一种电机外转子加工工装的制作方法
1.本实用新型涉及一种电机转子,特别是涉及一种电机外转子加工工装。
背景技术:
2.我们知道,外转子永磁电机的外转子内壁上安装有永磁体磁极,外转子电机的外转子在运转过程中,在外转子的内壁缝隙中经常会进入杂质和油污,导致外转子内壁上的永磁体磁极收到杂质和油污的破会而降低了寿命,造成了整体电机的可靠性低,寿命短的问题。
技术实现要素:
3.本实用新型针对以上外转子电机的外转子在运转过程中,在外转子的内壁缝隙中经常会进入杂质和油污,导致外转子内壁上的永磁体磁极受到杂质和油污的破会而降低了寿命,造成了整体电机的可靠性低,寿命短的技术问题,提供一种在外转子电机内壁上增加防油污、防水的保护层的工艺方法,这种工艺方法加工出来的外转子电机的外转子寿命长,能抗油污抗粉尘,大大提高外转子电机的使用寿命,尤其是提供一种电机外转子加工工装。
4.为此,本实用新型的技术方案是,一种电机外转子加工工装,是由多个扇形模块组成的圆柱形状,电机外转子加工工装的中间贯穿设有锥形扩张孔,电机外转子加工工装的上表面上设有上环槽,电机外转子加工工装的下表面上设有下环槽,上环槽的内壁设有内凹槽,下环槽的内壁设有内凹槽;电机外转子加工工装的上部设有上压紧部,上压紧部的底面为压紧平面,上压紧部相邻的工装的外圆周表面为压紧外圆面;扇形模块的两个侧面为导向面;锥形扩张孔的内部设有拉紧锥轴,内凹槽的内部设有弹性环。
5.优选地,电机外转子加工工装,由四个或者六个或者八个扇形模块组成。
6.优选地,电机外转子加工工装的材料为尼龙或者聚四氟乙烯。
7.优选地,电机外转子加工工装的材料为铜材或者铝材或者钢材。
8.本实用新型的有益效果是,由于电机外转子加工工装,是由多个扇形模块组成的圆柱形状,工装的中间贯穿设有锥形扩张孔,工装的上表面上设有上环槽,工装的下表面上设有下环槽,上环槽的内壁设有内凹槽,下环槽的内壁设有内凹槽;工装的上部设有上压紧部,上压紧部的底面为压紧平面,上压紧部相邻的工装的外圆周表面为压紧外圆面;扇形模块的两个侧面为导向面;锥形扩张孔的内部设有拉紧锥轴,内凹槽的内部设有弹性环,在电机外转子的加工过程中非常容易操作,是一种操作简单,工艺可靠的加工工装,而且适合于重复使用。
9.该加工工装加工出的电机外转子,其外转子圆周体的外圆周表面固定设有外密封层,外转子圆周体的内壁表面固定设有内密封层,外转子电机的外转子寿命长,能抗油污抗粉尘,大大提高外转子电机的使用寿命。该加工工艺方法操作简单,可靠,制造成本低,能够满足工业化的生产需要。
附图说明
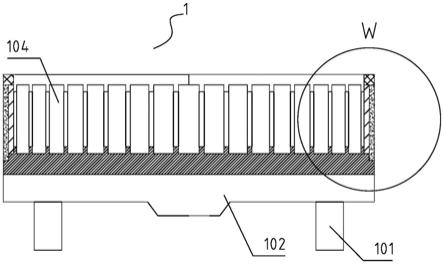
10.图1是本实用新型电机外转子的产品示意图;
11.图2是图1的w处放大图;
12.图3是电机外转子的剖视图;
13.图4是图3的x处放大图;
14.图5是另一种电机外转子的结构剖视图;
15.图6是图5的v处放大图;
16.图7是电机外转子的俯视图;
17.图8是图7的z处放大图;
18.图9是电机外转子加工工装和电机外转子的组合示意图;
19.图10是图9的y处放大图;
20.图11是电机外转子加工工装的俯视图;
21.图12是电机外转子加工工装和拉紧锥轴的装配示意图;
22.图13是电机外转子加工工装的主视图;
23.图14是电机外转子加工工装的三维结构示意图;
24.图15是电机外转子加工工装的另一方向的三维结构示意图;
25.图16是电机外转子加工工装的主视图;
26.图17是图16的c
‑
c剖视图;
27.图18是电机外转子加工工装的俯视图;
28.图19是电机外转子加工工装张开时的示意图;
29.图20是电机外转子加工工装和电机外转子的组合剖视图;
