一种外转子电机的定子装配结构的制作方法
1.本实用新型涉及电机定子技术领域,具体是一种外转子电机的定子装配结构。
背景技术:
2.定子铁心是电机磁路的重要组成部分,其上需要设置绝缘层,传统的定子铁心绝缘层通常采用涂覆及塑料上下盖工艺,此绝缘方案常伴有这些问题:1)因定子铁心较厚,外径大,导致涂覆层不均匀及塑料上下盖难装配,易开裂及剥落;2)涂覆定子铁心的工艺较复杂,涂覆后定子铁心外径需加工才能保证定子铁心的同心度;3)涂覆时所涂覆绝缘粉,含有毒物质属粉末类,损害工作人员健康,不环保;4)产品不利于二次利用,绝缘层损伤严重。因此,现有的定子铁心放弃涂覆绝缘层的加工方法,转而以一体注塑成型代替,如申请号为cn202120925391.3的中国实用新型专利公开的一种定子铁芯绝缘结构及一种电机,属于电机技术领域,包括定子铁芯和绝缘层,所述定子铁芯具有多个沿其轴向贯通的铁芯槽,通过在铁芯槽内设置内绝缘层,内绝缘层分别沿铁芯槽轴向延伸形成贴设于定子铁芯上表面、下表面的上绝缘层和下绝缘层,其绝缘层采用包塑工艺一体成型于定子铁芯;又如申请号为cn202021878936.1的中国实用新型专利公开的一种定子注塑铁心和外转子电机定子,其中,定子注塑铁心包括铁心本体和绝缘壳,铁心本体中心设置有用于固定安装于电机轴的轴孔,铁心本体围绕轴孔呈放射状设置有多个绕线枝;绝缘壳注塑成型于铁心本体的外表面,且绝缘壳围绕轴孔的外周沿铁心本体的轴向、两端向外凸出设置有环形凸筋。但是这样的一体注塑成型的定子铁心在尺寸精度上极其受限于注塑模具的精度,且一旦注塑不良则所得定子铁心报废,并且一体注塑成型方法往往也会将定子铁心的安装连接结构也一并成型,而不同厂家所需要的产品因其安装连接位置、叠厚等存在不同而需要定制化整套模具,投入成本较高。
技术实现要素:
3.本实用新型的技术目的在于提供一种外转子电机的定子装配结构,解决现有技术中存在的问题。
4.本实用新型的具体技术方案如下:一种外转子电机的定子装配结构,包括铁心本体和槽绝缘纸,所述铁心本体包括轭部和均匀间隔排布在所述轭部的外圈上的齿部,所述轭部形成有内圆孔,相邻齿部之间形成线槽,每个所述线槽中设置有贴合于其内壁的所述槽绝缘纸,还包括定子安装部,所述定子安装部设置在所述铁心本体的所述内圆孔中并与其过盈配合。
5.作为优选,所述定子安装部包括两块独立的安装板,所述安装板用于分别从所述内圆孔的轴向两端压入其中而拼合成所述定子安装部,所述安装板上设有中央轴孔和固定用连接孔。
6.作为优选,所述安装板包括由其外圈至内圈依次连接的第一板段、第二板段、第三板段和第四板段,每块所述安装板的所述第一板段与所述轭部的内圈卡抵紧贴,两块所述
安装板的所述第二板段、所述第四板段分别相对向抵靠,每块所述安装板的所述第三板段形成主体板面,两块所述安装板的所述第三板段之间形成中空区,所述第四板段形成中央轴孔。
7.作为优选,所述安装板还包括连接于所述第一板段的包边板段,所述包边板段由所述第一板段向其外侧延伸而压贴在所述轭部的表面上。
8.作为优选,所述固定用连接孔设置在所述第三板段上。
9.作为优选,两块所述安装板通过自铆接、焊接或胶水粘接相固定。
10.作为优选,所述定子安装板为工程塑料板或冷轧板。
11.本实用新型的技术优点在于所述定子装配结构通过所述槽绝缘纸和所述定子安装部来取代现有的一体注塑成型的方式,所述槽绝缘纸可以有效增加槽面积而可容纳更多电磁线圈,增加电机效率,降低能耗;所述定子安装部独立于所述铁心本体,可通过压装而与铁心本体过盈配合固定,拆卸及安装方便,并且所述铁心本体和所述定子安装部均可方便实现二次利用,不会如一体注塑成型那样在注塑不良或铁心使用过后即报废而无法再利用,此外所述定子安装部作为独立部件,其形状、叠厚及孔的设定等均可以较为方便且以较低成本来进行改制加工,而无需如一体注塑成型那样改换整套模具。
附图说明
