电动机、送风机以及空调装置的制作方法
1.本公开涉及电动机、送风机以及空调装置。
背景技术:
2.以往,已知有利用模制树脂部覆盖定子的电动机(例如参照专利文献1)。
3.现有技术文献
4.专利文献
5.专利文献1:国际公开第2018/179025(参照图1)
技术实现要素:
6.发明要解决的课题
7.为了降低这样的电动机的振动以及噪音,可考虑提高模制树脂部的强度。但是,在该情况下,树脂的使用量增多,制造成本上升。
8.本公开是为了解决上述课题而完成的,其目的在于降低电动机的振动以及噪音。
9.用于解决课题的方案
10.本公开的电动机具有转子、包围转子的定子、加强部件、以及覆盖定子和加强部件的模制树脂部。加强部件的拉伸强度比模制树脂部的拉伸强度高。
11.另外,本公开的电动机具有转子、包围转子的定子、加强部件、以及覆盖定子和加强部件的模制树脂部。加强部件的弹性模量比模制树脂部的弹性模量低。
12.发明的效果
13.在本公开中,通过使用拉伸强度比模制树脂部高的加强部件,能够提高针对振动的耐性,降低电动机的振动以及噪音。另外,通过使用弹性模量比模制树脂部低的加强部件,能够利用加强部件吸收振动,降低电动机的振动以及噪音。
附图说明
14.图1是表示实施方式1的电动机的局部剖视图。
15.图2是表示实施方式1的转子的剖视图。
16.图3是表示实施方式1的模制定子的剖视图。
17.图4是表示实施方式1的定子的俯视图(a)以及侧视图(b)。
18.图5是表示实施方式1的定子、电路基板以及基板按压部件的俯视图(a)以及侧视图(b)。
19.图6是表示实施方式1的定子、电路基板、基板按压部件以及加强部件的侧视图。
20.图7是表示实施方式1的模制定子的俯视图(a)以及侧视图(b)。
21.图8是表示在实施方式1的电动机的制造工序中使用的模具的剖视图。
22.图9是表示实施方式1的电动机的制造工序的流程图。
23.图10是表示实施方式2的电动机的局部剖视图。
24.图11是表示实施方式2的模制定子的剖视图。
25.图12是表示实施方式3的模制定子的图。
26.图13是表示实施方式4的定子的图。
27.图14是表示实施方式5的转子的剖视图。
28.图15是表示能够应用各实施方式的电动机的空调装置的图(a)以及表示室外机的剖视图(b)。
具体实施方式
29.实施方式1.
30.《电动机1的结构》
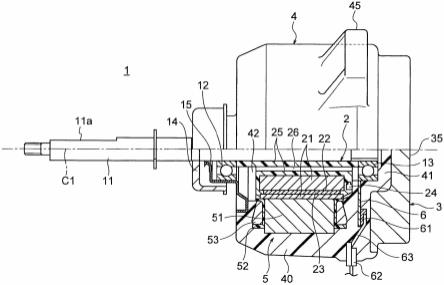
31.图1是表示实施方式1中的电动机1的局部剖视图。电动机1例如用于空调装置的送风机。
32.电动机1包括具有轴11的转子2和模制定子4。模制定子4具有包围转子2的环形的定子5、电路基板6、加强部件3以及覆盖它们的模制树脂部40。轴11是转子2的旋转轴。
33.在以下的说明中,将作为轴11的中心轴线的轴线c1的方向称为“轴向”。将以轴11的轴线c1为中心的周向设为“周向”,在图2等中用箭头r1表示。将以轴11的轴线c1为中心的半径方向称为“径向”。
34.轴11从模制定子4向图1中的左侧突出,在形成于该突出部的安装部11a安装例如送风机的叶轮505(图15(a))。因此,将轴11的突出侧(图1中的左侧)称为“负载侧”,将相反侧(图1中的右侧)称为“负载相反侧”。
35.《转子2的结构》
36.图2是表示转子2的剖视图。如图2所示,转子2具有轴11、配置在轴11的径向外侧的转子铁芯21、埋入转子铁芯21的多个磁铁23、以及设置在轴11与转子铁芯21之间的树脂部25。
37.转子铁芯21是以轴线c1为中心的环形的部件,设置在轴11的径向外侧。转子铁芯21是将多个电磁钢板在轴向上层叠并通过铆接、焊接或粘接在轴向上固定而成的。电磁钢板的板厚例如为0.1mm~0.7mm。
38.转子铁芯21具有多个磁铁插入孔22。磁铁插入孔22在周向上等间隔且距轴线c1等距离地配置。磁铁插入孔22的数量在此为5。
39.磁铁插入孔22在与通过其周向中心的径向的直线正交的方向上呈直线状延伸。需要说明的是,磁铁插入孔22也可以具有周向中心向轴线c1侧突出的v字形状。
