一种汽车电机转子铁芯定位成型结构的制作方法
1.本实用新型涉及一种成型结构,尤其涉及一种汽车电机转子铁芯定位成型结构。
背景技术:
2.电机转子是电机中的旋转部件。电机由转子和定子两部分组成,它是用来实现电能与机械能和机械能与电能的转换装置。电机转子分为电动机转子和发电机转子电机是依据电磁感应定律实现电能转换或传递的一种电磁装置,主要作用为产生驱动转矩,作为用电器或各种机械的动力源,电机的内腔包括转子,转子是由轴承支撑的旋转体,时动力机械和工作机械中的主要旋转部件,转子包括转子铁芯和转子轴。
3.如申请日为2014年02月24日申请号为cn201420078063.4的中国专利:一种电机转子铁芯,其特征在于:包括铁芯本体由铁芯叠片组成,其中铁芯本体外圈为圆形;所述铁芯本体外圈上间隔均匀设置凹槽和凸起;所述凸起为燕尾形,其一端直径小于另一端;所述凹槽和凸起数量设置为复数;所述铁芯本体内圆面设置为规则的多边形。最然本专利解决了使用时的潜在问题,但没有考虑到在电机转子铁芯成型过程中的难度及问题,由于电机转子铁芯是由若干个薄片叠加制成,在成型过程中容易产生角度的偏转或移动,导致成型后效果不理想报废的情况,因此具有改进的必要。
技术实现要素:
4.本实用新型提供了一种预埋式定位结构,结构简单,定位效果好,加工后无多余孔位的一种汽车电机转子铁芯定位成型结构;解决了现有技术中存在的转子铁芯加工时易偏转旋转,不易定位,定位结构较复杂的技术问题。
5.本实用新型的上述技术问题是通过下述技术方案解决的:一种汽车电机转子铁芯定位成型结构,包括若干个相同的薄片组合叠加形成的转子铁芯,所述的薄片为正多边形,转子铁芯中心处开设有转轴孔,转轴孔的外侧均匀开设有若干个定位孔,每个定位孔内均设嵌入式设有预埋定位销,相邻两个定位孔之间设有加工孔,所述的转子铁芯边缘棱线交界处均开设有注塑定位槽,每个注塑定位槽内均嵌入设有与注塑定位槽配合的绕线板,相邻两个绕线板为一体连接制成构成一个绕线架,相邻两个绕线架之间开设有绕线槽。转轴孔用于转子铁芯使用时的配合,预埋定位销在注塑加工前安装在定位孔内,将若干个薄片位置角度固定,便于加工与注塑,防止在注塑过程中转动偏移导致注塑结果产生影响,同时可以在转子铁芯内部起到加强筋的作用,在注塑后定位孔密封将预埋定位销封在内部,相邻两个绕线板为一体连接制成构成一个绕线架,可以增强绕线架的强度,相邻两个绕线架之间开设有绕线槽,这样便于绕线。
6.作为优选,所述的注塑定位槽为t型槽或燕尾槽。t型槽或燕尾槽可以避免绕线架滑出转子铁芯,本实用新型以t型槽为例进行说明,使绕线槽更加稳定。
7.作为优选,所述的转子铁芯的边数为偶数。转子铁芯的边数可以根数实际情况设定,本实用新型以正八边形为例进行说明,因为相邻两个绕线板构成一个绕线架,所以当转
子铁芯的边数为单数时则会出现无法配对的情况。
8.作为优选,所述的转子铁芯上孔直径由大到小依次为转轴孔、加工孔、定位孔,且转轴孔为通孔。转轴孔用于使用时的转动配合,定位孔的直径不宜过大,因为预埋定位销的尺寸会影响整体的重量,所以定位孔的尺寸最小。
9.作为优选,所述的绕线架与转子铁芯的单侧覆盖固定,另一侧为开放式。绕线架的单侧与转子铁芯连接固定,另一侧开放,在保证固定绕线架的同时可以便于绕线。
10.作为优选,所述的绕线架的外侧边缘位于同一圆周面上。绕线架的外侧边缘位于同一圆周面上可以保证绕线后整体质量分布的均匀性,否则会产生转动过程中中心位置不同影响使用效果。
11.因此,本实用新型的一种汽车电机转子铁芯定位成型结构具备下述优点:结构件简单,加工后无多余孔位,预埋定位销为电机转子铁芯起到加强筋的作用,定位稳定不易偏转。
附图说明
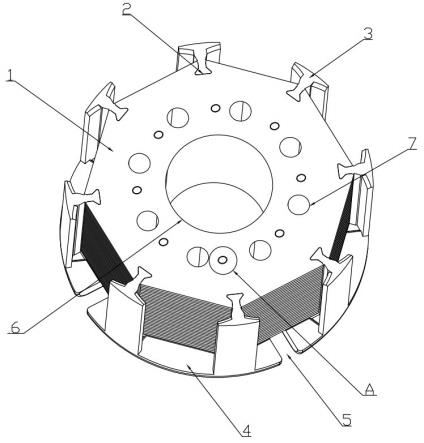
