电机、用于制造电机的定子/壳体装置的方法以及车辆与流程
1.本发明涉及一种电机、一种用于制造电机的定子/壳体装置的方法以及一种具有这种电机的车辆。
背景技术:
2.在电机中,已知将定子叠片铁芯压入壳体的壳体部分。在这种情况下,当所述部件不是由相同的材料制成时,出现所述部件之间的配合会发生变化的问题,特别是在电机的使用或操作温度范围较大的情况下。例如,当定子叠片铁芯的定子叠片由钢构成,而壳体部件由铝合金构成时,就是这种情况。由于铝的膨胀程度大于钢,所以电机加热时压配合变弱,冷却时压配合变强。在这方面,定子叠片铁芯滑过的问题在加热时出现,也就是说,在定子叠片铁芯和壳体部分之间发生不希望的相对旋转。在冷却时再次出现这样的问题:在某些情况下,定子叠片铁芯如此有力地推到壳体部分上,以至于所述壳体部分破裂。因此,必须选择壳体部分的壁厚,使得不会发生这种情况,结果增加了电机的重量。特别是当所述电机用于车辆时,这是非常不利的效果。通常,同样不利的是,壳体部分的内侧和定子叠片铁芯的外侧都必须以非常小的公差生产,结果定子叠片铁芯和壳体部分之间的压配合表现出可再生产的特性。在给定的上下文中,也可以设想,通过测量壳体部分的内直径和定子叠片铁芯的外直径,从大量的定子叠片铁芯和壳体部分中寻找合适的对,这同样需要大量的努力。
3.还已知将定子叠片铁芯拧到壳体上,或者在定子叠片铁芯和壳体之间设置互锁元件,例如导向键。在这种情况下,在定子叠片铁芯和壳体之间建立连接也需要很大的努力,并且有必要提供配合,即使对这种配合可能有不太严格的要求。为了在定子叠片铁芯和壳体之间使用互锁元件,定子叠片铁芯和壳体还需要相对于彼此正确取向,也就是说不相对于彼此旋转。这就对生产过程提出了严格的要求,因为首先必须将定子叠片铁芯压入壳体的壳体部分,其次必须遵守定子叠片铁芯和壳体之间的正确角度位置。
技术实现要素:
4.因此,本发明的一个目的是提供一种改进的电机、一种用于制造电机的定子/壳体装置的改进方法以及一种具有这种电机的改进车辆。特别是,应该克服上述缺点。特别是,应该简化电机的生产,但同时应该避免电机操作期间定子叠片铁芯和壳体之间的旋转。
5.本发明的目的通过一种用于制造具有定子和壳体的电机的定子/壳体装置的方法来实现,该方法包括以下步骤:
[0006]-提供壳体的壳体部分,所述壳体部分具有径向向内敞开的至少一个周向壳体槽,
[0007]-提供定子的定子叠片铁芯,所述定子叠片铁芯具有径向向外敞开的至少一个周向定子槽,
[0008]-将定子叠片铁芯放置或压入壳体部件中的位置,在该位置中,定子槽和壳体槽具有相交区域或重叠区域,以及
[0009]-将灌封化合物引入由定子槽和壳体槽形成的腔中,特别是通过管状喷枪。
[0010]
本发明的目的还通过一种电机来实现,该电机包括:
[0011]-具有壳体部分的壳体,所述壳体部分具有径向向内敞开的至少一个周向壳体槽,
[0012]-定子,所述定子布置在壳体部分中并且具有定子叠片铁芯,其中定子叠片铁芯具有径向向外敞开的至少一个周向定子槽,以及
[0013]-转子,所述转子布置在壳体中并且可旋转地安装在所述壳体中。
[0014]
最后,该目的还通过具有至少两个轮轴的车辆来实现,其中至少一个轮轴被驱动,其中所述驱动至少部分地或在部分时间里由上述电机来执行。
[0015]
开头提到的缺点可以通过提议的措施来克服。这是通过灌封化合物来实现的,该灌封化合物以液体或糊状形式被引入到由定子槽和壳体槽形成的容积中,并随后在那里固化。结果,在电机的生产过程中,定子叠片铁芯和壳体部分之间的特定角度位置不必以特别精确的方式被遵守,因为即使给定定子叠片铁芯和壳体部分之间的不精确的角度位置,液态或糊状的灌封化合物也可以容易地被引入,并且可以容易地匹配由定子槽和壳体槽产生的腔。其次,定子叠片铁芯和壳体部分之间的配合也不必选择得特别窄以防止它们之间的旋转,因为固化形式的灌封化合物在定子叠片铁芯和壳体部分之间形成互锁连接,并且即使定子叠片铁芯和壳体部分之间的压配合意图松动,也能有效地防止电机操作期间它们之间的旋转。结果,壳体部分可以具有相对薄壁的构造,这对于电机的重量具有积极的影响,并且特别有利于所述电机在车辆中的使用。