40.在磁铁插入孔22的周向两侧形成有作为空隙部的磁通屏障27。在磁通屏障27与转子铁芯21的外周之间形成有薄壁部。为了抑制相邻的磁极之间的漏磁通,薄壁部的厚度例如设定为与电磁钢板的板厚同等。
41.在各磁铁插入孔22中插入有作为永磁铁的磁铁23。磁铁23例如由包含钕(nd)、铁(fe)以及硼(b)的稀土类磁铁、或者包含钐(sm)、铁以及氮(n)的稀土类磁铁构成。磁铁23具有平板形状,与轴向正交的截面形状为矩形。磁铁23也称为主磁铁。
42.5个磁铁23在径向外侧具有彼此相同的磁极。在转子铁芯21中,在周向上相邻的磁铁23之间的区域形成有与磁铁23相反的磁极。
43.因此,在转子2中,由磁铁23构成的5个磁铁磁极p1和由转子铁芯21构成的5个假想磁极p2在周向上交替排列。这样的转子2被称为换向极型的转子。
44.以下,在简称为“磁极”的情况下,包括磁铁磁极p1和假想磁极p2双方。转子2的极数为10。转子2的磁极p1、p2在周向上等角度间隔地配置。磁铁磁极p1与假想磁极p2之间成为极间m。
45.转子铁芯21的外周在与轴向正交的截面中具有所谓的花圆形。换句话说,转子铁芯21的外周在磁极p1、p2各自的极中心外径最大,在极间m外径最小,从极中心到极间m为弧形。转子铁芯21的外周不限于花圆形,也可以是圆形。
46.在此,将转子2的极数设为10,但极数为4以上的偶数即可。另外,在此,在一个磁铁插入孔22中配置有一个磁铁23,但也可以在一个磁铁插入孔22中配置两个以上的磁铁23。
47.在轴11与转子铁芯21之间设置有非磁性的树脂部25。树脂部25将轴11和转子铁芯21保持为相互分离的状态。树脂部25优选由聚对苯二甲酸丁二醇酯(pbt)等热塑性树脂构成。
48.树脂部25具备:固定于轴11的环形的内筒部25a、固定于转子铁芯21的内周的环形的外筒部25c、以及将内筒部25a与外筒部25c连结的多个肋25b。肋25b在周向上等间隔地配置。肋25b的数量例如为极数的一半,在此为5。
49.在树脂部25的内筒部25a的内侧固定有轴11。肋25b在周向上等间隔地配置,从内筒部25a向径向外侧呈放射状地延伸。在周向上相邻的肋25b之间形成有空腔部26。在此,肋25b的数量为极数的一半,肋25b的周向位置与假想磁极p2的极中心一致,但并不限定于这样的数量以及配置。
50.如图1所示,以在轴向上与转子铁芯21相向的方式配置有传感器磁铁24。传感器磁铁24由树脂部25保持。传感器磁铁24的磁场由安装于电路基板6的磁传感器检测,由此检测转子2的周向上的位置、即旋转位置。
51.《模制定子4的结构》
52.图3是表示模制定子4的剖视图。如上所述,模制定子4具有定子5、电路基板6、加强部件3以及模制树脂部40。定子5具有定子铁芯51、设置于定子铁芯51的绝缘部52、以及隔着绝缘部52卷绕于定子铁芯51的线圈53。
53.定子铁芯51是将多个电磁钢板在轴向上层叠并通过铆接、焊接或粘接在轴向上固定而成的。电磁钢板的板厚例如为0.1mm~0.7mm。
54.模制树脂部40由模制树脂、例如bmc(团状模塑料)等热固性树脂形成。bmc以不饱和聚酯为主成分,添加有玻璃纤维等加强材料。另外,也可以由pbt等热塑性树脂形成模制树脂部40。
55.模制树脂部40在负载相反侧具有轴承支承部41,在负载侧具有开口部42。转子2(图1)从开口部42被插入到模制定子4的内部的中空部分。
56.返回到图1,在模制树脂部40的开口部42安装有金属制的托架15。在该托架15保持有对轴11进行支承的一方的轴承12。另外,在托架15的外侧安装有用于防止水等的侵入的盖14。模制树脂部40的轴承支承部41具有圆筒状的内周面,在该内周面保持有对轴11进行支承的另一方的轴承13。
57.模制树脂部40具有安装于电动机支架10的安装腿45。如后所述,安装腿45以轴线
c1为中心以90度间隔设置有四个。
58.模制树脂部40的安装腿45具有作为孔部的安装部46。模制树脂部40的安装腿45通过螺钉48固定于例如室外机501的框架509(图15(b))。
59.图4(a)是表示定子铁芯51、绝缘部52以及线圈53的俯视图。图4(b)是表示定子铁芯51、绝缘部52以及线圈53的侧视图。定子铁芯51具有以轴线c1为中心的环形的磁轭51a和从磁轭51a向径向内侧延伸的多个齿51b。齿51b的数量在此为12,但并不限定于此。在图4(a)中,用虚线表示两个齿51b。
