一种电机粘胶铁芯制造装置及其制造方法与流程
1.本发明涉及新能源汽车用电机中的铁芯制造技术领域,具体涉及一种电机粘胶铁芯制造装置及其制造方法。
背景技术:
2.现在市面上出现的粘胶铁芯,尤其是新能源汽车驱动电机粘胶铁芯,在常温(10
°
c-40
°
c)仍需在模具内或模具外通过加热或使用其它辅助加热的方式,让冲裁成型的各薄板之间得到固化粘接在一起而形成定铁芯(即电机的定子)或动铁芯(即电机的转子);但无论采用模外加温辅助固化或是采用模内加温辅助固化的方式,基于均采用到了高温加热,然而高温加热需要一段的时效才能实现完全固化,并且该方式所需的固化时间为3-5分钟,因此生产效率就极其低下,具体可参见专利文献cn108233643a公开的一种电机冲片制成铁芯的方法;并且无法控制每一次喷嘴喷出的胶水量,致使每一次胶水喷出量不一致,导致各铁芯片之间胶水厚度不一致,使得制作成型的铁芯,其工作性能不能满足要求,从而不良品产生较多,导致材料浪费,严重影响企业效益,也严重制约了粘胶铁芯在新能源汽车电机上的大力推广。
技术实现要素:
3.为解决上述至少一个技术缺陷,本发明提供了如下技术方案:本技术文件所设计的一种电机粘胶铁芯制造装置,包括连续冲裁模具,连续冲裁模具包括至少一个落料工位、以及位于至少一个落料工位前的喷胶机构;喷胶机构包括位于下模中的容置腔、位于容置腔中的抽板垫块、以及位于容置腔口部的喷胶模块,喷胶模块固定于抽板垫块上,喷胶模块上形成有多个喷胶环形区,各喷胶环形区均形成有多个环形阵列设置的喷嘴、以及分别与各喷嘴对接的传输通道,抽板垫块上形成有凹腔,凹腔内安装有分流模块,分流模块包括多块相互堆叠设置的分流板,各分流板均包括形成于周侧面上的多个出胶通道和一个进胶通道、以及位于内部的分流腔,多个出胶通道和一个进胶通道均与分流腔连通,各分流板上的多个出胶通道分别通过管道与每个传输通道对接。
4.根据以上所述的电机粘胶铁芯制造装置,喷嘴包括与传输通道对接的储胶通道、形成于储胶通道上端的圆锥通道、形成于圆锥通道上端的喷胶通道、以及形成于喷胶通道上端的储胶槽。
5.圆锥通道上相对两斜边的之间的夹角为a, a为13
°
或90
°
。
6.圆锥通道的上端口直径小于圆锥通道的下端口直径,圆锥通道的下端口直径与储胶通道的直径相等,喷胶通道的直径与圆锥通道的上端口直径相等。
7.喷胶通道的深度为h1, 喷胶通道的直径为d1,h1<2
×
d1。
8.根据以上所述的电机粘胶铁芯制造装置,还包括控制器、胶筒和胶水控制设备,控制器中的气体减压阀通过气路管与胶筒的进气端口对接,胶水控制设备与控制器中的控制模块相连并受其控制,胶筒的出料端口通过管道与胶水控制设备的进胶口对接,胶水控制
设备的出胶口分别通过管道与各分流板的进胶通道对接。
9.根据以上所述的电机粘胶铁芯制造装置,喷胶模块包括镶环、喷嘴垫板、喷嘴板和芯轴压板,喷嘴板上形成有多个喷胶环形区,喷嘴垫板、喷嘴板和芯轴压板均位于镶环的内孔中,镶环固定于喷嘴垫板上,镶环的内壁形成凸环;喷嘴板叠于喷嘴垫板上,并相互固定;且凸环嵌入喷嘴板的环槽内,并与抽板垫块配合将固定喷嘴板和喷嘴垫板夹持固定,芯轴压板嵌入固定在喷嘴板的内孔与喷嘴垫板的内孔同轴形成的安装通道内,喷嘴垫板上设置有多个与喷嘴位置对应连通的传输通道。
10.根据以上所述的电机粘胶铁芯制造装置,容置腔内壁形成有通道,抽板垫块与容置腔底面之间设置有抽板,抽板垫块的底面和抽板的顶面分别通过多个相互等间距间隔设置的配合槽而形成多个配合齿块,且配合齿块对应插入配合槽内;抽板垫块上的配合槽一侧壁和抽板上的配合槽一侧壁相互贴合,且相互贴合的两侧壁均为倾斜角度一致的斜面;抽板的延伸段贯穿通道后与位于下模侧壁的气缸连接。
