一种闸门泵用电机转子加工设备的制作方法
1.本实用新型涉及电机转子加工设备技术领域,尤其涉及一种闸门泵用电机转子加工设备。
背景技术:
2.闸门泵用电机有两种形式:异步感应电机和永磁同步电机。异步感应电机转子上没有磁钢,只有在硅钢片槽里铸铝或铸铜的结构。永磁同步电机的励磁则由转子上的磁钢产生。永磁同步电机里磁钢的布置方式又有两种,一是表贴式,磁钢安装在转子硅钢片外表面的槽里;二是内嵌式,磁钢安装在硅钢片内部的槽里。
3.电机是基于电磁感应进行能量转化的装置,因此气隙里存在磁场。因为闸门泵是开放式的结构,外部的水会进入电机气隙。尽管转子和导叶之间会有隔离密封颗粒的设计和部件,但是微小的颗粒很难被隔离,因此气隙里会存在微小颗粒。同时不管采用异步感应电机还是永磁同步电机,气隙里的磁场都会吸引导磁性颗粒,会加大对转子表面的磨损。
4.针对这个问题,目前一般的处理方式主要是在转子表面刷涂防水耐磨涂料,通过涂料的防护作用来隔离转子和水,从而达到保护转子的目的。但是涂料比较薄,几十微米量级,与转子的粘接力比较低,涂料在有颗粒的环境下高速旋转更加容易被磨损,因此保护转子的周期较短。尤其对于表贴式磁钢的结构形式而言,磁钢的保护更加重要。因为磁钢易被氧化、腐蚀和磨损。磁钢产品本身外表面进行过镀锌处理,具备一定的防护能力,但是持续时间不长,在水里一般不超过一年时间。因此采用刷涂涂料的方法对于磁钢的防护就远不能满足闸门泵的实际要求。
技术实现要素:
5.本实用新型的目的是为了解决现有技术中存在的采用刷涂涂料的方法对于磁钢的防护就远不能满足闸门泵的实际要求的缺点,而提出的一种闸门泵用电机转子加工设备。
6.为了实现上述目的,本实用新型采用了如下技术方案:
7.一种闸门泵用电机转子加工设备,包括工作台,所述工作台上设置有两个加工位,所述工作台的顶端转动连接有气缸,所述气缸的伸缩端连接有平板,所述平板的一端活动设置有第一模具,所述平板的另一端活动设置有第二模具,当所述第一模具正对其中一个所述加工位时,所述第二模具正对另一个所述加工位,所述第一模具的底端设置有打毛部,所述第二模具的底端设置有能够与所述加工位的顶端卡接配合的凹槽,所述第二模具的底端设置有灌封腔,所述平板上设置有存储筒以及泵,所述泵的输出端与所述灌封腔连接,所述泵的输入端与所述存储筒连接。
8.优选的,所述工作台的顶端设置有支架,所述支架的一端通过轴承与所述气缸连接,所述支架上安装有伺服电机,所述伺服电机的输出轴连接有主动轮,所述气缸的顶端连接有从动轮,所述主动轮与所述从动轮通过传动带连接。
9.优选的,所述平板上活动设置有活动杆,所述活动杆的底端与所述第一模具或第二模具连接,所述活动杆上套设有弹簧,所述弹簧的一端与所述平板连接,所述弹簧的另一端与所述第一模具或第二模具连接。
10.优选的,所述存储筒的中部设置有活动腔,所述存储筒的顶端设置有盖体。
11.优选的,所述活动杆的顶端设置有限位部。
12.优选的,所述工作台上设置有加热盘,所述加热盘与所述加工位的顶端紧贴。
13.本实用新型的有益效果是:
14.本实用新型工作台上分别设置有第一模具和第二模具,第一模具上的打毛部对工件的顶端挤压后,在工件的顶端形成多孔结构,增加工件顶端的摩擦力,第二模具与加工位的顶端卡接,接着通过泵将存储筒内的灌封材料注入灌封腔内,关闭加热盘后灌封材料固化,在转子外表面和端部需保护区域形成一层较薄的保护层,外部涂覆防水防腐蚀涂料,双重保护转子磁钢,从而达到防水、防腐和耐磨的目的,提高转子的防护等级。
附图说明
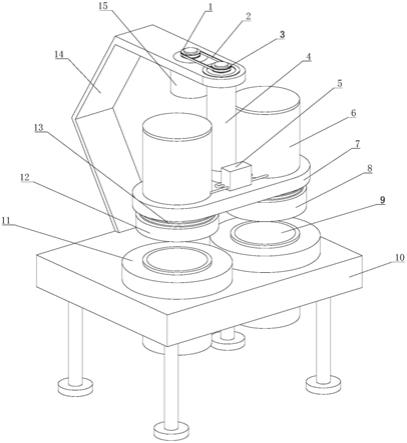
15.图1为本实用新型提出的一种闸门泵用电机转子加工设备的立体图;
16.图2为图1所示的一种闸门泵用电机转子加工设备的俯视图;
17.图3为图2中a-a处的剖视图。
18.图中:1主动轮、2传动带、3从动轮、4气缸、5泵、6存储筒、7平板、8第二模具、81凹槽、82灌封腔、9加工位、10工作台、11加热盘、12第一模具、121打毛部、13弹簧、14支架、15伺服电机、16活动杆、161限位部。
具体实施方式