60.线圈53例如是磁导线,隔着绝缘部52卷绕在齿51b的周围。绝缘部52例如由pbt等热塑性树脂形成。绝缘部52通过将热塑性树脂与定子铁芯51一体成形、或者将热塑性树脂的成形体组装于定子铁芯51而形成。
61.绝缘部52在线圈53的径向内侧以及径向外侧分别具有壁部,从径向两侧引导线圈53。在绝缘部52安装有多个端子57。线圈53的端部例如通过熔合(热铆接)或焊锡等与端子57连接。
62.在绝缘部52还设置有用于固定电路基板6的多个突起56。突起56插通于在电路基板6形成的安装孔。
63.返回到图1,在定子5的负载相反侧配置有电路基板6。电路基板6是安装有用于驱动电动机1的功率晶体管等驱动电路61的印刷基板,配线有引线63。电路基板6的引线63从安装于模制树脂部40的外周部分的引线引出部件62向电动机1的外部引出。
64.图5(a)是表示定子5、电路基板6以及基板按压部件7的俯视图。图5(b)是表示定子5、电路基板6以及基板按压部件7的侧视图。电路基板6以其板面与轴向正交的方式配置。在电路基板6的径向中央部形成有用于确保轴承13(图1)的收容空间的开口部。在电路基板6的外周部分安装有上述引线引出部件62。
65.在相对于电路基板6与定子5相反的一侧,设置有作为支承部件的基板按压部件7。基板按压部件7是为了在模制成形时抑制电路基板6的变形而设置的,例如由pbt等树脂构成。
66.基板按压部件7具有沿着电路基板6的外周延伸的肋71、沿着电路基板6的内周延伸的肋72、以及将这些肋71、72连结的肋73,形成为骨架状。但是,基板按压部件7的形状并不限定于这种形状。
67.基板按压部件7具有使绝缘部52的突起56插通的安装孔76。绝缘部52从安装孔76向轴向突出。通过对突起56的突出的前端进行热熔敷或超声波熔敷,从而将电路基板6以及基板按压部件7固定于定子5。
68.基板按压部件7具有向与定子5相反的一侧突出的多个凸部75。凸部75分别形成于肋71、72、73,分散配置于基板按压部件7的整体。凸部75是支承加强部件3的支承部。需要说明的是,在图1~3中省略了基板按压部件7。
69.图6是表示定子5、电路基板6、基板按压部件7以及加强部件3的侧视图。加强部件3由基板按压部件7的凸部75支承。由定子5、电路基板6、基板按压部件7以及加强部件3构成定子组装体50。
70.加强部件3例如由金属形成,更具体地说,由铁或铝形成。加强部件3具有主部30、凸缘部31以及腿部32。主部30是在与轴向正交的面内具有圆形的板状部分。凸缘部31在主
部30的定子5侧沿着主部30的外周形成为环形。腿部32从凸缘部31向径向外侧延伸。
71.返回到图3,加强部件3在轴向上在与定子5相反的一侧具有表面35,在定子5侧具有凹陷部36。表面35例如是与轴向正交的平面。凹陷部36是收容轴承13(图1)的部分。
72.加强部件3的一部分、定子5、电路基板6以及基板按压部件7被模制树脂部40(图1)覆盖,构成模制定子4。加强部件3的腿部32被模制树脂部40覆盖。另一方面,加强部件3的主部30的表面35和外周面以及凸缘部31的表面从模制树脂部40露出。
73.加强部件3中的被模制树脂部40覆盖的部分、例如腿部32也称为第一部分。加强部件3中的从模制树脂部40露出的部分、例如主部30的表面35和外周面以及凸缘部31的表面也称为第二部分。
74.图7(a)以及(b)是表示模制定子4的俯视图以及侧视图。如图7(a)所示,模制树脂部40具有距轴线c1等距离地配置的多个安装腿45。在此,四个安装腿45以轴线c1为中心以90度间隔形成。但是,安装腿45的数量并不限定于四个。
75.安装腿45具有作为孔部的安装部46。安装部46是供固定电动机1的螺钉48(图15(b))插通的部分。另外,安装部46通过在模制成形时树脂不流入模具200(图8)的定位销209所在的部位而形成。
76.安装部46的内周面在与轴向正交的面内为圆形。另外,安装部46的内周面与轴向平行。需要说明的是,安装部46不限于孔部,也可以是凹部。在该情况下,优选凹部的内周面在与轴向正交的面内为圆弧形。