11.根据以上所述的电机粘胶铁芯制造装置,镶环通过镶环垫板与抽板垫块的顶面固定,且镶环垫板垫于喷嘴底面。
12.作为另一方面,一种电机粘胶铁芯制造方法,包括利用以上所述的电机粘胶铁芯制造装置制造转子铁芯和定子铁芯,其具体步骤如下:步骤s1,料带以连续步进式向落料方向输送,并在进入连续冲裁模具的上模和下模之间前,对料带的上表面或下表面中的至少一者进行喷涂用于催化胶水的液体;步骤s2,料带在连续冲裁模具的上模和下模之间,以连续步进式向落料方向输送,并对料带多列冲裁成型区进行同步冲裁,以在各成型区成型带缺口的转子轴孔、环绕转子轴孔的多个通风孔和多个转子磁钢槽、以及位于多个转子磁钢槽外围且环形阵列设置的多个定子方槽,且转子磁钢槽位于通孔的外围,进而通过转子磁钢槽外围界定形成转子铁芯片预成型区;步骤s3,料带连续步进式输送过程中,转子铁芯片预成型区贴合于连续冲裁模具中位于转子落料工位前的喷胶机构上,胶筒内的胶水通过胶水控制设备输送至喷胶机构的喷嘴处,并使喷嘴处的胶水粘附在转子铁芯片预成型区的下表面,并且各转子磁钢槽外围和转子轴孔外围分别均匀分布有胶点;步骤s4,在料带连续步进式输送过程中,对喷涂有胶点的转子铁芯片预成型区进行冲裁,以形成转子铁芯片,并落料至落料通道内与其内部的转子铁芯片叠片组顶面之间通过胶水与液体接触而常温固化粘合固定,以形成转子铁芯;步骤s5,料带连续步进式输送过程中,对落料孔外围冲裁形成多个环形阵列设置的槽形孔,槽形孔上靠近落料孔的一端形成有长形孔;步骤s6,料带连续步进式输送过程中,对落料孔边沿进行冲裁而形成定子轴孔,并去除长形孔上的一部分,使槽形孔与落料孔连通而形成定子槽形,进而通过定子方槽的外围界定形成定子铁芯片预成型区;步骤s7,料带连续步进式输送过程中,定子铁芯片预成型区贴合于连续冲裁模具中位于定子落料工位前的喷胶机构上,胶筒内的胶水通过胶水控制设备输送至喷胶机构的喷嘴处,并使喷嘴处的胶水粘附在定子铁芯片预成型区的下表面,并且在各定子槽形之间、以及定子槽形与定子方槽之间分别均匀分布有胶点;
步骤s8,在定子铁芯片落料前对已在落料通道内的定子铁芯片叠片组作360
°
/n回转,然后在料带连续步进式输送过程中,对喷涂有胶点的定子铁芯片预成型区进行冲裁,以形成带外形缺口的定子铁芯片,并落料至落料通道内与定子铁芯片叠片组顶面之间通过胶水与液体接触而常温固化粘合固定,以形成定子铁芯。
13.根据以上所述的电机粘胶铁芯制造方法,其特征在于,在步骤s2中:步骤s21,料带连续步进式输送过程中,在成型区中心位置处的纵向中心线一侧冲裁成型两个相对称设置的缺口成型孔一、围绕第一缺口成型孔并环形阵列设置的多个缺口成型孔二、以及围绕多个缺口成型孔二并环形阵列设置的多个定子方槽;步骤s22,料带连续步进式输送过程中,在成型区中心位置处的纵向中心线另一侧冲裁成型缺口成型孔三,以及在缺口成型孔一和缺口成型孔三的外围区域成型多个环形阵列设置的通风孔,两个缺口成型孔一和成型孔三呈环形阵列分布;步骤s23,料带连续步进式输送过程中,依各缺口成型孔二的位置分别成型多个带缺口的转子磁钢槽,以及在各定子方槽之间再冲裁成型定子方槽,其中,相邻两个转子磁钢槽呈倾斜设置,并相互对称;步骤s24,料带连续步进式输送过程中,依缺口成型孔一和成型孔三分布的中心位置处冲裁成型带缺口的转子轴孔。
14.根据以上所述的电机粘胶铁芯制造方法,在步骤s5与步骤s6之间具有定子外形缺口形成孔成型步骤,由环形阵列设置的多个定子方槽界定形成方槽成型区,方槽成型区内形成有三个环形阵列设置的缺口成型区,各缺口成型区内具有两个并列的定子方槽,从而对三个缺口成型区进行冲裁形成缺口成型孔四,再依据定子铁芯片预成型冲裁形成带外形缺口的定子铁芯片。
