具有深冲型电机外壳的电动机的制作方法
1.本发明涉及一种电动机。
背景技术:
2.被称为内转子电机的电动机具有转子,该转子包含电机轴并且可旋转地安装在外壳内,转子上设有永磁体,定子围绕电机布置,定子在铁芯上承载多个绕组。当被适当控制时,绕组产生驱动转子旋转的磁场,绕组通常是三相设计,并且相应地设置三个电连接,通过这些电连接可以将绕组连接到控制单元(ecu)。绕组的端部通过汇流排接触,汇流排可以封装在汇流排单元中。
3.在电动机中,组件(定子和转子)必须轴向对准,以达到运行期间所需的边界参数。如果电动机具有深冲型电机外壳,轴向对准通常由电机外壳内部几何形状上的肩部或凸起指定,以方便装配操作。为实现该目的进行径向切割和/或压花操作或形成周向的肩部是不可取的,因为它们有许多缺点。对于径向压花,在可达到的平面度方面存在限制,这主要取决于电机外壳的壁厚、电机外壳的密封性以及对压花点周围外壳的几何形状的影响。此外,由于径向冲压工艺,制造公差相对较高,必要的参考平面通常不能发挥作用。当设置周向肩部时,则不利于增加外壳的安装空间,并形成超出要求的环形表面。
技术实现要素:
4.本发明的目的是提供一种具有电机外壳的电动机,该电机外壳易于制造,并且能够实现组件的精确轴向校准。
5.该目的是通过具有下述特征的电动机来解决的。
6.为了对电动机进行几何描述,相对于电机外壳的纵轴,我们所说的径向方向表示距纵轴的距离的方向,以及周向方向定义为与在径向方向上布置的半径相切,纵轴的方向也被称为轴向。
7.一种具有深冲型电机外壳的电动机,所述电机外壳具有底座和与所述底座相对的开口,所述开口与法兰相连接,所述法兰具有与所述开口相邻的至少一个局部成型部,所述成型部沿轴向形成并具有用于电动机的部件的支承面,所述支承面在轴向上的轴向位置相对于在深冲加工时形成于所述电机外壳的底部表面进行校准,所述支承面在径向位置通过所述开口作为参考面进行校准。可以通过简单的制造来确定至少一个支承面的位置,从而使放置在支承面上的电动机的部件相应地对准,这就简化了电动机的装配过程。因此,可以避免深冲电机外壳或周向肩部产生的严重的径向变形。
8.优选地,所述至少一个成型部通过冲压法兰形成。
9.优选地,所述支承面的位置是通过压印工艺进行校准。
10.优选地,所述电机外壳的底部的表面为转子轴承的轴承支承面,它具有功能性。
11.在一个优选的实施例中,所述电动机的部件为汇流排单元。因此,汇流排单元的位置被明确的限定,并且不必在电机外壳上创建额外的紧固选项。
12.可选地,法兰的横截面大致为多边形,每个法兰角设置有螺口式固定点,每个法兰角具有两个成型部,每个成型部在所述螺口式固定点和开口之间形成所述电机外壳的弯曲边缘。成型部将弯曲边缘从开口处移向螺口式固定点,因此法兰在机械稳定性上明显提高。
13.如果有多个接触面,优选地,这些接触面是平的、平行的且同一平面内。
14.优选地,每个成型部的横截面大致为直角三角形,与直角相对的一侧边由电机外壳的开口形成,其他两个侧边与法兰的外侧边平行延伸。优选地,法兰角的两个成型部相互间隔布置,并且关于通过螺口式固定点和电机外壳的纵轴的对称轴镜像对称。优选地,法兰角的两个成型部的矩形包络包围相应的螺口式固定点,由此,螺口式固定点位于包络的沿径向最外侧的角部。优选地,在螺口式固定点区域中,法兰的外侧边以及成型部的靠近螺口式固定点的两侧边及其延伸部分围成假想的正方形,螺口式固定点设置在正方形的中心。优选地,假想的正方形限定的平面区域的尺寸与用于螺口式固定点的紧固件的直径相适应。
15.优选地,所述支承面在靠近所述开口处形成为近似半圆形。汇流排单元可以具有相应的凸起,所述凸起抵接在圆柱体几何形状之外的接触面上。
16.优选地,所述电动机为内转子电机,其转子上有磁体,定子环绕转子布置,定子的铁芯上设有多个绕组,所述绕组的端部通过汇流排单元电接触。
17.此外,还提供了一种用于加工电动机的深冲型电机外壳的方法,所述电机外壳具有底部和与所述底部相对的开口,所述开口与法兰相邻接。该方法包括以下步骤:
18.a)、在与所述开口相邻的至少一个区域沿轴向使所述法兰变形,以形成至少一个成型部;
19.b)、在所述至少一个成型部的区域,形成支承面,其中,所述支承面的相对于在深冲加工时形成于所述电机外壳的底部的表面的轴向位置,以及所述支承面相对于所述开口的径向位置在成型时进行校准。