77.多个腿部32从加强部件3的凸缘部31向径向外侧延伸。多个腿部32距轴线c1等距离地形成,另外,以轴线c1为中心等间隔地形成。
78.在此,与模制树脂部40的安装腿45相同数量的腿部32分别形成于与安装腿45对应的位置。即,四个腿部32以轴线c1为中心以90度间隔形成。
79.在腿部32的前端部即径向外侧的端部形成有作为凹部的安装部33。腿部32的安装部33形成于在轴向上与安装腿45的安装部46重叠的位置。
80.安装部33的内周面在与轴向正交的面内为圆弧形,更具体地说为半圆形。另外,安装部33的内周面与轴向平行。安装部33具有通过与模具200(图8)的定位销209抵接而在周向上对加强部件3进行定位的作用。需要说明的是,安装部33不限于凹部,也可以是孔部。在该情况下,优选孔部的内周面在与轴向正交的面内为圆形。
81.《电动机1的制造方法》
82.接着,对电动机1的制造工序进行说明。图8是表示在电动机1的制造工序中使用的模具200的剖视图。模具200具备能够开闭的上模201和下模202,在两者之间形成型腔204。在下模202形成有作为向型腔204注入树脂的流路的浇口208。
83.在上模201形成有收容加强部件3的加强部件收容部203。另外,在上模201形成有与加强部件3的凸缘部31抵接的抵接面210。
84.在下模202形成有向型腔204内突出的圆柱状的中芯205。中芯205是与定子铁芯51的内侧卡合的部分。在中芯205的下端部形成有比中芯205向径向外侧伸出的大径部206。该大径部206是与模制定子4的开口部42(图3)对应的部分。
85.在下模202设置有与加强部件3的安装部33卡合的作为定位部件的定位销209。定位销209在型腔204内沿轴向延伸。
86.图9是表示电动机1的制造工序的流程图。首先,将多个电磁钢板在轴向上层叠,通过铆接等进行固定,形成定子铁芯51(步骤s101)。接着,在定子铁芯51上安装绝缘部52,或者一体成形(步骤s102)。进而,在定子铁芯51上隔着绝缘部52卷绕线圈53(步骤s103)。由此,形成定子5。
87.接着,在定子5上安装电路基板6以及基板按压部件7(步骤s104)。此时,将定子5的绝缘部52的突起56(图5(b))插通于电路基板6的安装孔以及基板按压部件7的安装孔76(图5(a)),通过对突起56的前端进行热熔敷等,从而将电路基板6以及基板按压部件7固定于定子5。
88.接着,在定子5上的基板按压部件7安装加强部件3(步骤s105)。加强部件3以载置于基板按压部件7的凸部75的状态被支承。由此,得到由定子5、电路基板6、基板按压部件7以及加强部件3构成的定子组装体50(图6)。
89.接着,将该定子组装体50设置在模具200内,进行模制成形(步骤s106)。
90.具体而言,首先,使模具200的上模201向上方移动而打开型腔204,在型腔204内设置定子组装体50。此时,通过使模具200的定位销209与加强部件3的安装部33卡合,从而将定子组装体50在型腔204内定位。
91.加强部件3的安装部33距轴线c1等距离且在周向上等间隔地形成有多个,因此,能够在型腔204内将定子组装体50的周向位置改变为多种。引线引出部件62的一部分以及引线63的一部分向型腔204的外部突出。
92.在型腔204内设置定子组装体50之后,使上模201向下方移动而关闭型腔204,将熔融状态的模制树脂从浇口208注入型腔204。被注入到型腔204中的模制树脂覆盖定子组装体50。
93.在使用热固性树脂作为模制树脂的情况下,在向型腔204注入模制树脂之后,对模具200进行加热,从而使型腔204内的模制树脂固化。由此,形成用模制树脂部40覆盖定子组装体50的模制定子4。
94.需要说明的是,在模制定子4的模制树脂部40中,树脂不会流入定位销209所在的部分,因此,形成安装部46(图7(a))。
95.与步骤s101~s106分开地形成转子2。即,将多个电磁钢板在轴向上层叠,通过铆接等进行固定而形成转子铁芯21,将磁铁23插入磁铁插入孔22。进而,利用成为树脂部25的树脂将轴11、转子铁芯21、磁铁23以及传感器磁铁24一体成形。由此,形成转子2。