15.根据以上所述的电机粘胶铁芯制造方法,所述液体由促进剂与冲压油形成的混合液体。
16.与现有技术相比,本发明所设计的一种电机粘胶铁芯制造装置及其制造方法有益效果如下:1、利用喷嘴的结构设计、以及控制器、胶筒和胶水控制设备相互配合达到喷嘴每一次喷胶的胶水量得到控制,并且每一次喷出的胶水量一致,从而使得各铁芯片之间得到合适的胶水量,并且胶水量一致,使得生产成型后的电机铁芯,符合工作性能要求,并且转子铁芯、定子铁芯的叠压系数较佳,垂直度、平面度、圆度等形位公差均符合生产及工作性能要求。
17.2、利用胶水在模内快速固化,达到铁芯形成的生产效果高,并且粘接牢固可靠。
18.3、可以对材料厚度0.3mm以下进冲裁,并且材料越薄,粘接工艺优势越明显。
19.4、当一个铁芯冲裁完成之后,开始冲第二个铁芯时,气缸抽动抽板,从而迫使喷嘴板低于下模顶面1mm至2mm,这样即使之前在喷嘴板上有残留的胶水,也不会粘在料带上,致使输送过程中的料带保持清洁,如在料带上粘附其余胶水容易导致粘接形成的铁芯垂直度、平面度、圆度等形位公差无法符合要求,致使铁芯报废的情况发生。
附图说明
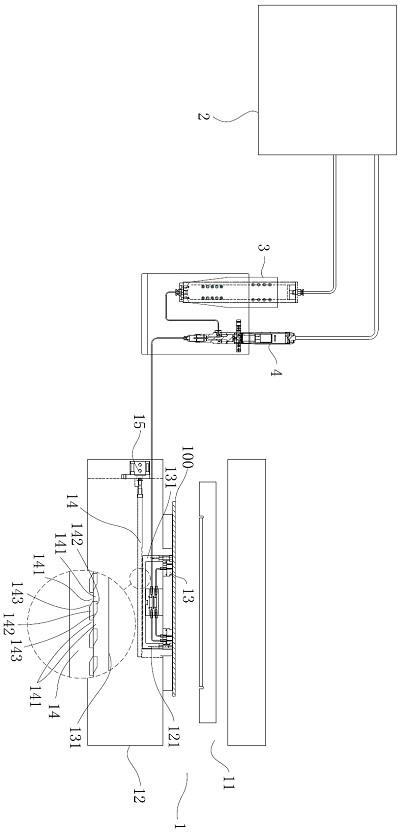
20.图1是制造装置的结构示意图(一);
图2是制造装置的结构示意图(二);图3是具有喷胶机构的下模结构示意图(一);图4是a处放大图;图5是喷嘴结构的放大图;图6是分流板结构示意图;图7是喷嘴分布结构示意图;图8是具有喷胶机构的下模结构示意图(二);图9是粘胶铁芯制造工艺示意图。
21.图中:连续冲裁模具1、上模11、下模12、容置腔121、喷胶机构13、芯轴压板130、抽板垫块131、凹腔132、镶环133、分流模块134、喷嘴板135、喷嘴136、喷嘴垫板137、镶环垫板138、支撑环139、环形槽13a、环形凸起13b、环槽13c、凸环13d、传输通道13e、分流板13f、出胶通道13g、分流腔13h、储胶通道13i、圆锥通道13j、喷胶通道13k、储胶槽13m、进胶通道13n、抽板14、喷胶环形区140、配合齿块141、配合槽142、斜面143、气缸15;控制器2、胶筒3、胶水控制设备4、促进剂喷涂工位5;料带100、冲裁成型区101、成型工位一102、成型工位二103、成型工位三104、喷胶工位一105、落料工位一106、成型工位四107、成型工位五108、喷胶工位二109、落料工位二110、定子方槽111、缺口成型孔一112、缺口成型孔二113、通风孔114、转子磁钢槽115、转子轴孔116、胶点117、转子铁芯片118、落料孔119、槽形孔120、长形孔122、定子槽形123、定子铁芯片124、缺口成型孔三125。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明保护的范围。
23.实施例:如图1和图2所示,本实施例所描述的一种电机粘胶铁芯制造装置,包括连续冲裁模具1以及位于连续冲裁模具1料带进入端的促进剂喷涂工位5,连续冲裁模具1依次包括用于成型缺口成型孔一112、缺口成型孔二113和定子方槽111的成型工位一102,用于成型通风孔114和缺口成型孔三125的成型工位二103,用于转子磁钢槽115、转子轴孔116及再成型定子方槽111的成型工位三104,具有喷胶机构13的喷胶工位一105,用于成型转子铁芯片118的落料工位一106,用于成型槽形孔120及长形孔122的成型工位四107,用于成型定子槽形和定子轴孔的成型工位五108,具有喷胶机构13的喷胶工位二109,用于成型定子铁芯片124的落料工位二110,利用上述装置成型转子铁芯片和定子铁芯片,并在铁芯片落料前进行涂胶。
