行星减速器与高转矩密度轮毂电机集成一体的电驱动车轮的制作方法
1.本发明涉及一种电驱动车轮,特别涉及一种行星减速器与高转矩密度轮毂电机集成一体的电驱动车轮。
背景技术:
2.电驱动车轮是指将轮毂电机、传动系统和刹车系统集成在一起的车轮,车轮本身就带有电驱动功能;轮毂电机一般采用转子内嵌磁钢的永磁同步电机,包括定子、转子、轴承、端盖、转子位置检测装置、水下密封电连接插座等部件,轮毂电机转子转轴与车轮转轴是同轴设置的,在轮毂电机的驱动端,集成有减速器、轮辋和橡胶轮胎,在轮毂电机的非驱动端,集成了刹车系统,轮毂电机本体被夹持在集成的减速器与集成的刹车系统之间,轮毂电机属于体积小输出转矩大的高转矩密度水冷式电机,电机发热较大,有些电机还苛刻要求:当冷却水入水温度达75℃时,电机的温升不得超过115k;轮毂电机是通过电机壳体上的水冷套中的循环冷却水,对电机进行冷却的,高转矩密度定子铁芯中嵌入的线圈中电流所产生热量,直接通过定子铁芯,传导到壳体的水冷套的冷却水中,被冷却水带走冷却;定子绕组端部是悬挑在电机端盖内的空间中的,定子绕组端部线圈所产生的热量,或者靠空气传导到电机壳体上,再通过壳体上的水冷套,将热量带走,或者沿绕组铜线传导回定子铁芯,再由定子铁芯传导到水冷套中,存在该部分热量传导慢,直接导致电机壳体内温升超过115k的苛刻要求的问题,如何解决该问题成为该类轮毂电机设计中的一个难题。
3.对于电驱动车轮来说,由于在轮毂电机的驱动端一侧要集成行星减速器、轮辋和橡胶轮胎,在轮毂电机的非驱动端一侧要集成刹车系统,一般将轮毂电机的转子支架设计为“工”字形,该形状的支架结构形式,为减速器及刹车系统向电机转子支架内侧空间方向集成,创造了可利用空间;轮毂电机一般为转子内嵌磁钢的永磁同步电机,现有的该类电机转子的结构为:在转子支架的外圆上的一端设置有叠压转子硅钢片的初始定位止口,在转子支架上装叠硅钢片时,先将转子铁心始端固定压板设置在该止口上,依次将硅钢片和转子铁心末端固定压板,装叠到转子支架上,转子铁心末端固定压板留有装磁钢孔,转子铁心叠压装配完成后,进行永磁磁钢的嵌入工作,最后,在转子铁心末端固定压板设置有磁钢压板,通过固定螺栓,安装一块磁钢压板,达到将转子铁心硅钢片和磁钢稳定地固定在转子支架上的目的,该磁钢压板具有一定的厚度,它与连接螺栓需要占据电机端盖内的一定空间,如何从结构上节省电机端盖内侧空间,并实现对转子铁心硅钢片、磁钢与转子支架之间的固定,是设计轮毂电机需要考虑的另一个技术问题。
4.轮毂电机是电驱动车轮的核心部件,轮毂电机转子转轴起着驱动车轮旋转的主动轴作用,车轮的制动鼓和刹车盘连接在该主动轴的非驱动端一侧,通过对轮毂电机转子转轴的抱紧,来实现车轮的制动,制动鼓和刹车盘,均具有一定的空间体积,如何将两者与轮毂电机集合,达到尽可能实现两者集成后小型化和集成化的目的,是该轮毂电机在结构设计上需要创造性地解决的一个关键课题;另外,在轮毂电机转子的驱动端,集成有行星减速器和橡胶轮胎车轮,轮胎自动充放气装置是设置在轮毂电机非驱动端一侧,而车轮是集成