[0016]
本发明的进一步有利的改进和发展可以在从属权利要求和结合附图考虑的描述中找到。
[0017]
有利地,定子槽在定子叠片铁芯的一端封闭和/或壳体槽在壳体部分的一端封闭。以这种方式,当灌封化合物被引入到壳体槽和定子槽中时,即使在出现高压时,也可以防止灌封化合物流出。
[0018]
定子叠片铁芯有利地包括多个定子叠片,这些定子叠片一个堆叠在另一个上,并且每个定子叠片具有径向向外敞开的周向凹槽,这些凹槽一起形成定子槽,其中定子槽:
[0019]
a)沿轴向方向延伸,或
[0020]
b)以螺旋线的形式延伸。
[0021]
在该实施例中,在单个定子叠片的生产过程中,提供了可以例如通过冲压或激光切割制成的凹槽。当堆叠定子叠片时,定子叠片的凹槽一起在定子叠片铁芯中形成定子槽。定子槽的不同轮廓取决于定子叠片是一个一致地叠在另一个上还是相对于另一个旋转而产生。如果定子叠片一个一致地叠在另一个上,就会产生沿轴向方向延伸的定子槽(情况a)。如果定子叠片在堆叠过程中相对于彼此旋转,则形成螺旋线形式的定子槽轮廓(情况b)。在这两种情况下,可以省去为了产生定子槽而对定子叠片铁芯进行的加工。然而,这并不被排除。原则上,定子槽也可以在定子叠片堆叠后通过例如铣削来制造。
[0022]
此外,有利的是,定子叠片具有相同的形状,其中通过相对于定子槽的槽区域中的定子叠片旋转定子槽的端部区域中的定子叠片来实现定子槽的闭合。结果,定子槽可以以简单的方式在定子叠片铁芯的一端封闭,而不会使单个定子叠片的生产复杂化。
[0023]
如果壳体槽沿轴向方向延伸也是有利的。这样,在铸造壳体的过程中,可以毫无问题地制造壳体槽。然后可以省去为了制造壳体槽而对壳体进行的加工。
[0024]
灌封化合物有利地包括塑料或塑料复合材料。塑料或塑料复合材料的性能可以在很宽的参数范围内调节,因此可以很容易地与本发明相匹配。因此,容易调节的灌封化合物可以首先容易地引入到由壳体槽和定子槽形成的腔中,但是在固化状态下,也满足稳定性的要求,特别是在严重的温度波动和周期性机械应力的情况下。
[0025]
最后,如果在定子叠片铁芯和壳体部分之间提供压配合是有利的。以这种方式,定子叠片铁芯和壳体部分之间的扭矩可以至少部分地或者至少在宽的温度范围内以力配合的方式传递。灌封化合物然后用作额外的安全。
[0026]
在这一点上,应该注意的是,针对电机所引用的设计变型以及由此产生的优点同样适用于用于制造电机的定子/壳体装置的方法。
[0027]
本发明的上述改进和发展可以任意方式组合。
附图说明
[0028]
本发明的示例性实施例作为例子在所附示意图中示出,在附图中:
[0029]
图1示出了示例性电机的示意性半剖视图,其中灌封化合物位于壳体槽和定子槽中;
[0030]
图2示出了具有椭圆形横截面的防旋转器件的定子/壳体布置的一个例子的前视图;
[0031]
图3示出了具有矩形横截面的防旋转器件的定子/壳体装置的一个例子的前视图;
[0032]
图4示出了具有圆形横截面的防旋转器件的定子/壳体装置的一个例子的前视图;
[0033]
图5示出了定子/壳体装置的一个例子,该定子/壳体装置具有分布在周边上的多个防旋转器件;
[0034]
图6示出了壳体部分的更详细的斜视图;
[0035]
图7显示了定子的更详细的斜视图;
[0036]
图8-11示出了在电机定子/壳体装置的生产过程中可能发生的过程;
[0037]
