一种线圈压入异步电机电机筒的加工设备的制作方法
1.本发明涉及一种加工设备,尤其是一种线圈压入异步电机电机筒的加工设备。
背景技术:
2.异步电动机电机筒种类很多,图1为其中的一种,其上有底脚1、内孔2和两个线孔3,图2为压入图1中电机筒的线圈,其上有多根电线4,线圈压入电机筒的内孔2后,电线4需分成两份分别从两个线孔3穿出。现有的加工方式是人工取一电机筒,放入一液压机的工装内,将一线圈放入该电机筒的内孔2内,放入前先将全部电线4放在内孔2内,液压机压入,将线圈压入电机筒的内孔2内,完成压装工作,再从工装中取出,再将内孔2处的电线4分成两份分别从两个线孔3穿出。在液压机压入刚开始时,要保证线圈和电机筒同心。这种加工方式大多是人工完成,效率不高,自动化程度低下。
技术实现要素:
3.本发明的目的在于提供一种线圈压入异步电机电机筒的加工设备,该设备不但实现将线圈压入电机筒,而且将线圈的电线自动穿出,提高了自动化程度。
4.本发明一种线圈压入异步电机电机筒的加工设备是这样实现的:该一种线圈压入异步电机电机筒的加工设备包括穿线装置 、压紧装置、加工装置和机架;所述的穿线装置包括气缸一、移动板一、弹簧、移动板二、穿线滑台气缸和穿线板;所述的气缸一固连在机架上,气缸一上的移动杆与移动板一固连;所述的移动板二安置在机架上,并与机架形成一移动副;所述的移动板一安置在移动板二上,并与移动板二形成一移动副;所述的弹簧安置在移动板一上,弹簧一端顶着移动板一,另一端顶着移动板二;所述的穿线滑台气缸固连在移动板二上;所述的穿线板固连在穿线滑台气缸的移动滑台上,穿线板上有两处穿线缺口;所述的压紧装置包括压紧气缸和压紧板;所述的压紧气缸固连在机架上;所述的压紧板固连在压紧气缸的移动杆;所述的加工装置包括加工液压缸 、压头和定位板;所述的加工液压缸固连在机架上,加工液压缸的移动杆与压头固连;所述的压头安置在机架上,并与机架形成一移动副,压头上有推动端,压头位于半圆孔处;所述的定位板固连在机架上,定位板上有半圆孔和槽孔,半圆孔定位安放线圈,槽孔处通过定位安放电机筒的底脚来定位电机筒,半圆孔处定位安放的线圈正对着槽孔处定位安放电机筒的内孔;工作时通过定位电机筒的底脚将一电机筒定位安放在槽孔处,此时压紧板位于该电机筒的正上方,压紧气缸伸出移动杆压紧板压紧该电机筒;气缸一伸出移动杆,移动板一和移动板二移动,穿线板的两处穿线缺口通过槽孔处电机筒的内孔达到半圆孔处,移动板二到达推动端处,将一线圈定位安放半圆孔处,线圈的电线分成两份分别放在两处穿线缺口处,加工液压缸伸出移动杆,压头移动推动线圈往电机筒内孔方向压,同时推动端碰触移动板二带动移动板二一起移动,既而带动两个穿线缺口一起移动,加工液压缸完全伸出移动杆后,线圈已经完全压入电机筒内孔内完成压装工作,此时两个穿线缺口位于电机筒内孔内,并且两个穿线缺口分别位于电机筒的两个线孔的正下方,穿线滑台气缸伸出移动滑台,两个穿线缺口分别带动两份电
线穿过两个线孔,两份电线分别穿出两个线孔完成穿线工作。
5.本发明的有益效果是:提供一种线圈压入异步电机电机筒的加工设备,该设备不但实现将线圈压入电机筒,而且将线圈的电线穿出,提高了自动化程度。
附图说明
6.下面结合附图对本发明进一步说明。
7.图1是本发明中的加工工件电机筒的示意图。
8.图2是本发明中的加工工件线圈的示意图。
9.图3是本发明的整体结构示意图。
10.图4至图6是本发明中穿线装置的结构示意图。
11.图7是本发明中压紧装置的结构示意图。
12.图8是本发明中加工装置的结构示意图。
13.图9是本发明中附加一附加装置的结构示意图。
14.图中:1:底脚
ꢀꢀ
2:内孔
ꢀꢀ
3:线孔 4:电线 5:穿线装置
ꢀꢀ
6:压紧装置
ꢀꢀ
7:加工装置
ꢀꢀ
8:气缸一
ꢀꢀ
9:移动板一
ꢀꢀ
10:弹簧 11:移动板二
ꢀꢀ
12:穿线滑台气缸
ꢀꢀ
13:穿线板
ꢀꢀ
14:套筒
ꢀꢀ
15:穿线缺口
ꢀꢀ
16:压紧气缸 17:压紧板
ꢀꢀ
18:加工液压缸 19:压头
ꢀꢀ
20:定位板
ꢀꢀ
21:半圆孔
ꢀꢀ
22:槽孔
ꢀꢀ
23:推动端 24:附加气缸
ꢀꢀ
25:附加板 26:附加半圆孔。
具体实施方式
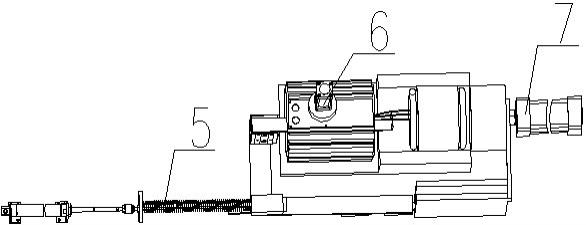