96.之后,在转子2的轴11上安装轴承12、13,从模制定子4的开口部42插入定子5的内侧部分(步骤s107)。另外,将托架15安装于模制定子4的开口部42,在托架15的外侧安装盖14。由此,电动机1完成。
97.《作用》
98.接着,对实施方式1中的振动以及噪音的降低作用进行说明。在换向极型的转子2中,设置有磁铁23的磁铁磁极p1的磁通密度比未设置磁铁23的假想磁极p2的磁通密度大。
99.因此,作用于转子2与定子5的齿51b之间的磁吸引力在磁铁磁极p1处较大,在假想磁极p2处较小。由此,在转子2旋转时,径向的激振力作用于转子2。
100.作用于转子2的径向激振力成为电动机1的振动以及噪音的原因。为了降低电动机1的振动以及噪音,可考虑增加模制树脂的量来提高模制树脂部40的强度,但制造成本增
加。
101.因此,在该实施方式1中,利用模制树脂部40将定子5和加强部件3一体成形。加强部件3由拉伸强度比模制树脂部40高的材料形成。
102.如上所述,模制树脂部40例如由bmc或pbt形成。bmc的拉伸强度为50~250mpa。pbt的拉伸强度为50~250mpa。
103.另一方面,加强部件3例如由铁或铝形成。铁的拉伸强度为400~600mpa。铝的拉伸强度为300~500mpa。
104.这样,通过利用模制树脂将拉伸强度高的加强部件3与定子5一起一体成形,从而能够提高针对转子2旋转时产生的振动的耐性。因此,能够降低电动机1的振动以及噪音。
105.另外,由于不需要增加模制树脂的使用量,因此,能够抑制制造成本的增加。
106.在此,加强部件3由铁或铝形成,但只要拉伸强度比模制树脂部40高,则也可以由其他金属形成,或者也可以由树脂形成。在该情况下,也能够提高振动耐性,降低电动机1的振动以及噪音。
107.接着,对振动以及噪音的降低以外的作用进行说明。如上所述,模制树脂部40由bmc或pbt等树脂形成,加强部件3由铁或铝等金属形成。
108.bmc的导热系数为0.1~1w/m
·
k,pbt的导热系数为0.1~1w/m
·
k。与此相对,铁的导热系数为30~80w/m
·
k,铝的导热系数为80~300w/m
·
k。
109.这样,加强部件3的导热系数比模制树脂部40的导热系数高,因此,能够将由电动机1的线圈53以及电路基板6产生的热经由加强部件3高效地向电动机1的外部散热,能够抑制电动机1的温度上升。
110.另外,模制树脂部40由bmc等非磁性的树脂形成。因此,能够通过模制树脂部40抑制向电动机1的外部的磁通泄漏。通过这样抑制漏磁通,能够提高电动机效率。
111.另外,加强部件3具有安装部33,模制树脂部40具有安装腿45,因此,能够将这些安装部33、46用作螺钉48(图15(b))的插通孔。
112.《实施方式的效果》
113.如以上说明的那样,实施方式1的电动机1具有转子2、定子5、加强部件3、以及覆盖定子5和加强部件3的模制树脂部40。加强部件3的拉伸强度比模制树脂部40的拉伸强度高。因此,能够提高振动耐性,降低电动机1的振动以及噪音。
114.另外,由于定子5和加强部件3被模制树脂部40覆盖,因此,与将加强部件3从外侧安装于模制定子4的情况相比,不需要螺纹固定、压入等工序,能够减少工序数。
115.特别是,由于加强部件3由铁或铝等金属形成,因此,能够提高振动耐性,提高振动以及噪音的降低效果。
116.另外,由于加强部件3的导热系数比模制树脂部40的导热系数高,因此,能够将由电动机1产生的热从加强部件3向外部散热。
117.另外,由于模制树脂部40为非磁性,因此,能够抑制向电动机1的外部的磁通泄漏,提高电动机效率。
118.另外,由于模制树脂部40由bmc等热固性树脂形成,因此,能够得到高的尺寸稳定性。因此,能够提高模制树脂部40的形状以及重量的平衡,提高电动机1的静音性。需要说明的是,在由pbt等热塑性树脂形成模制树脂部40的情况下,能够进行模制树脂的再利用。
119.另外,由于加强部件3被基板按压部件7支承,因此,能够利用共用的部件进行模制成形时的电路基板6的变形防止和加强部件3的支承。