图12-15示出了壳体槽和定子槽的可能取向;和
[0038]
图16示出了具有所公开类型的电机的车辆。
具体实施方式
[0039]
最初,陈述了不同实施例中的相同部件带有相同的附图标记或相同的部件名称,但是在某些情况下具有不同的标号。包含在说明书中的部件的公开内容可以相应地转移到具有相同参考符号或相同部件名称的另一部件。此外,描述中选择的位置术语,如“顶部”、“底部”、“后部”、“前部”、“侧面”等与直接描述和描绘的图相关,并且在位置改变的情况下,将相应地转移到新位置。
[0040]
图1示出了示意性示出的电机1的半剖视图。在该示例中,电机1包括:壳体2,该壳体2具有壳体部分3,该壳体部分3具有径向向内敞开的至少一个周向壳体槽4;以及定子5,该定子5布置在壳体部分3中并且具有定子叠片铁芯6,该定子叠片铁芯6具有多个定子叠片铁芯7,这些定子叠片铁芯7一个接一个地布置,并且定子叠片铁芯定子绕组8保持在定子叠片铁芯6中。此外,定子叠片铁芯6包括径向向外敞开的至少一个周向定子槽9。电机1还包括轴10,该轴10具有位于其上的转子11(在此未详细示出),其中轴10通过(滚动)轴承12a、12b
安装,以便可相对于定子4绕旋转轴线a旋转。具体地,第一轴承12a位于前端板13中,第二轴承12b位于后端板14中。(中央)壳体部分3连接前端板13和后端板14。在该示例中,前端板13、后端板14和壳体部分3形成电机1的壳体2。
[0041]
定子叠片铁芯5布置在壳体部分3中的一个位置,在该位置,壳体槽4和定子槽9具有相交区域或重叠区域。也就是说,壳体槽4的体积和定子槽9的体积相互连接。在所述相交区域中具有粘性的灌封化合物15被引入到由壳体槽4和定子槽9形成的腔中。
[0042]
图2示出了定子/壳体装置的第一示例的正视图,该定子/壳体装置具有壳体部分3a和上述类型的定子叠片铁芯6a。定子绕组8没有在图2中示出,因此定子绕组槽16是可见的。具体而言,图2所示的定子/壳体装置具有椭圆形横截面的防旋转器件,该防旋转器件由灌封化合物15a、对应成形的壳体槽4a和对应成形的定子槽9a形成。
[0043]
图3示出了非常类似于图2所示定子/壳体装置的定子/壳体装置。与之相反,由灌封化合物15b形成的防旋转器件具有矩形横截面。
[0044]
图4示出了定子/壳体装置,其类似于图2所示的定子/壳体装置。与之相反,由灌封化合物15c形成的防旋转器件具有圆形横截面。
[0045]
图5最后还示出了另一种定子/壳体装置,其非常类似于图2所示的定子/壳体装置。然而,与此相反,具有椭圆形横截面并且由灌封化合物15a..15a”形成的三个防旋转器件以分布在定子/壳体装置的周边的方式布置。具体来说,它们分别相对于彼此旋转120
°
。
[0046]
不言而喻,图5中所示的定子/壳体装置的椭圆形横截面纯粹是作为示例示出的,并且其他横截面形状也是可行的。当然,不同于椭圆形、圆形或矩形横截面的横截面形状对于单独的防旋转器件也是可行的,如图2至4所示。
[0047]
图6现在示出了壳体部分3的稍微更详细的斜视图,壳体槽4布置在壳体部分3中。
[0048]
图7还示出了定子5的更详细的斜视图,定子槽9布置在定子5上。图7还示出了定子绕组8的连接电缆17。在该示例中,通过相对于定子槽9的槽区域中的定子叠片7旋转定子槽9的端部区域中的定子叠片7来建立定子槽9的闭合。结果,定子槽9可以以简单的方式在定子叠片铁芯6的一端封闭。在这种情况下,定子叠片7可以具有相同的形状,因此可以以有效的方式生产。定子槽9的端部区域中的定子叠片7相对于定子槽9的槽区域中的定子叠片7的旋转角度尤其位于两个相邻定子绕组槽16之间的角度的整数倍的区域中。然而,如果定子槽9倾斜地或以螺旋线的形式延伸,如在这个例子中,定子槽9的端部区域中的定子叠片7相对于定子槽9的槽区域中的定子叠片7的旋转角度在一定程度上偏离上述角度。
