一种无Tab片软包锂离子电芯的制作方法
一种无tab片软包锂离子电芯
技术领域
1.本实用新型涉及软包锂离子电池领域,具体是一种无tab片软包锂离子电芯。
背景技术:
2.随着汽车电动化的逐渐普及,对锂离子电池提高能量密度和降低成本的要求越来越高。软包电池采用铝塑膜作为封装材料,具有重量轻、能量密度高的特点,被认为是未来动力锂离子电池发展的重要方向。锂离子电池的成本和比能量是限制锂离子动力电池更大规模应用的重要瓶颈,当前软包电芯通过焊接tab片进行导流,既增加了电芯的重量、提高了原材料成本,也降低电芯的空间利用率,不利于电芯容量的提高。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种无tab片软包锂离子电芯,提高了电芯的重量能量密度和体积能量密度。
4.本实用新型的技术方案为:
5.一种无tab片软包锂离子电芯,包括有正极片、负极片、隔膜、极耳胶和铝塑膜,所述的正极片、负极片和隔膜依次叠片或卷绕形成裸电芯,裸电芯的每个正极极片上均设置有正极耳、每个负极极片上均设置有负极耳,所有正极极片上的正极耳邻近端头处压边处理使得所有正极耳在压边处厚度减薄并聚拢,所有负极极片上的负极耳邻近端头处压边处理使得所有负极耳在压边处厚度减薄并聚拢,正极耳和负极耳的压边处均粘连极耳胶,粘接有极耳胶的裸电芯置于铝塑膜内,且正极耳和负极耳上的极耳胶分别与铝塑膜的顶封处热封连接,正极耳和负极耳伸出到铝塑膜外的部分分别进行焊接聚拢。
6.所述的极耳胶与正极耳之间、极耳胶与负极耳之间均为热压粘接。
7.所述的极耳胶的两端均超出对应正极耳或负极耳边缘1-3mm,极耳胶与裸电芯隔膜边缘的间距为2-5mm,极耳胶宽度为10-14mm。
8.所述的极耳胶与铝塑膜热封的宽度小于极耳胶的宽度,且极耳胶的热封段位于极耳胶的中间段。
9.所述的正极耳和负极耳伸出到铝塑膜外的部分分别进行超声波焊接或激光焊接聚拢。
10.本实用新型的优点:
11.(1)、传统焊tab片(铝片或铜片)的电芯,极耳胶距离隔膜边缘7-10mm,tab片成本占整个电芯1.5%左右,重量占整个电芯0.2%-0.6%,本实用新型直接通过热压的方式将极耳胶粘附在极耳上,不设置tab片,使得极片尺寸增加、电芯减重、成本降低,不仅降低了电芯原材料成本,同时提高了电芯的重量能量密度和体积能量密度。
12.(2)、本发明通过压边方式使极耳边缘聚拢并减薄,降低了极耳胶三角区漏液的风险。
13.(3)、原有的经过叠片或卷绕形成裸电芯都需进行极耳预焊接后再与铝塑膜连接,
本实用新型的极耳无需进行预焊接,可直接通过极耳胶与铝塑膜进行热封连接,大大提高了电芯加工效率。
附图说明
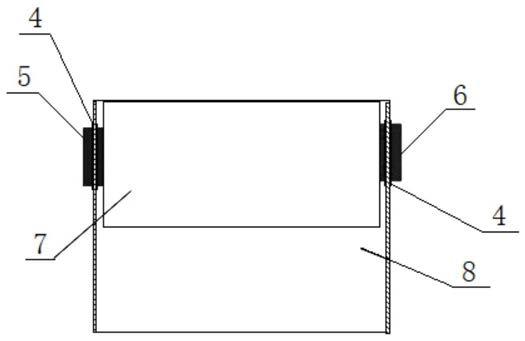
14.图1是本实用新型裸电芯的结构图。
15.图2是本实用新型的结构示意图。
具体实施方式
16.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