30.图21是图20的u处放大图;
31.图22是扇形模块的三维结构示意图;
32.图23是扇形模块的另一方向的三维结构示意图;
33.图24是扇形模块的主视图。
34.图中符号说明:
35.1.电机外转子主体;101.固定轴;102.外转子支撑底座;103.外转子圆周体;104.永磁体;105.密封环;106.内腔体;107.外密封层;108.内密封层;109.孔;2.拉紧锥轴;3.锁紧螺母;4.电机外转子加工工装;401.弹性环;402.扇形模块;403.上环槽;404.下环槽;405.锥形扩张孔;406.内凹槽;407.上压紧部;408.压紧平面;409.压紧外圆面;410.导向面。
具体实施方式
36.下面结合实施例对本实用新型做进一步描述。
37.图1
‑
图24是本实用新型一种电机外转子以及外转子制造方法的实施例,图中可以看到,其设有外转子支撑底座102,外转子支撑底座102相邻设有外转子圆周体103,外转子支撑底座102的中间设有孔109,外转子圆周体103的内部设有内腔体106,内腔体106的内壁设有永磁体104,外转子圆周体103的外端面设有密封环105,外转子圆周体103的外圆周表面固定设有外密封层107,外转子圆周体103的内壁表面固定设有内密封层108。
38.图4中可以看到,外密封层107同时覆盖密封环105的外圆周表面和外转子圆周体103的外圆周表面,这样的结构外部的粉尘或者水分不会通过密封环105和外转子圆周体103的结合处进入到内部,密封可靠,同时,在结构设计上,外密封层107缠绕完成后的外表面与外转子圆周体103的外圆周表面平齐,在外转子旋转工作时,其外表面是一个平齐的外表面,能够适应各种应用场合。
39.图6的实施方案与图4中的实施方案不同,图中可以看到,外密封层107将密封环105的外圆周表面和外转子圆周体103的外圆周表面全部覆盖,这样的保护层的防尘和防水效果更佳,同时工艺也变得简单,
40.图4和图6中可以看到,内密封层108同时覆盖密封环105的内表面和永磁体104的内表面,同时内密封层108全部覆盖永磁体104的内表面,这样的结构能够更好地保护内部的永磁体104,挺高电机的整体寿命和可靠性,提高内部保护的致密性。
41.图9中可以看到,外转子支撑底座102的外端面固定设有固定轴101,可以方便的实现各种连接和安装,本实施例设置了两个固定轴101,也可以根据需要设置多个,方便各种应用安装。
42.本实施例中,外密封层107和内密封层108的材料为玻璃纤维与环氧树脂的复合材料,一般复合成带状材料,便于在工艺操作时实现带状的缠绕,操作简单。外密封层107和内密封层108的材料也可以选择为碳纤维与环氧树脂的复合材料,同样复合成带状材料。
43.本实施中,外密封层107和内密封层108为多层复合材料缠绕叠加而成,一般选择三层以上缠绕,具有好的强度,经过高温固化以后能够形成稳定的防护层,外密封层107和内密封层108的厚度为0.01mm
‑
0.5mm,根据空间的需要可以缠绕厚度厚一些或者薄一些均可,一般情况下选用0.03mm
‑
0.3mm的厚度,能够很好地满足工艺和密封要求。
44.密封环105的材料为尼龙或者聚四氟乙烯或者pbt材料,能够有一定的强度的非金属材料都可以使用,要具备耐高温的特性和非导磁的特性,本实施经过试验采用聚四氟乙烯效果更好。
45.本实施同时提供了一种电机外转子加工工装,图9
‑