[0049]
因此,图8至图11示出了定子/壳体装置的生产过程中的示例性过程。在图8至图11中,每个图都示出了定子/壳体装置的细节的半截面,定子/壳体装置以相对于图1旋转90
°
的方式示出,并且在那里是直立的。也就是说,旋转轴线a具有竖直取向。
[0050]
在第一步中,如图8所示,定子叠片铁芯6被推入壳体部分3中(见箭头所示的定子叠片铁芯6的运动方向)。优选在定子叠片铁芯6和壳体部分3之间提供压配合。在图8所示的情况下,定子绕组8已经缠绕到定子叠片铁芯6的定子槽16中。虽然这是有利的,但是原则上定子绕组8也可以在稍后的时间安装。
[0051]
图9示出了定子叠片铁芯6已经到达壳体部分3中的端部位置的状态。为了固定位置,壳体部分3还可以具有用于定子叠片铁芯6的可选止动件。
[0052]
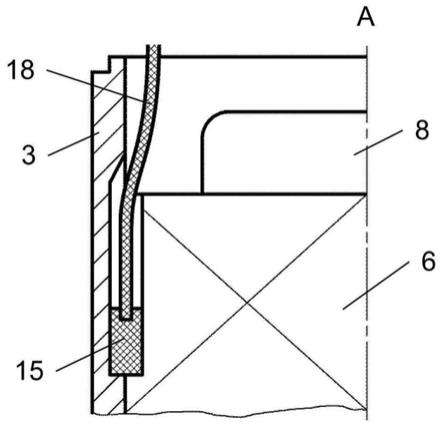
在图10所示的状态下,灌封化合物15被引入到定子槽9和壳体槽4中。在这种情况
下,这是通过管状喷枪18来完成的,管状喷枪18可以具有特别灵活的构造。然而,原则上,灌封化合物15也可以以不同的方式引入到定子槽9和壳体槽4中,例如通过用液体灌封化合物15充满定子/壳体装置的内部,例如通过将定子/壳体装置浸入填充有液体灌封化合物15的容器中。
[0053]
图11最后示出了定子槽9和壳体槽4完全充满灌封化合物15并且管状喷枪18再次被移除的状态。此后,灌封化合物15被固化。
[0054]
总而言之,用于制造电机1的定子/壳体装置的方法包括以下步骤:
[0055]-提供壳体2的壳体部分3,该壳体部分具有径向向内敞开的至少一个周向壳体槽4,
[0056]-提供定子5的定子叠片铁芯6,该定子叠片铁芯具有径向向外敞开的至少一个周向定子槽9,
[0057]-将定子叠片铁芯6放置或压入壳体部分3中的一个位置,在该位置中,壳体槽4和定子槽9具有相交区域,以及
[0058]-将灌封化合物15引入由壳体槽4和定子槽9形成的腔中,特别是通过管状喷枪18。
[0059]
图12至15现在示意性地示出了壳体槽4和定子槽9的各种取向以及由此产生的不同相交区域b。具体而言,壳体槽4、定子槽9和相交区域b均在侧视图中示出。出于提高清晰度的原因,电机1的所有其他部件已经从图12至15的图示中省略。
[0060]
在图12中,壳体槽4和定子槽9平行于旋转轴线a取向。因此,产生了相交的矩形区域b。根据壳体槽4和定子槽9相对于彼此的位置,如果壳体槽4和定子槽9没有相对于彼此精确取向,则矩形相交区域b也可以更窄。
[0061]
在图13所示的例子中,壳体槽4平行于旋转轴线a取向,而定子槽9倾斜于旋转轴线a取向。因此,产生了菱形相交区域b。根据壳体槽4和定子槽9相对于彼此的位置,菱形相交区域b的轴向位置可以变化,但是其尺寸在大的区域内保持恒定。
[0062]
图14示出了与图13所示示例非常相似的示例。然而,与之相反,壳体槽4和定子槽9的角色是相反的。然而,操作方式实际上是相同的。
[0063]
图15最后示出了一个例子,其中壳体槽4和定子槽9都倾斜于旋转轴线a取向。再次产生菱形相交区域b,可以根据壳体槽4和定子槽9相对于彼此的位置来改变所述相交区域的轴向位置,但是其尺寸在大的区域内保持恒定。
[0064]
在这一点上,应该注意的是,壳体槽4和定子槽9也可以相对于旋转轴线a在相同的方向上倾斜。如果旋转角度具有相同的大小,则产生与图12所示的例子中相似的条件。如果旋转角度大小不同,就会产生与图15相似的条件。
[0065]