120.另外,由于加强部件3具有被模制树脂部40覆盖的腿部32(第一部分)和从模制树脂部40露出的主部30以及凸缘部31(第二部分),因此,能够将由电动机1产生的热从加强部件3的露出部向外部散热,能够提高散热效果。
121.另外,由于在腿部32形成有具有与轴线c1平行的内周面的安装部33,因此,能够使该内周面与模具200的定位销209抵接,在模具200内对定子组装体50进行定位。
122.另外,由于模制树脂部40距轴线c1等距离地具有多个安装部46,加强部件3距轴线c1等距离地具有多个安装部33,因此,即便在模具200内改变定子组装体50的旋转位置,也能够对定子组装体50进行定位。
123.另外,由于模制树脂部40的安装部46以及加强部件3的安装部33为圆形或圆弧形,因此,能够简化模具200的定位销209的结构。
124.另外,由于转子2是具有磁铁磁极p1和假想磁极p2的换向极型,容易产生径向激振力,因此,设置加强部件3所带来的振动以及噪音的降低效果特别有效。
125.另外,由于加强部件3配置在定子5的轴向的一方侧,因此,能够实现振动以及噪音的降低而不会使电动机1在径向上大型化。
126.实施方式2.
127.接着,对实施方式2进行说明。图10是表示实施方式2的电动机1a的剖视图。图11是表示实施方式2的模制定子4a的截面。在实施方式2中,电动机1a的加强部件3a的材质与实施方式1不同。加强部件3a的形状与实施方式1的加强部件3相同。
128.实施方式2的加强部件3a由弹性模量比模制树脂部40低的材料形成。模制树脂部40如在实施方式1中说明的那样,例如由bmc或pbt形成。bmc的弹性模量为3~20gpa。pbt的弹性模量为3~20gpa。
129.与此相对,加强部件3a例如由橡胶形成,更具体地说由有机硅橡胶形成。有机硅橡胶的弹性模量为0.5~1.5mpa。
130.这样,由于加强部件3a由弹性模量比模制树脂部40低的材料形成,因此,能够利用加强部件3a吸收转子2旋转时产生的振动。由此,能够降低电动机1的振动以及噪音。特别是,由于有机硅橡胶等橡胶具有较高的振动吸收性能,因此,能够有效地降低电动机1的振动以及噪音。
131.加强部件3a不限于有机硅橡胶,只要由弹性模量比模制树脂部40低的材料形成即可。但是,在具有较高的振动吸收性能这一点上,优选橡胶。
132.另外,如在实施方式1中也说明的那样,如果加强部件3a的导热系数比模制树脂部40的导热系数高,则能够得到将电动机1的热高效地向外部散热的效果。
133.bmc的导热系数为0.1~1w/m
·
k,pbt的导热系数为0.1~1w/m
·
k。与此相对,作为加强部件3a的一例的有机硅橡胶的导热系数为1~5w/m
·
k。这样,由于加强部件3a的导热系数比模制树脂部40的导热系数高,因此,能够将电动机1的热高效地向外部散热。
134.另外,如果加强部件3a的耐热温度比模制成形时的成形温度高,则能够进行在实施方式1中说明的模制成形。
135.由bmc成形模制树脂部40的情况下的成形温度为130~200℃,有机硅橡胶的耐热
温度为100~350℃。在该温度范围中,通过使加强部件3a的耐热温度比bmc的成形温度高,能够利用模制树脂将加强部件3a与定子5以及电路基板6(图6)等一起一体成形。
136.另外,由pbt成形模制树脂部40的情况下的成形温度为230~280℃,有机硅橡胶的耐热温度为100~350℃。在该温度范围中,通过使加强部件3a的耐热温度比pbt的成形温度高,能够利用模制树脂将加强部件3a与定子5以及电路基板6(图6)等一起一体成形。
137.实施方式2的电动机1a除了上述点以外,与实施方式1的电动机1同样地构成。
138.如以上说明的那样,实施方式2的电动机1a具有转子2、定子5、加强部件3a、以及覆盖定子5和加强部件3a的模制树脂部40。加强部件3a的弹性模量比模制树脂部40的弹性模量低。因此,能够利用加强部件3a吸收振动,降低电动机1的振动以及噪音。
139.特别是,由于有机硅橡胶等橡胶具有较高的振动吸收性能,因此,能够有效地降低电动机1的振动以及噪音。
140.另外,如果加强部件3a的导热系数比模制树脂部40的导热系数高,则能够发挥将电动机1的热向外部散热的效果。
141.实施方式3.