图24中可以看到,该工装是由多个扇形模块402组成的圆柱形状,电机外转子加工工装的中间贯穿设有锥形扩张孔405,电机外转子加工工装的上表面上设有上环槽403,电机外转子加工工装的下表面上设有下环槽404,上环槽403的内壁设有内凹槽406,下环槽404的内壁设有内凹槽406;电机外转子加工工装的上部设有上压紧部407,上压紧部407的底面为压紧平面408,上压紧部407相邻的工装的外圆周表面为压紧外圆面409;扇形模块402的两个侧面为导向面410;锥形扩张孔405的内部设有拉紧锥轴2,内凹槽406的内部设有弹性环401。电机外转子加工工装,由四个或者六个或者八个扇形模块402组成,根据电子转子直径的不同,可以选择合适的组成数量,一般比较小的电子转子可以选择六个扇形模块402组成;电机外转子加工工装的材料为尼龙或者聚四氟乙烯。但是也可以选择电机外转子加工工装的材料为铜材或者铝材或者钢材。
46.本实施例的一种电机外转子的制造方法,包括以下步骤:
47.(1)准备电机外转子加工工装4,将弹性环401放置在内凹槽406中,使扇形模块402组成圆柱形状态;
48.(2)在电机外转子加工工装4的外圆周上套装密封环105,使密封环105的端面靠近
压紧平面408;
49.(3)在电机外转子加工工装4的外圆周表面和密封环105的外表面同时缠绕多层玻璃纤维与环氧树脂的复合材料;
50.(4)将电机外转子加工工装放置于电机外转子的内腔体106中;
51.(5)将拉紧锥轴2贯穿通过锥形扩张孔405和孔109;
52.(6)将拉紧锥轴2拉紧固定,使扇形模块402向外扩张,形成向外的张力,进而将电机外转子加工工装4的外圆周表面缠绕的多层玻璃纤维与环氧树脂的复合材料靠紧在永磁体104的内表面,使电机外转子加工工装与电机外转子形成一个整体;
53.(7)在电机外转子的外表面缠绕多层玻璃纤维与环氧树脂的复合材料或者碳纤维与环氧树脂的复合材料;
54.(8)在复合材料外表面再缠绕离形膜;
55.(9)将固定好的电机外转子加工工装4与电机外转子放置于加热炉中,控制加热炉的温度在90℃
‑
150℃,保持30分钟
‑
120分钟;
56.(10)取出电机外转子加工工装4与电机外转子,自然冷却至室温;
57.(11)将电机外转子加工工装4与电机外转子分离;
58.(12)去除离型膜;
59.(13)将密封环105的外表面加工平整。
60.步骤(8)中的离型膜的材料为opp离型膜,可以防止玻璃纤维与环氧树脂的复合材料或者碳纤维与环氧树脂的复合材料等预浸料发生粘连,同时又可以保证玻璃纤维与环氧树脂的复合材料不受污染,保证加热固化后的致密性,又能方便的剥离,也可以采用pe离型膜或者pet离型膜。
61.步骤(9)中的加热炉的温度在120℃
±
10℃,保持60分钟
±
10分钟效果更佳。
62.图9和图12中可以看到弹性环401,上下均设有。
63.这样在工装安装完成后,旋转锁紧螺母3,带动拉紧锥轴2向外扩张扇形模块402,进而将电机外转子加工工装4的外圆周表面缠绕的多层玻璃纤维与环氧树脂的复合材料靠紧在永磁体104的内表面,使电机外转子加工工装与电机外转子形成一个整体,其中间的夹层玻璃纤维与环氧树脂的复合材料或者碳纤维与环氧树脂的复合材料等预浸料就会在高温下固化在电子转子的内表面,实现固化工艺。
64.本实施例的技术方案,由于外转子圆周体103的外圆周表面固定设有外密封层107,外转子圆周体103的内壁表面固定设有内密封层108,外转子电机的外转子寿命长,能抗油污抗粉尘,大大提高外转子电机的使用寿命。该加工工艺方法操作简单,可靠,制造成本低,能够满足工业化的生产需要。
65.惟以上所述者,仅为本实用新型的具体实施例而已,当不能以此限定本实用新型实施的范围,故其等同组件的置换,或依本实用新型专利保护范围所作的等同变化与修改,皆应仍属本实用新型权利要求书涵盖之范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1