在图1和6至11所示的实施例中,定子槽9在定子叠片铁芯6的一端封闭,壳体槽4在壳体部分3的一端封闭。以这种方式,当灌封化合物15被引入到壳体槽4和定子槽9中时,即使在出现高压时,也可以防止灌封化合物15流出。尽管该实施例提供了优点,但是定子槽9也可以在定子叠片铁芯6的两端开口和/或壳体槽4在壳体部分3的两端开口。
[0066]
在图6所示的示例性实施例中,壳体槽4沿轴向方向延伸。这样,在铸造壳体部分3的过程中,可以毫无问题地制造壳体槽4。因此,可以省去为了制造壳体槽4而对壳体部分3进行的加工。尽管该实施例提供了优点,但是壳体槽4也可以倾斜地或沿着螺旋线延伸。
[0067]
定子叠片7有利地各自包括径向向外敞开的周向凹槽,这些凹槽一起形成定子槽
9。在这种情况下,如果定子叠片7在定子叠片铁芯6的生产过程中一个在另一个上一致地堆叠(情况a),则定子槽9可以沿轴向方向延伸,或者如果定子叠片7在定子叠片铁芯6的生产过程中相对于彼此旋转(情况b),则定子槽9可以沿螺旋线延伸。
[0068]
定子叠片7中的凹槽可以例如通过冲压或激光切割来制造。因此,可以省去为了制造定子槽9而对定子叠片铁芯6进行的加工。然而,这并不被排除。原则上,定子槽9也可以在堆叠定子叠片7之后通过例如铣削来制造。特别地,所有定子叠片7可以具有相同的形状。
[0069]
此外,如果壳体槽4沿轴向方向延伸,而定子槽9沿螺旋线延伸,这是特别有利的(也参见图13)。因此,如上所述,壳体槽4和定子槽9可以以简单的方式制造。此外,形成相交区域b,其尺寸在宽范围内独立于壳体部分3和定子叠片铁芯6之间的旋转。因此,旋转防止器件表现出可以在宽范围内再现的特性,同时电机1的生产特别简单。
[0070]
灌封化合物15有利地包括塑料或塑料复合材料。塑料或塑料复合材料的性能可以在很宽的参数范围内调节,因此可以很容易地与本发明相匹配。因此,容易调节的灌封化合物15可以首先容易地引入到壳体槽4和定子槽9中,但是在固化状态下,也满足稳定性的要求,特别是在严重的温度波动和周期性机械应力的情况下。
[0071]
定子叠片铁芯6和壳体部分3之间的防旋转可以通过所提出的措施来建立,而不会对生产过程提出过分严格的要求。这是通过灌封化合物15实现的,灌封化合物15以液体或糊状形式引入定子槽9和壳体槽4中,并随后在那里固化。结果,在电机1的生产过程中,定子叠片铁芯6和壳体部分3之间的特定角度位置不必以特别精确的方式被遵守,因为即使定子叠片铁芯6和壳体部分3之间的角度位置不准确,液态或糊状的灌封化合物15也可以容易地被引入,并且可以容易地匹配到由定子槽9和壳体槽4产生的腔。其次,定子叠片铁芯6和壳体部分3之间的配合也不必选择得特别窄以防止它们之间的旋转,因为固化形式的灌封化合物15在定子叠片铁芯6和壳体部分3之间形成互锁连接,并有效地防止它们之间的旋转,即使定子叠片铁芯6和壳体部分3之间的压配合意于松动。结果,壳体部分3可以具有相对薄壁的构造,这对于电机1的重量具有积极的影响,并且特别有利于所述电机在车辆中的使用。
[0072]
图16最后示出了安装在车辆19中的电机1。车辆19具有至少两个轮轴,其中至少一个轮轴被驱动。具体地,电马达1连接到可选的齿轮机构20和差动齿轮21。后轮轴的半轴22邻接差动齿轮21。最后,从动轮23安装在半轴22上。车辆19的驱动至少部分或在部分时间里由电机1执行。这意味着电机1可以专门用于驱动车辆19,或者例如可以与内燃发动机结合提供(混合驱动)。
[0073]
最后,确定保护范围由专利权利要求确定。然而,说明书和附图可以用于解释权利要求。附图中包含的特征可以任意地相互交换和组合。特别地,还可以确定,所示的设备实际上可以包括比所示更多或更少的组成部分。在一些情况下,图示的设备或其组成部分也可以不按比例图示,和/或可以放大和/或缩小。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1