142.接着,对实施方式3进行说明。图12是表示实施方式3的模制定子4b的俯视图。在实施方式3中,加强部件3b以及模制树脂部40b的形状与实施方式1、2不同。
143.在加强部件3b的外周形成有作为凹部的安装部38。安装部38的内周面在与轴向正交的面内为圆弧形,更具体地说为半圆形。另外,安装部38的内周面与轴向平行。
144.加强部件3b的安装部38在周向上等间隔地形成有多个。在此,两个安装部38以轴线c1为中心以180度间隔形成。
145.在模制成形时,能够使加强部件3b的安装部38与设置于模具200的定位部件抵接。由此,能够将包括加强部件3b的定子组装体50(图6)在模具200内定位。
146.在模制树脂部40中,在与加强部件3的安装部38对应的位置形成有作为凹部的安装部49。安装部49的内周面在与轴向正交的面内为圆弧形,更具体地说为半圆形。另外,安装部49的内周面与轴向平行。
147.模制树脂部40的安装部49是通过使树脂不流入模具200的定位部件所在的部位而形成的部分。即,加强部件3b的安装部38是从模制树脂部40露出的部分(第二部分)。
148.实施方式3的电动机除了上述点以外,与实施方式1的电动机1同样地构成。另外,也可以使用在实施方式2中说明的加强部件3a。
149.在实施方式3中,通过使加强部件3b的安装部38与模具200的定位部件抵接,能够将包括加强部件3b的定子组装体50(图6)在模具200内定位。因此,能够提高模具200内的定子组装体50的位置精度,提高电动机1的尺寸精度。
150.实施方式4.
151.接着,对实施方式4进行说明。图13是表示实施方式4的定子组装体50c的侧视图。在上述实施方式1中,加强部件3由基板按压部件7(图6)支承。
152.与此相对,在实施方式4中,如图13所示,加强部件3由定子5支承。更具体地说,通过竖立设置于定子5的绝缘部52的多个突起58来支承加强部件3。通过在定子5上安装加强部件3,形成定子组装体50c。
153.实施方式4的电动机除了上述点以外,与实施方式1的电动机1同样地构成。另外,
也可以使用在实施方式2中说明的加强部件3a、或者在实施方式3中说明的加强部件3b。
154.加强部件3b的材质可以与实施方式1的加强部件3相同,也可以与实施方式2的加强部件3a相同。另外,在实施方式4中,未设置电路基板6以及基板按压部件7。
155.通过将定子组装体50c设置在模具200(图8)内并进行模制成形,能够利用模制树脂部40(图1)将定子5和加强部件3一体成形。
156.在实施方式4中,由于加强部件3由定子5直接支承,因此,除了在实施方式1中说明的效果以外,还能够减少部件数量,降低制造成本。
157.实施方式5.