在轮毂电机的驱动端一侧,如何构建一个便捷安全的并不占据空间的轮胎充气气路,也是现场需要解决的一个难题。
5.电驱动车轮是将轮毂电机、传动系统和刹车系统,集成于车轮一体;其中的轮毂电机的结构与减速器传动系统的结构,以及轮辋的结构的一体化结构设计难点;如何将电驱动车轮集成于轮辋及轮胎内腔,并通过轮毂电机非驱动端的端盖与汽车悬架连接,同时实现轮毂电机的转子转轴对轮辋的驱动,是首先需要解决的一个问题;其次,行星减速器的主轴轴承室内的泄压通道如何布置,也是电驱动车轮需要解决的一个问题;最后,轮毂电机作为车轮的驱动电机,工作环境恶劣,轮毂电机作为带电体,其本体及出线线缆如何防护,以及整机的防水密封也是系统设计的一个难点。
技术实现要素:
6.本发明提供了一种行星减速器与高转矩密度轮毂电机集成一体的电驱动车轮,解决了如何将轮毂电机、传动系统和刹车系统集成于车轮一体的技术问题。
7.本发明是通过以下技术方案解决以上技术问题的:
8.本发明的总体构思:轮毂电机的转子转轴是支撑在电机驱动端端盖上的轴承与非驱动端盖上的轴承之间的,该转轴与电驱动车轮的轮轴为同一个轴;轮毂电机的驱动端端盖设计为向电机转子支架内部凹陷的嵌入式结构,在内陷的驱动端端盖的凹槽中,集成行星减速器;在凹陷的嵌入式驱动端端盖的中心孔上设置有与端盖一体化加工的向外侧探出的空心套筒,将该空心套筒,作为轮辋旋转支撑主轴承的内圈安装轴,在轮辋旋转支撑主轴承的外套上连接有旋转轮辋,在旋转轮辋上安装有车轮轮胎;在向外侧探出的空心套筒的内腔中设置花键套,花键套内圈的一端与轮毂电机的驱动端的轴伸连接在一起,花键套内圈的另一端与行星减速器的太阳轮轮轴连接在一起,使轮毂电机的驱动端的轴伸的旋转动力,依次通过花键套内圈、行星减速器的太阳轮轴、在太阳轮轴上设置的太阳轮、行星减速器的行星轮,传递给轮辋,从而实现了轮毂电机的转轴驱动轮辋旋转的目的;在轮辋旋转支撑主轴承的轴承室内的通气气路与设置在凹陷的嵌入式驱动端端盖中的出气通道连通,实现了减速器内部润滑油与外部空气的压力平衡,保证了减速器在各工作状态下密封的可靠性;在轮毂电机的转轴中,设置有为轮胎充气的气道,将轮胎的充气气路与电机转轴集成,将减速器的通气气道与驱动端端盖集成,实现轮毂电驱动系统小型化和一体化;在轮毂电机的定子安装机座中,设置双螺旋形冷却水水道,将双螺旋形冷却水水道的入水口设计成弧形,通过优化水道入水口结构,降低了冷却水入水的水阻,从而提高了散热效率;通过临时工装罩,将轮毂电机的驱动端定子绕组端部和非驱动端定子端部,分别设置在密封的临时工装罩体中,将氮化铝粉末与环保型快干无溶剂浸渍树脂混合后,填充在密封罩体中,待填充料凝固后,取出临时工装罩体,使绕组端部线圈所产生的热量,能通过填充后的高导热氮化铝填充材料,直接传导到电机壳体的水冷套中,被循环冷却水带走;改变了传统的永磁电机转子铁心硅钢片,依靠末端挡板与转子支架连接固定,磁钢固定依靠磁钢压板与末端挡板连接固定的结构形式,在转子铁心支架的外圆的一端设置一圈可向外折弯90度的梅花瓣状舌片,将转子铁心硅钢片、磁钢一次装配后用油压机压紧后,通过该舌头的折弯,将转子铁心硅钢片、磁钢与转子支架固定连接在一起,该梅花瓣状舌片的厚度仅为1毫米,用该梅花瓣状舌片结构代替传统的永磁电机转子铁心硅钢片的末端挡板、磁钢压板及连接螺栓
