一种大型绕组风道条排布装置的制作方法
1.本实用新型涉及绕组制造技术领域,尤其涉及一种大型绕组风道条排布装置。
背景技术:
2.线圈在绕制中,每个包封之间需要加入风道条,以便于线圈排风降温,目前均采用人工手动放入风道条,绕线机每转一定角度,手动放入一根风道条,反复停机、放风道条,放完后,再进行调整风道条之间距离及高度,效率极低,反复停启也加快了对机器损伤,而且对人的要求较高,经常会整体掉落,致使前功尽弃,一直以来该工序是绕线工头疼的工序。
技术实现要素:
3.本实用新型为解决上述问题,提供一种大型绕组风道条排布装置,实现快速搭布撑条,自动分度,压紧。
4.为达到上述目的,本实用新型采用如下技术方案:
5.一种大型绕组风道条排布装置,包括风道条、浸胶纱带、绕线机主盘和待排布风道条的大型绕组线圈,各风道条之间间隔有空隙进行排布,浸胶纱带用于将排布好的风道条压紧固定;还包括辅助压紧机构、布撑条机构和预捆紧机构;辅助压紧机构用于将浸胶纱带预先压制到间隙排布的风道条表面,预捆紧机构用于通过固定浸胶纱带头部将首个风道条压紧固定;辅助压紧机构包括伴随压带和压带传送机构;压带传送机构通过同绕线机主盘保持一致的速度带动伴随压带将浸胶纱带预先压制到间隙排布的风道条表面;布撑条机构用于将风道条依次间隔排布在大型绕组线圈上,布撑条机构包括上撑条位、备搭位、正搭位和释条位;上撑条位用于预备抓取风道条,备搭位用于抓取风道条后预备投放,正搭位用于投放抓取的风道条;上撑条位、备搭位、正搭位和释条位按撑条机构转轴为轴心排布,撑条机构通过同绕线机主盘保持一致的速度旋转依次变换上撑条位、备搭位、正搭位和释条位,将风道条依次间隔排布在大型绕组线圈上。
6.上述大型绕组风道条排布装置中,撑条机构设置有两组以上。
7.上述大型绕组风道条排布装置中,辅助压紧机构设置有两组以上。
8.采用本实用新型的产生的有益效果为:
9.本实用新型实现快速搭布撑条,自动分度,压紧,匀速步进方式效率很高,可达每分钟36拍,一般线圈二分钟结束过去半个小时的工作,并且分布均匀,造型美观一致。大大地降低了劳动强度,为实现无人操作提供了单工序解决方案。
附图说明
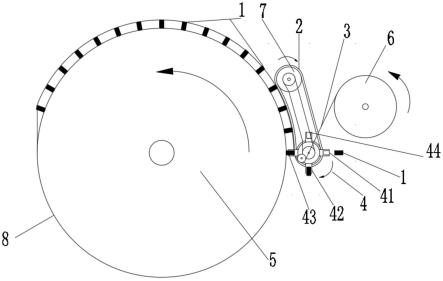
10.图1为本实用新型结构主视图示原理意图。
11.图2为本实用新型的结构俯视图原理示意图。
12.图中:
13.1—风道条;2—辅助压紧机构;21—伴随压带;22—压带传送机构;3—浸胶纱带;
4—布撑条机构;41—上撑条位;42—备搭位;43—正搭位;44—释条位;5—绕线机主盘;6—纱带传送机构;8—大型绕组线圈;9—预捆紧机构。
具体实施方式
14.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图对本实用新型进行进一步的详细说明。应当理解,此处所描述的具体实施例仅用于解释本实用新型,并不用于限定本实用新型。
15.参考图1和图2,本实用新型涉及一种大型绕组风道条排布装置,包括风道条1、浸胶纱带3、绕线机主盘5和待排布风道条1的大型绕组线圈8,各风道条1之间间隔有空隙进行排布,浸胶纱带3用于将排布好的风道条1压紧固定;其特征在于,还包括辅助压紧机构2、布撑条机构4和预捆紧机构9;辅助压紧机构2用于将浸胶纱带3预先压制到间隙排布的风道条1表面,预捆紧机构9用于通过固定浸胶纱带3头部将首个风道条1压紧固定;辅助压紧机构2包括伴随压带21和压带传送机构22;压带传送机构22通过同绕线机主盘5保持一致的速度带动伴随压带21将浸胶纱带3预先压制到间隙排布的风道条1表面;布撑条机构4用于将风道条1依次间隔排布在大型绕组线圈8上,布撑条机构4包括上撑条位41、备搭位42、正搭位43和释条位44;上撑条位41用于预备抓取风道条1,备搭位42用于抓取风道条1后预备投放,正搭位43用于投放抓取的风道条1;上撑条位41、备搭位42、正搭位43和释条位44按撑条机构4转轴为轴心排布,撑条机构4通过同绕线机主盘5保持一致的速度旋转依次变换上撑条位41、备搭位42、正搭位43和释条位44,将风道条1依次间隔排布在大型绕组线圈8上。
16.本实施例中,撑条机构4设置有两组,辅助压紧机构2设置有两组。
17.本实用新型可以和现有的任何绕线机连接,从绕线机上取回转盘信号,主动跟踪绕线机主盘速度,根据设定风道条(也称为撑条)数量,自动调整自身节奏,及时送出风道条,将风道条贴于线圈表面,辅助压紧机构压紧风道条并跟随绕线机主盘同步旋转,与预捆紧机构同时固定风道条,绕线机主盘旋转到一定角度,风道条便脱离辅助压紧机构,由预捆机构将风道条固定,在上述动作的同时,下一个风道条及时就位,循环动作。直至设定数量疏松定位完毕,本实用新型停止并退出工位,进行绕制浸胶纱带绝缘层的工作。