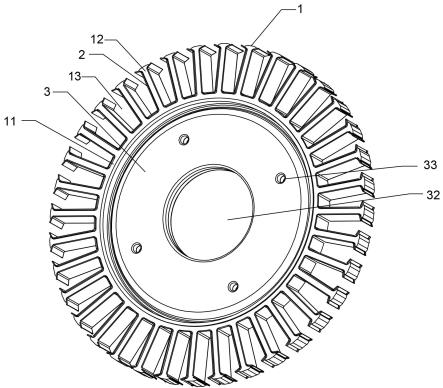
12.图1为本实用新型实施例的结构示意图;
13.图2为本实用新型实施例的俯视结构示意图;
14.图3为图2中a-a’的剖面图;
15.图中编号对应的各部分名称分别为:1-铁心本体,11-轭部,12-齿部,13-线槽,2-槽绝缘,3-定子安装部,31-安装板,311-第一板段,312-第二板段,313-第三板段,314-第四板段,315-包边板段,32-中央轴孔,33-固定用连接孔。
具体实施方式
16.下面将结合附图,通过具体实施例对本实用新型作进一步说明:
17.见图1、图2,一种外转子电机的定子装配结构的实施例,包括铁心本体1、槽绝缘纸2和定子安装部3,铁心本体1包括轭部11和均匀间隔排布在轭部11的外圈上的齿部12,轭部11形成有内圆孔,相邻齿部12之间形成线槽13,每个线槽13中设置有贴合于其内壁的槽绝缘纸2,定子安装部3设置在铁心本体1的内圆孔中并与其过盈配合。
18.具体的,定子安装部3包括两块独立的安装板31,安装板31用于分别从内圆孔的轴向两端压入其中而拼合成定子安装部3,安装板31上设有供转轴通过的中央轴孔32和与电机内另外的作为定子装配结构的载体的部分连接固定用的固定用连接孔33,固定用连接孔33一般设置成贯穿安装板31的螺钉孔。两块安装板31一般设置为同形状及尺寸的板体,在压装时,相当于先从内圆孔的轴向的一端将其中一块安装板31压入,再从内圆孔的轴向的另一端将另外一块安装板31压入,这样压装较为方便、准确及稳定,如若定子安装部3仅为单块安装板31,在压装时,由于单向压入且厚度相对较大,压装较为不便,难以确保精度且容易造成损坏。两块安装板31相当于填充了内圆孔,共同组成定子安装部3,定子安装部3有效增强了轭部11的刚性,从而使得电机固有频率提高,电磁噪音降低;此外,定子安装部3为
相对于铁心本体1的独立部件,可方便的进行拆装、改制,使得其本身以及不需要注塑加工的铁心本体1均可以实现二次利用。
19.进一步的,结合图3,安装板31包括由其外圈至内圈依次连接的第一板段311、第二板段312、第三板段313、第四板段314和包边板段315,定子安装板31通常为工程塑料注塑成型或者冷轧板冲压成型,其多个板段前后之间弯折处理,这样能将相对较薄的板体做成一定的空间形状去填充适应内圆孔,节省材料,减轻整体重量。以图3作为参考,第一板段311为横向板段,第二板段312为相对第一板段311弯折的竖向板段,第三板段313为相对第二板段312弯折的起始弯曲而后续竖向的板段,第四板段314为相对第三板段313弯折的横向板段,而包边板段315为相对第一板段311弯折的竖向板段。每块安装板31的第一板段311与轭部11的内圈因为过盈配合的关系而卡抵紧贴,两块安装板的第二板段312、第四板段314分别相对向抵靠以相互进行支撑及限位,每块安装板31的第三板段313形成主体板面,固定用连接孔33设置在第三板段313上,两块安装板的第三板段313之间形成中空区,第四板段314形成中央轴孔32,包边板段315连接于第一板段311,相较于第一板段311处于安装板31的更外圈位置,包边板段315由第一板段311向其外侧延伸而压贴在轭部11的表面上,其在将安装板31压入内圆孔的过程中能够帮助限位并使安装板定位平整准确。
20.两块安装板31之间的固定方式可以再采用自铆接、焊接或胶水粘接等,在其与铁心本体1过盈配合基础上进行进一步的固定。
21.本领域的技术人员应理解,上述描述及附图中所示的本实用新型的实施例只作为举例而并不限制本实用新型。本实用新型的目的已经完整有效地实现。本实用新型的功能及结构原理已在实施例中展示和说明,在没有背离原理下,本实用新型的实施方式可以有任何变形或修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1