的固定铁心和磁钢的结构形式,将原来的叠铁心、装磁钢两道工序改进为一道工序完成,更重要的是节省了电机转子轴向空间;将轮毂电机的转子支架设计成横截面为“工”字形式,也起到了节省电机两端盖内的预留空间的作用;将轮毂电机的转子支架设计成横断面为“工”字形的结构,达到在转子支架为减速器和制动器留出安装空间的目的,本电机的非驱动端端盖和驱动端端盖均设计为向电机转子支架内部凹陷的嵌入式结构,在内陷的非驱动端端盖的凹槽中安装制动鼓和刹车盘,达到了在有限空间内将轮毂电机与车轮制动系统集合在一起的效果。
9.一种行星减速器与高转矩密度轮毂电机集成一体的电驱动车轮,包括电机机座,在电机机座的驱动端设置有驱动端端盖,在驱动端端盖的中心孔中,设置有驱动端端盖轴承;在电机机座的非驱动端设置有非驱动端端盖,在非驱动端端盖的中心孔中,设置有非驱动端端盖轴承,在驱动端端盖轴承与非驱动端端盖轴承之间,设置有轮毂电机转轴,驱动端端盖为向电机转子支架方向凹陷的嵌入式结构端盖,在驱动端端盖的中心孔外侧固定连接有空心套筒,空心套筒的中心轴线与驱动端端盖的中心孔的中心轴线是重合在一起的,在空心套筒的外侧面上套接有主轴承内圈,在主轴承外套上连接有行星轮支架和轮辋,轮辋是通过轮辋连接螺栓与主轴承外套和行星轮支架固定连接在一起的;在空心套筒腔内设置有旋转过渡套,旋转过渡套的内圈的一端与轮毂电机转轴的驱动端轴伸连接在一起,在旋转过渡套的内圈的另一端上连接有行星减速器的太阳轮轮轴,在太阳轮轮轴上设置有太阳轮,在太阳轮上啮合有行星轮,行星轮与行星轮支架啮合在一起;在驱动端端盖中设置有排气通道,空心套筒、主轴承外套、行星轮支架与油气封形成了减速器的密封腔室,密封腔室通过排气通道、油气阀与外部空气连通在一起;在轮毂电机转轴中设置有轮胎充气通道。
10.非驱动端端盖为向电机转子支架方向凹陷的嵌入式结构端盖;在伸出到非驱动端端盖外侧的轮毂电机转轴的非驱动端轴伸上设置有刹车盘和制动鼓,刹车盘和制动鼓设置在非驱动端端盖外侧的凹陷槽中,在非驱动端端盖的外圆环立面上设置有水密封电连接插座。
11.在轮毂电机转轴上设置有横断面为“工”字形的电机转子支架,在电机转子支架的驱动端侧的外圆上,设置有供转子铁芯硅钢片叠装的起始止口环形台阶,在电机转子支架的非驱动端侧的外圆上,沿外圆间隔地布设有梅花瓣状舌片,在起始止口环形台阶与梅花瓣状舌片之间,设置有叠压在一起的转子铁芯硅钢片始端挡板、转子铁芯、磁钢和转子铁芯硅钢片末端挡板,在相邻的两梅花瓣状舌片之间设置有豁口。
12.在电机机座中设置有双螺旋循环冷却水水路,在电机机座内设置有定子铁芯,在定子铁芯中设置有定子绕组,在定子铁芯的驱动端设置有绕组驱动端端部,在定子铁芯的非驱动端设置有绕组非驱动端端部,绕组驱动端端部设置在驱动端高导热氮化铝填充材料凝结块中,驱动端高导热氮化铝填充材料凝结块与电机机座贴合连接在一起,绕组非驱动端端部设置在非驱动端高导热氮化铝填充材料凝结块中,非驱动端高导热氮化铝填充材料凝结块与电机机座贴合连接在一起。