12.图1是本实用新型的一种汽车电机转子铁芯定位成型结构加工后的立体结构示意图。
13.图2是图1加工前的立体结构示意图。
14.图3是图1中a处放大示意图。
15.图中,转子铁芯1,注塑定位槽2,绕线板3,绕线架4,绕线槽5,转轴孔6,加工孔7,定位孔8,预埋定位销9。
具体实施方式
16.下面通过实施例,并结合附图,对实用新型的技术方案作进一步具体的说明。
17.实施例:如图1和2所示,一种汽车电机转子铁芯定位成型结构,包括转子铁芯1,转子铁芯1为正八边形,转子铁芯1的每个拐角处均开设有注塑定位槽2,注塑定位槽2为t形槽,每个注塑定位槽2内均嵌入式安装有与注塑定位槽2配合的绕线板3,相邻两个绕线板3为一体制成构成一个绕线架4,相邻两个绕线架4之间开设有绕线槽5,绕线槽5的外侧均位于同一圆周面上,且绕线架4与转子铁芯1为单侧覆盖固定连接,另一侧为开放式,转子铁芯1中心处开设有转轴孔6,转轴孔6为通孔,转轴孔6外侧均匀开设有8个加工孔7,加工孔7的直径小于转轴孔6,如图3所示,相邻两个加工孔7之间开设有定位孔8,每个定位孔8之间均安装有预埋定位销9。
18.预埋定位销9在注塑加工前安装在定位孔8内,预埋定位销9将若干个薄片位置角度固定,便于加工与注塑,防止在注塑过程中转动偏移导致注塑结果产生影响,同时可以在转子铁芯1内部起到加强筋的作用,在注塑后定位孔8密封将预埋定位销9封在内部,相邻两个绕线板3为一体连接制成构成一个绕线架4,可以增强绕线架4的强度,绕线架4与转子铁芯1的一侧连接固定,另一侧开放,在保证固定绕线架4的同时可以便于后期绕线。
技术特征:
1.一种汽车电机转子铁芯定位成型结构,其特征在于:包括若干个相同的薄片组合叠加形成的转子铁芯,所述的薄片为正多边形,转子铁芯中心处开设有转轴孔,转轴孔的外侧均匀开设有若干个定位孔,每个定位孔内均设嵌入式设有预埋定位销,相邻两个定位孔之间设有加工孔,所述的转子铁芯边缘棱线交界处均开设有注塑定位槽,每个注塑定位槽内均嵌入设有与注塑定位槽配合的绕线板,相邻两个绕线板为一体连接制成构成一个绕线架,相邻两个绕线架之间开设有绕线槽。2.根据权利要求1所述的一种汽车电机转子铁芯定位成型结构,其特征在于:所述的注塑定位槽为t型槽或燕尾槽。3.根据权利要求1所述的一种汽车电机转子铁芯定位成型结构,其特征在于:所述的转子铁芯的边数为偶数。4.根据权利要求3所述的一种汽车电机转子铁芯定位成型结构,其特征在于:所述的转子铁芯上孔直径由大到小依次为转轴孔、加工孔、定位孔,且转轴孔为通孔。5.根据权利要求1或3所述的一种汽车电机转子铁芯定位成型结构,其特征在于:所述的绕线架与转子铁芯的单侧覆盖固定,另一侧为开放式。6.根据权利要求5 所述的一种汽车电机转子铁芯定位成型结构,其特征在于:所述的绕线架的外侧边缘位于同一圆周面上。
技术总结
本实用新型涉及一种成型结构。一种汽车电机转子铁芯定位成型结构,包括若干个相同的薄片叠加形成的转子铁芯,所述的薄片为正多边形,转子铁芯中心处开设有转轴孔,转轴孔的外侧均匀开设有若干个定位孔,每个定位孔内均设嵌入式设有预埋定位销,相邻两个定位孔之间设有加工孔,所述的转子铁芯边缘棱线交界处均开设有注塑定位槽,每个注塑定位槽内均嵌入设有绕线板,相邻两个绕线板为一体连接制成构成一个绕线架,相邻两个绕线架之间开设有绕线槽。本实用新型提供了一种结构简单,定位效果好,加工后无多余孔位的一种汽车电机转子铁芯定位成型结构;解决了现有技术中存在的转子铁芯加工时易偏转旋转,不易定位,定位结构较复杂的技术问题。的技术问题。的技术问题。
技术研发人员:应乐 蒋挺
受保护的技术使用者:宁波英格塑料制品有限公司
技术研发日:2021.12.24
技术公布日:2022/6/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1