18.本实用新型具体的工作过程描述如下:
19.第一步:在屏幕上设定等分数
→
选择工作速度
→
按下“预布风道条”按钮
→
设备开始预转两圈
→
采集相关数据
→
停止
→
发出哔哔声响具备搭风道条条件;
20.第二步:调整好伴随压带的间隙
→
准备好浸胶纱带和风道条
→
给布风道条机构位上风道条
→
按“布风道条
”→
机器开始持续工作
→
风道条转到正搭位
→
伴随压带就将风道条压紧
→
同时浸胶纱带也会将风道条压紧
→
夹口松开
→
两者共同转过一定角度后伴随压带离开
→
浸胶纱带一直将风道条压紧,持续喂入风道条将按要求搭完所有风道条后停机。
21.本实用新型实现快速搭布撑条的同时自动分度,压紧,匀速步进,大大提高了大型绕组风道条排布效率,可达每分钟36拍,一般线圈二分钟结束过去半个小时的工作,并且分布均匀,造型美观一致。大大地降低了劳动强度,为实现无人操作提供了单工序解决方案。
22.本实用新型通过设置自动跟踪主机、自动动态排布、创新设计连续辅助压紧机构、预压紧机构达到如下目的:
23.1.提高工作效率,过去需要45分钟,使用该机器仅需2分钟。
24.2.降低对绕线技能的要求。
25.3.风道条均匀一致,产品美观。
26.4.移机方便,可一台排布机伺服多台绕线机,成本摊下来较低。
27.以上内容是结合具体实施例对本实用新型所作的进一步详细说明,不能认定本实用新型的具体实施只限于此。对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型构思的前提下做出若干等同替代或明显变型,且性能或用途相同,都应当视为属于本实用新型由所提交的权利要求书确定的专利保护范围。
技术特征:
1.一种大型绕组风道条排布装置,包括风道条(1)、浸胶纱带(3)、绕线机主盘(5)和待排布风道条(1)的大型绕组线圈(8),各风道条(1)之间间隔有空隙进行排布,浸胶纱带(3)用于将排布好的风道条(1)压紧固定;其特征在于,还包括辅助压紧机构(2)、布撑条机构(4)和预捆紧机构(9);辅助压紧机构(2)用于将浸胶纱带(3)预先压制到间隙排布的风道条(1)表面,预捆紧机构(9)用于通过固定浸胶纱带(3)头部将首个风道条(1)压紧固定;辅助压紧机构(2)包括伴随压带(21)和压带传送机构(22);压带传送机构(22)通过同绕线机主盘(5)保持一致的速度带动伴随压带(21)将浸胶纱带(3)预先压制到间隙排布的风道条(1)表面;布撑条机构(4)用于将风道条(1)依次间隔排布在大型绕组线圈(8)上,布撑条机构(4)包括上撑条位(41)、备搭位(42)、正搭位(43)和释条位(44);上撑条位(41)用于预备抓取风道条(1),备搭位(42)用于抓取风道条(1)后预备投放,正搭位(43)用于投放抓取的风道条(1);上撑条位(41)、备搭位(42)、正搭位(43)和释条位(44)按撑条机构(4)转轴为轴心排布,撑条机构(4)通过同绕线机主盘(5)保持一致的速度旋转依次变换上撑条位(41)、备搭位(42)、正搭位(43)和释条位(44),将风道条(1)依次间隔排布在大型绕组线圈(8)上。2.根据权利要求1所述的大型绕组风道条排布装置,其特征在于:撑条机构(4)设置有两组以上。3.根据权利要求1所述的大型绕组风道条排布装置,其特征在于:辅助压紧机构(2)设置有两组以上。
技术总结
本实用新型公开了一种大型绕组风道条排布装置,包括辅助压紧机构、布撑条机构和预捆紧机构;辅助压紧机构用于将浸胶纱带预先压制到间隙排布的风道条表面,预捆紧机构用于通过固定浸胶纱带头部将首个风道条压紧固定;辅助压紧机构包括伴随压带和压带传送机构;压带传送机构通过同绕线机主盘保持一致的速度带动伴随压带将浸胶纱带预先压制到间隙排布的风道条表面;布撑条机构用于将风道条依次间隔排布在大型绕组线圈上,本实用新型实现快速搭布撑条的同时自动分度,压紧,匀速步进,大大提高了大型绕组风道条排布效率。了大型绕组风道条排布效率。了大型绕组风道条排布效率。
技术研发人员:刘刚铭
受保护的技术使用者:陕西红枫电气有限公司
技术研发日:2022.05.17
技术公布日:2022/8/19
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1