17.见图1和图2,一种无tab片软包锂离子电芯,包括有正极片1、负极片2、隔膜3、极耳胶4和铝塑膜8,正极片1、负极片2和隔膜3依次叠片或卷绕形成裸电芯7,裸电芯7的每个正极极片1上均设置有正极耳5、每个负极极片2上均设置有负极耳6,所有正极极片上的正极耳5邻近端头处压边处理使得所有正极耳5在压边处厚度减薄并聚拢,所有负极极片上的负极耳6邻近端头处压边处理使得所有负极耳6在压边处厚度减薄并聚拢,正极耳5和负极耳6的压边处均热压粘接有极耳胶4(热压温度:160-190℃,热压压力0.1-0.5mpa,热封时间2-5s),极耳胶4的两端均超出对应正极耳5或负极耳6边缘1-3mm,极耳胶4与裸电芯隔膜3边缘的间距为2-5mm,极耳胶4宽度为10-14mm,粘接有极耳胶4的裸电芯7置于铝塑膜8内,且正极耳5和负极耳6上的极耳胶4分别与铝塑膜8的顶封处热封连接(热封温度:160-180℃,热封压力:0.1-0.4mpa,热封时间1-3s),极耳胶4与铝塑膜8热封的宽度小于极耳胶4的宽度,且极耳胶4的热封段位于极耳胶4的中间段,正极耳5和负极耳6伸出到铝塑膜8外的部分分别进行超声波焊接或激光焊接聚拢。
18.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种无tab片软包锂离子电芯,其特征在于:包括有正极片、负极片、隔膜、极耳胶和铝塑膜,所述的正极片、负极片和隔膜依次叠片或卷绕形成裸电芯,裸电芯的每个正极极片上均设置有正极耳、每个负极极片上均设置有负极耳,所有正极极片上的正极耳邻近端头处压边处理使得所有正极耳在压边处厚度减薄并聚拢,所有负极极片上的负极耳邻近端头处压边处理使得所有负极耳在压边处厚度减薄并聚拢,正极耳和负极耳的压边处均粘连极耳胶,粘接有极耳胶的裸电芯置于铝塑膜内,且正极耳和负极耳上的极耳胶分别与铝塑膜的顶封处热封连接,正极耳和负极耳伸出到铝塑膜外的部分分别进行焊接聚拢。2.根据权利要求1所述的一种无tab片软包锂离子电芯,其特征在于:所述的极耳胶与正极耳之间、极耳胶与负极耳之间均为热压粘接。3.根据权利要求1所述的一种无tab片软包锂离子电芯,其特征在于:所述的极耳胶的两端均超出对应正极耳或负极耳边缘1-3mm,极耳胶与裸电芯隔膜边缘的间距为2-5mm,极耳胶宽度为10-14mm。4.根据权利要求1所述的一种无tab片软包锂离子电芯,其特征在于:所述的极耳胶与铝塑膜热封的宽度小于极耳胶的宽度,且极耳胶的热封段位于极耳胶的中间段。5.根据权利要求1所述的一种无tab片软包锂离子电芯,其特征在于:所述的正极耳和负极耳伸出到铝塑膜外的部分分别进行超声波焊接或激光焊接聚拢。
技术总结
本实用新型公开了一种无Tab片软包锂离子电芯,包括有正极片、负极片、隔膜、极耳胶和铝塑膜,正极片、负极片和隔膜依次叠片或卷绕形成裸电芯,所有正极极片上的正极耳邻近端头处、所有负极极片上的负极耳邻近端头处均压边处理使得所有极耳在压边处厚度减薄并聚拢,正极耳和负极耳的压边处均粘连极耳胶,粘接有极耳胶的裸电芯置于铝塑膜内,且正极耳和负极耳上的极耳胶分别与铝塑膜的顶封处热封连接,正极耳和负极耳伸出到铝塑膜外的部分分别进行焊接聚拢。本实用新型不设置tab片,使得极片尺寸增加、电芯减重、成本降低,不仅降低了电芯原材料成本,同时提高了电芯的重量能量密度和体积能量密度。积能量密度。积能量密度。
技术研发人员:张海峰 赵伟 石亮
受保护的技术使用者:合肥国轩高科动力能源有限公司
技术研发日:2021.06.21
技术公布日:2022/2/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1