24.如图3-图7所示,在本实施例中,喷胶机构13包括位于下模12中的容置腔121、位于容置腔121中的抽板垫块131、以及位于容置腔121口部的喷胶模块,喷胶模块固定于抽板垫块131上,喷胶模块上形成有多个喷胶环形区140,各喷胶环形区均形成有多个环形阵列设
置的喷嘴136、以及分别与各喷嘴136对接的传输通道13e,抽板垫块131上形成有凹腔132,凹腔132内安装有分流模块134,分流模块134包括多块相互堆叠设置的分流板13f,各分流板13f均包括形成于周侧面上的多个出胶通道13g和一个进胶通道13n、以及位于内部的分流腔13h,多个出胶通道13g和一个进胶通道13n均与分流腔13h连通,各分流板13f上的多个出胶通道13g分别通过管道与每个传输通道13e对接,其中,将已被控制输胶压力的胶水经进胶通道13n进入至各分流板13f,然后通过分流腔13h进行均匀分配出胶,出胶通道13g在胶水压力作用下出胶,并经传输通道13e后从喷嘴136喷出,且喷出的胶水在喷嘴136处呈球形状,基于球形状胶水上半部露出,使得可以料带下表面进行充分接触粘附。
25.优选地,喷嘴136包括与传输通道13e对接的储胶通道13i、形成于储胶通道13i上端的圆锥通道13j、形成于圆锥通道13j上端的喷胶通道13k、以及形成于喷胶通道13k上端的储胶槽13m;圆锥通道13j上相对两斜边的之间的夹角为a, a为13
°
或90
°
,其角度根据胶水流体力学设计,以使得喷胶通道缩口,起到增压作用,控制喷胶通道13k所喷出的胶水形成球形状,以便于球形状胶水的高度高于储胶槽13m,达到与料带下表面有效接触粘附;圆锥通道13j的上端口直径<圆锥通道13j的下端口直径,圆锥通道13j的下端口直径与储胶通道13i的直径相等,喷胶通道13k的直径与圆锥通道13j的上端口直径相等;喷胶通道13k的深度为h1, 喷胶通道13k的直径为d1,h1<2
×
d1。其结构设置使得喷出的胶水量更容易得到控制,提升生产效率、及生产后产品的质量。
26.在本实施例中,还包括控制器2、胶筒3和胶水控制设备4,控制器2中的气体减压阀通过气路管与胶筒3的进气端口对接,胶水控制设备4与控制器2中的控制模块相连并受其控制,胶筒3的出料端口通过管道与胶水控制设备4的进胶口对接,胶水控制设备4的出胶口分别通过管道与各分流板13f的进胶通道13n对接,控制模块采用控制器2,气体减压阀采用电气比例减压阀,控制器2根据冲床冲压速度、出胶量设定值来控制电气比例减阀的进气压力、以及控制胶水控制设备4输出至喷嘴136,从而使得每一次喷胶的喷胶量得到精准有效的控制,其中胶水控制设备采用螺杆泵。
27.在本实施例中,喷胶模块包括镶环133、喷嘴垫板137、喷嘴板135和芯轴压板130,喷嘴板135上形成有多个喷胶环形区,各喷胶环形区均形成有多个环形阵列设置的喷嘴136,喷嘴垫板137、喷嘴板135和芯轴压板130均位于镶环133的内孔中,镶环133固定于喷嘴垫板137上,镶环133的内壁形成凸环13d;喷嘴板135叠于喷嘴垫板137上,并相互固定;且凸环13d嵌入喷嘴板135的环槽13c内,并与抽板垫块131配合将固定喷嘴板135和喷嘴垫板137夹持固定,芯轴压板130嵌入固定在喷嘴板135的内孔与喷嘴垫板137的内孔同轴形成的安装通道内,在芯轴压板130的外壁形成有环形凸起13b,喷嘴板135的内孔上形成有环形槽13a,环形凸起13b对应嵌入环槽13c内进行限位,喷嘴垫板137上设置有多个与喷嘴136位置对应连通的传输通道13e,其使得结构紧凑,提升装置的稳定性,给分流板13f的设置提供有效空间,其中喷嘴板135的喷嘴数量可根据需要胶点进行设置。