19.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施方式。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本实用新型的公开内容理解的更加透彻全面。
20.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
21.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
22.请参照图1-3,一种闸门泵用电机转子加工设备,包括工作台10,所述工作台10上设置有两个加工位9,所述工作台10的顶端转动连接有气缸4,所述气缸4的伸缩端连接有平板7,所述平板7的一端活动设置有第一模具12,所述平板7的另一端活动设置有第二模具8,当所述第一模具12正对其中一个所述加工位9时,所述第二模具8正对另一个所述加工位9,所述第一模具12的底端设置有打毛部121,本实施方式中,打毛部121为长条形,当打毛部
121对工件的顶端挤压后,能够在工件的顶端形成多孔结构,所述第二模具8的底端设置有能够与所述加工位9的顶端卡接配合的凹槽81,所述第二模具8的底端设置有灌封腔82,所述平板7上设置有存储筒6以及泵5,所述泵5的输出端与所述灌封腔82连接,所述泵5的输入端与所述存储筒6连接。
23.所述工作台10的顶端设置有支架14,所述支架14的一端通过轴承与所述气缸4连接,所述支架14上安装有伺服电机15,所述伺服电机15的输出轴连接有主动轮1,所述气缸4的顶端连接有从动轮3,所述主动轮1与所述从动轮3通过传动带2连接。所述工作台10上设置有加热盘11,所述加热盘11与所述加工位9的顶端紧贴。通过加温来降低灌封材料的粘度,温度不高于80℃,使得灌封材料具有较好的流动性,粘度不高于6000mpa
·
s。
24.所述平板7上活动设置有活动杆16,所述活动杆16的底端与所述第一模具12或第二模具8连接,所述活动杆16上套设有弹簧13,弹簧13能够起到缓冲作用,同时保证第一模具12以及第二模具8能够与加工位9配合贴合,所述弹簧13的一端与所述平板7连接,所述弹簧13的另一端与所述第一模具12或第二模具8连接。进一步的,所述活动杆16的顶端设置有限位部161。
25.可以理解地,所述存储筒6的中部设置有活动腔,所述存储筒6的顶端设置有盖体。
26.通过选用新型复合环氧树脂灌封材料,同时从结构上选用多孔的网格布等作为骨架,通过灌封固化,使得环氧树脂灌封材料均匀的包裹在转子外表面,形成一层0.5-1mm的保护层,避免发生开裂脱落,提高防水防腐耐磨能力。固化后脱模,根据尺寸进行精加工。对于直径较大的电机,允许灌封材料的厚度达到1mm左右。
27.需要说明的是,新型复合环氧树脂灌封材料主要由高韧性环氧树脂(牌号hypox rm-20和jef-0240等)和耐磨颗粒(硅灰石、硅微粉,氧化铝,碳化硅等)构成,为了提高材料的韧性,还可适量增加增韧剂。质量百分比约高韧性环氧树脂不低于40%,二氧化硅耐磨颗粒不高于60%。为了保证耐磨颗粒可均匀分布在环氧树脂里,需要对耐磨颗粒进行表面改性处理。
28.本实施方式中,将转子放置在加工位9中,对于其中一个加工位9,首先启动气缸4,气缸4带动平板7以及平板7上的第一模具12和第二模具8向下移动,第一模具12上的打毛部121对工件的顶端挤压后,能够在工件的顶端形成多孔结构,增加工件顶端的摩擦力,然后气缸4工作,将平板7向上抬起。然后启动伺服电机15,伺服电机15通过主动轮1、传动带2以及从动轮3带动气缸4转动180度,使得第二模具8转动至上述经过第一模具12加工打毛后的加工位9上,再次启动气缸4,使得第二模具8与加工位9的顶端卡接,接着通过泵5将存储筒6内的灌封材料注入灌封腔82内,关闭加热盘11后灌封材料82固化,在转子外表面和端部需保护区域形成一层较薄的保护层,外部涂覆防水防腐蚀涂料,双重保护转子磁钢,从而达到防水、防腐和耐磨的目的,提高转子的防护等级。过程中,对应的工作台上的加工位9可以为多组,进而能够实现对转子先打毛后灌封的连续加工。
29.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1