158.接着,对实施方式5进行说明。图14是表示实施方式5的转子2d的剖视图。上述实施方式1的转子2(图2)是具有磁铁磁极和假想磁极的换向极型。与此相对,实施方式5的转子2d是所有的磁极由磁铁磁极构成的非换向极型。
159.转子2d具有以轴线c1为中心的圆筒状的转子铁芯21。转子铁芯21是将多个电磁钢板在轴向上层叠并通过铆接、焊接或粘接固定而成的。电磁钢板的板厚例如为0.1mm~0.7mm。转子铁芯21在径向中心具有中心孔,在该中心孔中固定有轴11。
160.在转子铁芯21上,在周向上等间隔地配置有多个磁铁插入孔22。各磁铁插入孔22的形状如在实施方式1中说明的那样。在磁铁插入孔22的周向两侧形成有磁通屏障27。磁铁插入孔22的数量在此为10,但并不限定于10。
161.在各磁铁插入孔22中插入有磁铁23。磁铁23为平板状,与轴向正交的截面形状为矩形。磁铁23的材质以及形状如在实施方式1中说明的那样。
162.在周向上相邻的磁铁23以彼此相反的磁极朝向转子铁芯21的外周侧的方式配置。因此,转子2d的所有的磁极由磁铁23构成。在此,转子2d具有10个磁铁23,转子2d的磁极数为10极。
163.非换向极型的转子2d与换向极型的转子2相比磁铁23的数量多,但具有难以产生振动以及噪音的优点。
164.实施方式5的电动机除了上述点以外,与实施方式1的电动机1同样地构成。另外,也可以使用在实施方式2中说明的加强部件3a、或者在实施方式3中说明的加强部件3b。另外,如在实施方式4中说明的那样,也可以利用定子5支承加强部件3。
165.这样,即便在使用非换向极型的转子2d的情况下,通过利用模制树脂部40覆盖定子5和加强部件3,并且使加强部件3的拉伸强度比模制树脂部40的拉伸强度高、或者使加强部件3的导热系数比模制树脂部40的导热系数低,也能够降低电动机1的振动以及噪音。
166.《空调装置》
167.接着,对应用了上述各实施方式的电动机的空调装置进行说明。图15(a)是表示应用了实施方式1的电动机1的空调装置500的结构的图。空调装置500具备室外机501、室内机502以及将它们连接的制冷剂配管503。
168.室外机501具有例如作为螺旋桨式风扇的室外送风机510、压缩机504以及热交换器507。室外送风机510具有叶轮505和对其进行驱动的电动机1。电动机1的结构如在实施方式1中说明的那样。
169.图15(b)是室外机501的剖视图。电动机1通过螺钉48安装在配置于室外机501的壳体508内的框架509上。在电动机1的轴11上经由轮毂506安装有叶轮505。
170.在室外送风机510中,叶轮505通过电动机1的旋转而旋转,向热交换器507送风。在空调装置500的制冷运转时,利用室外送风机510的送风将由压缩机504压缩后的制冷剂在热交换器507(冷凝器)中冷凝时放出的热向室外放出。
171.室内机502(图15(a))具有例如作为横流风扇的室内送风机520和热交换器523。室内送风机520具有叶轮521和对其进行驱动的电动机522。
172.在室内送风机520中,叶轮521通过电动机522的旋转而旋转,向室内送风。在空调装置500的制冷运转时,利用室内送风机520的送风将制冷剂在热交换器523(蒸发器)中蒸发时被夺去热量的空气向室内吹送。
173.由于在实施方式1中说明的电动机1的振动以及噪音少,因此,能够提高室外送风机510的静音性。由此,能够提高空调装置500的静音性。
174.在此,在室外送风机510使用了实施方式1的电动机1,但在室外送风机510以及室内送风机520中的至少一方使用实施方式1的电动机1即可。另外,也可以代替实施方式1的电动机1而使用实施方式2~5中的任一个电动机。
175.另外,在实施方式1~5中说明的电动机1也可以搭载于空调装置的送风机以外的电气设备。
176.以上,对优选的实施方式进行了具体说明,但本公开并不限定于上述实施方式,能够进行各种改良或变形。
177.附图标记说明
178.1、1a电动机、2转子、3、3a、3b加强部件、4模制定子、5定子、6电路基板、7基板按压部件、11轴、21转子铁芯、30主部、31凸缘部、32腿部、33安装部、35表面、36凹陷部、38安装部、40模制树脂部、41轴承支承部、42开口部、45安装腿、46安装部、48螺钉、49安装部、50定子组装体、51定子铁芯、52绝缘部、53线圈、56突起、57端子、58突起(支承部)、61驱动电路、200模具、201上模、202下模、203加强部件收容部、204型腔、208浇口、209定位销、210抵接面、500空调装置、501室外机、502室内机、503制冷剂配管、505叶轮、506轮毂、508壳体、509框架、510室外送风机、520室内送风机、521叶轮。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1