28.优选地,镶环133通过镶环垫板138与抽板垫块131的顶面固定,且镶环垫板138垫于喷嘴136底面,其中,镶环垫板138、镶环133和抽板垫块131通过螺栓固定相连。
29.喷胶模块还有另一种方式,在镶环垫板138和芯轴压板130之间可设置支撑环139,以使得芯轴压板130更为稳定,请参阅图8所示。
30.在本实施例中,抽板垫块131与容置腔121底面之间设置有抽板14,抽板垫块131的
底面和抽板14的顶面分别通过多个相互等间距间隔设置的配合槽142而形成多个配合齿块141,且配合齿块141对应插入配合槽142内;抽板垫块131上的配合槽142一侧壁和抽板14上的配合槽142一侧壁相互贴合,且相互贴合的两侧壁均为倾斜角度一致的斜面143;抽板14的延伸段贯穿通道后与位于下模12侧壁的气缸15连接,当一个铁芯冲裁完成之后,开始冲第二个铁芯时,气缸15抽动抽板14,从而迫使喷嘴板135低于下模12顶面1mm至2mm,这样即使之前在喷嘴板135上有残留的胶水,也不会粘在料带料带上,致使输送过程中的料带保持清洁,如在料带上粘附其余胶水容易导致粘接形成的铁芯垂直度、平面度、圆度等形位公差无法符合要求,致使铁芯报废的情况发生。
31.如图9所示,在另一实施例中,利用上述实施例的电机粘胶铁芯制造装置制造转子铁芯和定子铁芯,其实现电机粘胶铁芯制造具体方法骤如下:步骤s1,料带100以连续步进式向落料方向输送,并在进入连续冲裁模具1的上模11和下模12之间前,对料带100的上表面或下表面中的至少一者进行喷涂用于催化胶水的液体;其中液体可以是促进剂并单独作为催化胶水用制剂喷出,或者液体是促进剂与冲压油混合形成混合液体作为催化胶水用制剂喷出,其使得胶水与这个混合液体相接触,产生快速反应的,达到常温下快速粘接的目的。
32.步骤s2,料带100在连续冲裁模具1的上模11和下模12之间,以连续步进式向落料方向输送,并对料带100两列或更多的冲裁成型区101进行同步冲裁,以在各成型区成型带缺口的转子轴孔116、环绕转子轴孔116的多个通风孔114和多个转子磁钢槽115、以及位于多个转子磁钢槽115外围且环形阵列设置的多个定子方槽111,且转子磁钢槽115位于通孔的外围,进而通过转子磁钢槽115外围界定形成转子铁芯片预成型区;其步骤为转子铁芯片118冲裁成型作预先准备。
33.步骤s3,料带100连续步进式输送过程中,转子铁芯片预成型区贴合于连续冲裁模具1中位于转子落料工位前的喷胶机构13上,胶筒3内的胶水通过胶水控制设备4输送至喷胶机构13的喷嘴136处,并使喷嘴136处的胶水粘附在转子铁芯片预成型区的下表面,并且各转子磁钢槽115外围和转子轴孔116外围分别均匀分布有胶点117;其中喷胶机构13中的喷嘴136位置根据转子铁芯片118的形状来设定,并对应于转子磁钢槽115外围和转子轴孔116外围的位置处设置喷嘴136,以达到胶水有效涂覆,使得胶水也与促进剂达到有效接触。
34.步骤s4,在料带100连续步进式输送过程中,对喷涂有胶点117的转子铁芯片预成型区进行冲裁,以形成转子铁芯片118,并落料至落料通道内与其内部的转子铁芯片叠片组顶面之间通过胶水与液体接触而常温固化粘合固定,以形成转子铁芯,在落料通道的转子铁芯片叠片组下端面具有支撑液压缸支撑,并且每冲裁一片转子贴片控制支撑液压缸下降一个转子铁芯片118厚度的距离,以便于下次冲裁成型的铁芯片进行叠片粘接。
35.步骤s5,料带100连续步进式输送过程中,对落料孔119外围冲裁形成多个环形阵列设置的槽形孔120,槽形孔120上靠近落料孔119的一端形成有长形孔122;其步骤的成型为定子槽形123的成型作预先准备,避免直接成型而发生变形。
