体(1)上端面的长度大于下端面的长度并在刀本体(1)的前端形成斜面形状的前端面,所述刀本体(1)的前端面与上端面的倾角a范围为40
°
~65
°
。3.根据权利要求1所述的用于真空灭弧室金属化管壳的加工排刀,其特征在于:所述刀本体(1)前端面的波状轮廓为波峰和波谷形状尺寸相同的正弦波,所述正弦波的圆弧形波峰形成了刀本体(1)的刀刃(2)。4.根据权利要求3所述的用于真空灭弧室金属化管壳的加工排刀,其特征在于:所述刀刃(2)和波谷的圆弧弧长为1.5~5mm。5.根据权利要求1所述的用于真空灭弧室金属化管壳的加工排刀,其特征在于:所述刀本体(1)上的刀刃(2)设有2~15个,所述波状轮廓的波谷设有1~14个。6.根据权利要求1所述的用于真空灭弧室金属化管壳的加工排刀,其特征在于:所述刀本体(1)的厚度为10~12mm。7.根据权利要求1
‑
6任一项所述的用于真空灭弧室金属化管壳的加工排刀,其特征在于:所述刀本体(1)采用硬质合金制成。
技术总结
提供一种用于真空灭弧室金属化管壳的加工排刀,具有刀本体,所述刀本体前端面呈波距相同的波状轮廓,所述波状轮廓的波峰形成了刀本体的刀刃,所述刀本体的后端部固定于车床工作台上。本实用新型采用在刀本体前端面设置呈波距相同的波状轮廓,由波状轮廓的波峰形成了刀本体的刀刃,刀刃较多,真空灭弧室金属化管壳外壁上的波峰波谷处易于加工,降低单个刀具磨损,提高加工效率;节省时间,不至于频繁换刀。刀。刀。
技术研发人员:闫红斌 尚晓博 赵童刚 杨桦
受保护的技术使用者:陕西宝光精密陶瓷有限公司
技术研发日:2021.02.01
技术公布日:2021/9/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1