15.图3是本发明一种线圈压入异步电机电机筒的加工设备的整体结构示意图,图4至图8是本发明中各个装置的示意图;由图知,该一种线圈压入异步电机电机筒的加工设备包括穿线装置 5、压紧装置6、加工装置7和机架;由图4至图6知,所述的穿线装置5包括气缸一8、移动板一9、弹簧10、移动板二11、穿线滑台气缸12和穿线板13;所述的气缸一8固连在机架上,气缸一8上的移动杆与移动板一9固连;所述的移动板二11安置在机架上,并与机架形成一移动副;所述的移动板一9安置在移动板二11上,并与移动板二11形成一移动副;所述的弹簧10安置在移动板一9上,弹簧10一端顶着移动板一9,另一端顶着移动板二11(移动板一9固连有套筒14,套筒14限制移动板一9被弹簧10顶出的位置);所述的穿线滑台气缸12固连在移动板二11上;所述的穿线板13固连在穿线滑台气缸12的移动滑台上,穿线板13上有两处穿线缺口15;由图7知,所述的压紧装置6包括压紧气缸16和压紧板17;所述的压紧气缸16固连在机架上;所述的压紧板17固连在压紧气缸16的移动杆;由图8知,所述的加工装置7包括加工液压缸 18、压头19 和定位板20;所述的加工液压缸 18固连在机架上,加工液压缸 18的移动杆与压头固连;所述的压头19安置在机架上,并与机架形成一移动副,压头19上有推动端23,压头19位于半圆孔21处;所述的定位板20固连在机架上,定位板20上有半圆孔21和槽孔22,半圆孔21定位安放线圈,槽孔22处通过定位安放电机筒的底脚1来定位电机筒,半圆孔21处定位安放的线圈正对着槽孔22处定位安放电机筒的内孔2;工作时通过定位电机筒的底脚1将一电机筒定位安放在槽孔22处,此时压紧板17位于该电机筒的正上方,压紧气缸16伸出移动杆压紧板17压紧该电机筒;气缸一8伸出移动杆,移动板一9和移动板二11移动,穿线板13的两处穿线缺口15通过槽孔22处电机筒的内孔2达到半圆孔21处,移动板
二11到达推动端23处,将一线圈定位安放半圆孔21处,线圈的电线4分成两份分别放在两处穿线缺口15处,加工液压缸18伸出移动杆,压头19移动推动线圈往电机筒内孔方向压(压头19碰触线圈的定子压),同时推动端23碰触移动板二11带动移动板二11一起移动,既而带动两个穿线缺口15一起移动,加工液压缸18完全伸出移动杆后,线圈已经完全压入电机筒内孔2内完成压装工作,此时两个穿线缺口15位于电机筒内孔2内,并且两个穿线缺口15分别位于电机筒的两个线孔3的正下方,穿线滑台气缸12伸出移动滑台,两个穿线缺口15分别带动两份电线穿过两个线孔3,两份电线分别穿出两个线孔3完成穿线工作。
16.工作时本发明一种线圈压入异步电机电机筒的加工设备连接好气动系统、油路系统和控制器,接通电源、气源和油路,本发明分如下步骤工作:1)刚开始时,通过定位电机筒的底脚1将一电机筒定位安放在槽孔22处,此时压紧板17位于该电机筒的正上方。2)控制压紧气缸16伸出移动杆压紧板17压紧该电机筒。3)控制气缸一8伸出移动杆,移动板一9和移动板二11移动,穿线板13的两处穿线缺口15通过槽孔22处电机筒的内孔2达到半圆孔21处,移动板二11到达推动端23处。4)将一线圈定位安放半圆孔21处,线圈的电线4分成两份分别放在两处穿线缺口15处。5)控制加工液压缸 18伸出移动杆,压头19移动推动线圈往电机筒内孔方向压(压头19碰触线圈的定子压),同时推动端23碰触移动板二11带动移动板二11一起移动,既而带动两个穿线缺口15一起移动,弹簧10被压缩,加工液压缸18完全伸出移动杆后,线圈已经完全压入电机筒内孔2内(完成压装工作),此时两个穿线缺口15位于电机筒内孔2内,并且两个穿线缺口15分别位于电机筒的两个线孔3的正下方。6)控制穿线滑台气缸12伸出移动滑台,两个穿线缺口15分别带动两份电线穿过两个线孔3,两份电线分别穿出两个线孔3完成穿线工作,控制穿线滑台气缸12伸回移动滑台,两个穿线缺口15返回,而两份电线留在两个线孔3处。7)控制气缸一8伸回移动杆,移动板一9返回原位,带动移动板二11返回移动至原位,弹簧10恢复。8)控制加工液压缸 18伸回移动杆,压头19带动推动端23返回原位。9)控制压紧气缸16伸回移动杆压紧板17返回原位。10)取出安装好的成品放好。
17.图9是本发明中附加一附加装置的结构示意图。附加装置包括附加气缸24和附加板25;所述的附加气缸24固连在机架上,附加气缸24的移动杆与附加板25固连;所述的附加板25安置在机架上,并与机架形成一移动副,附加板25上有附加半圆孔26;附加气缸24伸出移动杆时,附加半圆孔26与半圆孔21形成一完整的圆孔,线圈在该完整的圆孔内定位,并且能够移动,完整的圆孔防止压装的时候线圈偏移。
18.除上述实施例外,本发明还有其他实施方式。凡采用等同替换或等效变换成的技术方案,均落在本发明要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1