13.驱动端高导热氮化铝填充材料凝结块和非驱动端高导热氮化铝填充材料凝结块是通过以下步骤得到的:
14.第一步、在轮毂电机的绕组驱动端端部设置临时驱动端定子绕组端部密封罩体工装;在轮毂电机的绕组非驱动端端部设置临时非驱动端定子绕组端部密封罩体工装;
15.第二步、将环保型快干无溶剂浸渍树脂与氮化铝粉末,按1:5的体积比,混合并搅拌均匀,并预热到摄氏80度,得到高导热氮化铝灌注浆液;
16.第三步、将第二步配置好的高导热氮化铝灌注浆液,分别灌注到临时驱动端定子绕组端部密封罩体工装中和临时非驱动端定子绕组端部密封罩体工装中;使电机定子绕组两端部、被灌注的高导热氮化铝灌注浆液和电机机座结合在一起;
17.第四步、待高导热氮化铝灌注浆液凝固后,将临时驱动端定子绕组端部密封罩体工装和临时非驱动端定子绕组端部密封罩体工装去除,得到驱动端高导热氮化铝填充材料凝结块和非驱动端高导热氮化铝填充材料凝结块。
18.本发明在电机的驱动端上连接有行星减速器,电机驱动行星减速器中心轮旋转,行星减速器的中心轮带动行星轮旋转,行星轮带动轮辋旋转,轮辋与橡胶轮胎包覆在电机壳体外部,形成一个电机就是一个车轮的结构,电机输出轴花键直接作为减速机的输入轴,减少了整机的空间尺寸和重量,提高了电机的系统可靠性;在行星轮支架上安装有轮辋及轮胎,在非驱动端端盖上连接有车轮制动器,轮毂电驱动系统集中在车轮内侧的有限空间里。
附图说明
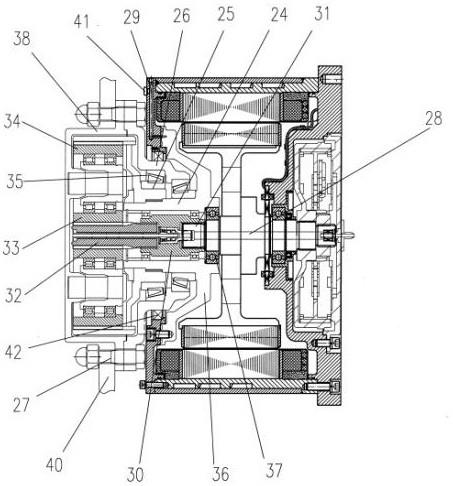
19.图1是本发明的结构示意图;
20.图2是本发明的将轮毂电机与刹车系统集成在一起的结构示意图;
21.图3是本发明的非驱动端端盖10在右视方向上的结构示意图;
22.图4是本发明的转子的结构示意图;
23.图5是本发明的转子上的梅花瓣状舌片18未折弯90度时的结构示意图;
24.图6是本发明的转子上的梅花瓣状舌片18折弯90度后将转子铁芯14与电机转子支架6固定连接在一起的结构示意图。
具体实施方式
25.下面结合附图对本发明进行详细说明:
26.一种行星减速器与高转矩密度轮毂电机集成一体的电驱动车轮,包括电机机座1,在电机机座1的驱动端设置有驱动端端盖36,在驱动端端盖36的中心孔中,设置有驱动端端盖轴承37;在电机机座1的非驱动端设置有非驱动端端盖10,在非驱动端端盖10的中心孔中,设置有非驱动端端盖轴承11,在驱动端端盖轴承36与非驱动端端盖轴承11之间,设置有轮毂电机转轴7,驱动端端盖36为向电机转子支架方向凹陷的嵌入式结构端盖,在驱动端端盖36的中心孔外侧固定连接有空心套筒24,空心套筒24的中心轴线与驱动端端盖36的中心孔的中心轴线是重合在一起的,在空心套筒24的外侧面上套接有主轴承内圈25,在主轴承外套26上连接有行星轮支架38和轮辋40,轮辋40是通过轮辋连接螺栓27与主轴承外套26和行星轮支架38固定连接在一起的;在空