20.上述的优势在于,优选地,在步骤a)中进行成型,在步骤b)中进行成型,分别通过压印工艺进行。根据变形的程度,支承面可以在一个或多个变形步骤中产生。成型过程包括最终的校准过程,以确保压印工艺中参考面的适当精度。
21.电机外壳可以按照上述方法进行详细设计,优选地,其可以是内转子电机的一部分,优选地,校准面为转子轴承的轴承支承面,支承面优选地用于支撑汇流排单元。
附图说明
22.下面将参照附图对本发明的优选实施例进行更详细的解释。类似的或作用相似的部件在图中用相同的附图标记表示,它们表明:
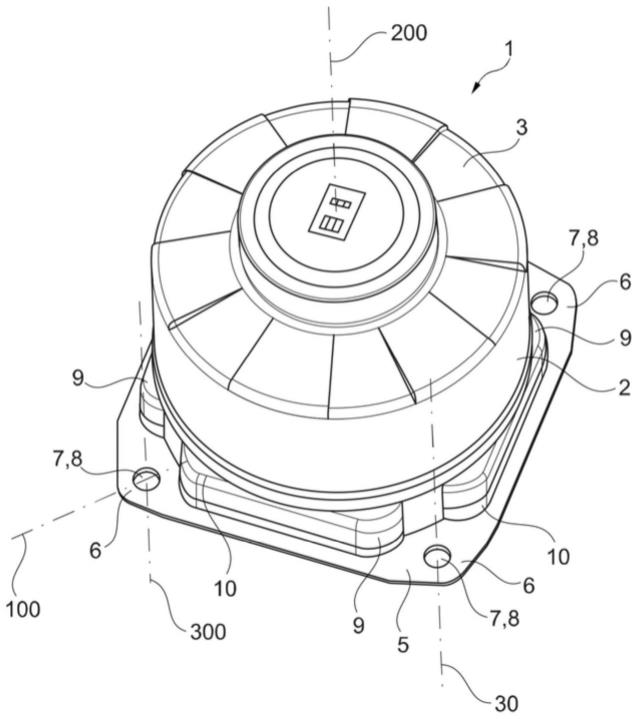
23.图1是从下面看电动机的电机外壳的立体图;
24.图2是图1中电机外壳的一角从上往下看的示意图;
25.图3是图1中电机外壳的角部的透视图,其中汇流排单元插入了电机外壳;
26.图4是图1中角部区域的透视图,其中汇流排单元未示出;以及
27.图5是穿过电机外壳的纵向切面的一半。
具体实施方式
28.图1示出了电动机的深冲型电机外壳1。电机外壳1为锅状体,具有大致为圆柱形的外表面2、底座3以及与底座3相对的开口,开口在周向上被法兰5环绕,法兰5具有大致为矩形的、带有四个法兰角6的基部,图中仅示出其中的三个法兰角6,这些法兰角6沿圆周方向均匀分布,每个法兰角6上分别设置有用作螺口式固定点8的贯穿孔7。在法兰角6的区域,法兰5还具有沿底座3的方向向下延伸的凸出部9、10。在所示的情况下,每个法兰角6对应两个成型部9、10,两个成型部9、10为凸出部且关于对称轴100呈镜像对称布置,该对称轴100分别与电机壳体的中心轴或纵轴200,以及与对称轴100垂直的、对应的螺口式固定点的中心轴300相连接,法兰角的两个凸出部9、10在周向方向上相互间隔布置。
29.从图2中可以详细看到,凸出部9、10的横截面分别具有两个呈直角的、限制性的侧边11、12,两个侧边11、12与法兰5的外侧边平行延伸。凸出部9、10在径向方向向内连接至开口4。每个凸出部9、10的横截面大致呈三角形,与直角相对的一侧边由电机外壳的开口4形成。法兰角的两个凸出部9、10的矩形包络包围对应的螺口式固定点8,螺口式固定点8位于包络的沿径向最外侧的角部。在螺口式固定点的区域中,法兰的外侧边以及凸出部的靠近螺口式固定点的两侧边及其延伸部分形成假想的正方形13,螺口式固定点设置在正方形的中心,在螺口式固定点处其他传统圆柱形的几何形状被弃用。假想的正方形13限定了平面区域,其尺寸与贯穿孔的或与垫圈相配合的螺钉头的直径相适应,从而使该区域可以尽可能地直接地连接至电机壳体的开口。
30.法兰角的凸出部的直角间的直接连接14与开口4在对称轴100处的切线平行,并且在径向上位于螺口式固定点8和开口4之间。
31.如图3所示,凸出部9、10可以用作电动机的汇流排单元15的轴向支承面,支承面16通过额外的成型工艺在凸出部9、10中形成(见图4)。优选地,该成型工艺为冲压工艺,支承面16是平的且位于同一平面内,根据变形的程度,支承面16可以在一个或多个变形阶段形成,成型过程包括最终的校准过程,以确保参考面的适当精度。
32.通过适当的工艺设计,支承面16与另一个重要的功能面一起校准,即支承面16在校准过程中被重新冲压。从图5可以看出,重要的功能面优选地为用于轴承的轴向轴承支承面17,该轴承在远离开口的一端支撑电动机的转子轴,这种轴承也称为b型轴承,轴向轴承支承面17布置在电机外壳的底座3并在深冲加工时形成。因此,用于汇流排单元的支承面16的轴向位置由到轴承支承面17的距离a来限定,在径向上,参考面是电机外壳的开口4,也被称为法兰孔。
33.根据支承面16冲压至凸出部9、10中的深度,可以确保汇流排单元15的径向固定。接触面16沿径向远离开口延伸,并且形状大致为半圆形,见图4。每个凸出部9、10均有接触面16。
34.从图3可以看出,汇流排单元15有凸起18,仅在每隔一个支承面16上搁置凸起18,然而,也可以考虑选择不同数量的凸起用于搁置在支承面上。
35.凸出部减小了螺口式固定点8的弯曲应力,即使材料厚度或壁厚较低,在螺口式固定点8的关键区域也能实现电机外壳的高机械刚度。
36.电机外壳的部分形成在凸出部区域,并偏离了基本的圆柱形。凸出部通常可以形成一个或多个平的、平行的表面,从而使电动机的部件在电机外壳内轴向和径向校准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1