36.步骤s6,料带100连续步进式输送过程中,对落料孔119边沿进行冲裁而形成定子轴孔,并去除长形孔122上的一部分,使槽形孔120与落料孔119连通而形成定子槽形123,进而通过定子方槽111的外围界定形成定子铁芯片预成型区;其通过步骤s5和步骤s6的结合,避免冲裁成型的定子槽形123发生变形,有效保证定子铁芯片124质量,提升生产效率及品
质。
37.步骤s7,料带100连续步进式输送过程中,定子铁芯片预成型区贴合于连续冲裁模具1中位于定子落料工位前的喷胶机构13上,胶筒3内的胶水通过胶水控制设备4输送至喷胶机构13的喷嘴136处,并使喷嘴136处的胶水粘附在定子铁芯片预成型区的下表面,并且在各定子槽形123之间、以及定子槽形123与定子方槽111之间分别均匀分布有胶点117;其中喷胶机构13中的喷嘴136位置根据定子铁芯片的形状来设定,并对应于各定子槽形123之间、以及定子槽形123与定子方槽111之间的位置处设置喷嘴136,以达到胶水有效涂覆,使得胶水也与促进剂达到有效接触。
38.步骤s8,在定子铁芯片124落料前对已在落料通道内的定子铁芯片叠片组作360
°
/n回转,其中,n系数为18,所以实际回转角度为20
°
,然后在料带100连续步进式输送过程中,对喷涂有胶点117的定子铁芯片预成型区进行冲裁,以形成带外形缺口的定子铁芯片124,并落料至落料通道内与定子铁芯片叠片组顶面之间通过胶水与液体接触而常温固化粘合固定,以形成定子铁芯;在落料通道的定子铁芯片叠片组下端面具有支撑液压缸支撑,并且每冲裁一片转子贴片控制支撑液压缸下降一个定子铁芯片124厚度的距离,以便于下次冲裁成型的铁芯片进行叠片粘接。
39.优选地,在步骤s2中:步骤s21,料带100连续步进式输送过程中,在成型区中心位置处的纵向中心线左侧冲裁成型两个相对称设置的缺口成型孔一112、围绕第一缺口成型孔并环形阵列设置的多个缺口成型孔二113、以及围绕多个缺口成型孔二113并环形阵列设置的多个定子方槽111。
40.步骤s22,料带100连续步进式输送过程中,在成型区中心位置处的纵向中心线右侧冲裁成型缺口成型孔三125,以及在缺口成型孔一112和缺口成型孔三125的外围区域成型多个环形阵列设置的通风孔114,两个缺口成型孔一112和成型孔三呈环形阵列分布。
41.步骤s23,料带100连续步进式输送过程中,依各缺口成型孔二113的位置分别成型多个带缺口的转子磁钢槽115,以及在各定子方槽111之间再冲裁成型定子方槽111,其中,相邻两个转子磁钢槽115呈倾斜设置,并相互对称。
42.步骤s24,料带100连续步进式输送过程中,依缺口成型孔一112和成型孔三分布的中心位置处冲裁成型带缺口的转子轴孔116。
43.上述步骤使得定子方槽111、带缺口的转子磁钢槽115、带缺口的转子轴孔116、通风孔114可有效成型,避免成型过程中发生变形,而且还省去了特意去设计形成缺口的步骤,提升生产效率。
44.根据以上所述的电机粘胶铁芯制造方法,在步骤s5与步骤s6之间具有定子外形缺口形成孔成型步骤,由环形阵列设置的多个定子方槽111界定形成方槽成型区,方槽成型区内形成有三个环形阵列设置的缺口成型区,各缺口成型区内具有两个并列的定子方槽111,从而对三个缺口成型区进行冲裁形成缺口成型孔四,再依据定子铁芯片124预成型冲裁形成带外形缺口的定子铁芯片124,其采用预成型模式,使得带外形缺口的定子铁芯片124有效成型,避免发生变形,而且省去特意去成型外形缺口的步骤,提升生产效率。
45.以上仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应
视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1