心套筒24腔内设置有旋转过渡套30,旋转过渡套30的内圈的一端与轮毂电机转轴7的驱动端轴伸31连接在一起,在旋转过渡套30的内圈的另一端上连接有行星减速器的太阳轮轮轴32,在太阳轮轮轴32上设置有太阳轮33,在太阳轮33上啮合有行星轮34,行星轮34与行星轮支架38啮合在一起;在驱动端端盖36中设置有排气通道29,空心套筒24、主轴承外套26、行星轮支架38与油气封42形成了减速器的密封腔
室,密封腔室通过排气通道29、油气阀41与外部空气连通在一起;在轮毂电机转轴7中设置有轮胎充气通道28。
27.非驱动端端盖10为向电机转子支架方向凹陷的嵌入式结构端盖;在伸出到非驱动端端盖10外侧的轮毂电机转轴7的非驱动端轴伸20上设置有刹车盘22和制动鼓21,刹车盘22和制动鼓21设置在非驱动端端盖10外侧的凹陷槽中,在非驱动端端盖10的外圆环立面上设置有水密封电连接插座23。
28.在轮毂电机转轴7上设置有横断面为“工”字形的电机转子支架6,在电机转子支架6的驱动端侧的外圆上,设置有供转子铁芯硅钢片叠装的起始止口环形台阶15,在电机转子支架6的非驱动端侧的外圆上,沿外圆间隔地布设有梅花瓣状舌片18,在起始止口环形台阶15与梅花瓣状舌片18之间,设置有叠压在一起的转子铁芯硅钢片始端挡板16、转子铁芯14、磁钢39和转子铁芯硅钢片末端挡板17,在相邻的两梅花瓣状舌片18之间设置有豁口19。
29.在电机机座1中设置有双螺旋循环冷却水水路5,在电机机座1内设置有定子铁芯2,在定子铁芯2中设置有定子绕组,在定子铁芯2的驱动端设置有绕组驱动端端部3,在定子铁芯2的非驱动端设置有绕组非驱动端端部4,绕组驱动端端部3设置在驱动端高导热氮化铝填充材料凝结块12中,驱动端高导热氮化铝填充材料凝结块12与电机机座1贴合连接在一起,绕组非驱动端端部4设置在非驱动端高导热氮化铝填充材料凝结块13中,非驱动端高导热氮化铝填充材料凝结块13与电机机座1贴合连接在一起。
30.驱动端高导热氮化铝填充材料凝结块12和非驱动端高导热氮化铝填充材料凝结块13是通过以下步骤得到的:
31.第一步、在轮毂电机的绕组驱动端端部3设置临时驱动端定子绕组端部密封罩体工装;在轮毂电机的绕组非驱动端端部4设置临时非驱动端定子绕组端部密封罩体工装;
32.第二步、将环保型快干无溶剂浸渍树脂与氮化铝粉末,按1:5的体积比,混合并搅拌均匀,并预热到摄氏80度,得到高导热氮化铝灌注浆液;
33.第三步、将第二步配置好的高导热氮化铝灌注浆液,分别灌注到临时驱动端定子绕组端部密封罩体工装中和临时非驱动端定子绕组端部密封罩体工装中;使电机定子绕组两端部、被灌注的高导热氮化铝灌注浆液和电机机座1结合在一起;
34.第四步、待高导热氮化铝灌注浆液凝固后,将临时驱动端定子绕组端部密封罩体工装和临时非驱动端定子绕组端部密封罩体工装去除,得到驱动端高导热氮化铝填充材料凝结块12和非驱动端高导热氮化铝填充材料凝结块13。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1