一种电机转子的磁铁组装机的制作方法
一种电机转子的磁铁组装机
[技术领域]
[0001]
本实用新型涉及电机装配,尤其涉及一种电机转子的磁铁组装机。
[
背景技术:
]
[0002]
现有电机转子的结构如图7和图8所示,电机转子01的外表呈圆柱形,圆柱形外表面有20个沿周向均布的纵向凹槽011,电机转子01有一个内孔012。每个纵向凹槽011沿纵向贴装三条长宽高为50*6*3mm的强磁铁02,一个电机转子需要贴装60条强磁铁02,贴装的磁铁02要整齐。
[0003]
传统电机转子贴装磁铁的工作由人工完成,人工贴装磁铁的工艺耗时较长,人力成本较高;而且人工贴装的磁铁也不够整齐,手工操作不当还会损坏磁铁,造成浪费。
[
技术实现要素:
]
[0004]
本实用新型要解决的技术问题是提供一种磁铁贴装效率高的电机转子的磁铁组装机。
[0005]
为了解决上述技术问题,本实用新型采用的技术方案是,一种电机转子的磁铁组装机,包括机架、转子定位装置、磁铁供给装置和推杆机构,机架包括工作台和龙门架,龙门架固定在工作台台板的上方;磁铁供给装置包括磁铁供给板,磁铁供给板包括中心孔和与电机转子磁铁槽数量相同的磁铁供给槽;磁铁供给槽沿中心孔的径向布置,内端与中心孔连通;推杆机构包括直线模组、与电机转子磁铁槽数量相同的推杆和推杆座,直线模组竖直地固定在工作台中,推杆座固定在直线模组的滑块上;中心孔的底部包括与推杆数量相同的推杆孔,推杆孔布置在中心孔底部的边缘,沿中心孔的周向均布;推杆孔的上端与对应磁铁供给槽的内端连通,推杆的下端固定在推杆座上,推杆的上端穿过推杆孔;磁铁供给板固定在工作台台板的中部,工作台台板的中部包括通孔;转子定位装置包括气缸、转子定位压头和转子卡位座,气缸竖直地固定在龙门架横梁的中部,与所述的中心孔同轴;转子定位压头固定在气缸活塞杆的下端,转子卡位座固定在中心孔的底部,与中心孔同轴。
[0006]
以上所述的电机转子的磁铁组装机,磁铁供给板包括板体、环形的盖板和导向芯板,板体包括所述的中心孔和所述的磁铁供给槽,磁铁供给槽顶部开口;盖板固定在板体的上方。盖板的内孔与中心孔同轴;板体的下部包括与中心孔连通的芯板孔,导向芯板固定在板体的芯板孔中,导向芯板包括所述的与推杆数量相同的推杆孔。
[0007]
以上所述的电机转子的磁铁组装机,板体的中部包括凸台,盖板的外径等于凸台的直径,盖板固定在凸台上方;凸台外侧磁铁供给槽的上开口为磁铁加料口。
[0008]
以上所述的电机转子的磁铁组装机,转子卡位座的下端固定在导向芯板的顶部,转子卡位座的外径与所有推杆内侧所围成的圆柱的直径相同;板体包括矩形的突缘,矩形的突缘固定在工作台的台板上。
[0009]
以上所述的电机转子的磁铁组装机,转子定位装置包括转子下定位头,转子下定位头固定在转子卡位座顶部,与转子卡位座同轴,转子卡位座的顶部的外周包括转子定位
卡槽。
[0010]
以上所述的电机转子的磁铁组装机,转子定位装置包括导向板、两套直线导轨副,两套直线导轨副的导轨竖直地固定在龙门架的两根立柱的内侧;导向板的两端分别固定在两套直线导轨副的滑块上,气缸活塞杆的下端与导向板的中部连接,转子定位压头固定导向板下方。
[0011]
以上所述的电机转子的磁铁组装机,转子定位装置包括两套缓冲器,两套缓冲器竖直地固定在龙门架的两根立柱的内侧,位于导向板的下方,缓冲器的缓冲橡胶头朝向导向板。
[0012]
以上所述的电机转子的磁铁组装机,直线模组通过弯板固定在工作台台板的底面,直线模组的滑块由电机通过同步带驱动。
[0013]
以上所述的电机转子的磁铁组装机,推杆座包括立板和圆柱形的安装座,安装座的下端固定在立板上,立板固定在直线模组的滑块上;安装座的外周包括与推杆数量相同的凹槽,推杆的下端嵌入并固定到安装座的凹槽中。
[0014]
本实用新型电机转子贴装磁铁的工作由机械完成,生产效率高,成本低,贴装质量好。
[附图说明]
[0015]
下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
[0016]
图1是本实用新型实施例电机转子的磁铁组装机的立体图。
[0017]
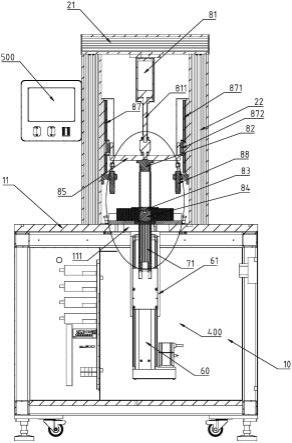
图2是本实用新型实施例电机转子的磁铁组装机的侧视图。
[0018]
图3是图2中的a-a向剖视图。
[0019]
图4是图3中ⅰ部位的局部放大图。
[0020]
图5是本实用新型实施例磁铁供给装置和推杆机构的立体图。
[0021]
图6是本实用新型实施例推杆机构的立体图。
[0022]
图7是现有技术电机转子未贴装磁铁的立体图。
[0023]
图8是现有技术电机转子已贴装磁铁的立体图。
[具体实施方式]
[0024]
本实用新型实施例电机转子的磁铁组装机的结构如图1至图6所示,包括机架100、转子定位装置200、磁铁供给装置300、推杆机构400和控制电路。机架100包括工作台10和龙门架20,龙门架20固定在工作台10的上方。控制电路包括触摸屏500和可编程控制器(图中未示出)。
[0025]
磁铁供给装置300包括磁铁供给板,磁铁供给板安装在工作台10台板11中部通孔111的上方。磁铁供给板包括板体30、环形的盖板40和导向芯板50。板体30包括中心孔31和与电机转子磁铁槽数量相同的磁铁供给槽32(在本实施例中,电机转子磁铁槽数量为20),磁铁供给槽32沿中心孔31的径向布置,且沿中心孔31的周向均布,磁铁供给槽32的内端与中心孔31连通。磁铁供给槽32顶部开口。板体30的下部有一个与中心孔31连通的芯板孔33,导向芯板50固定在板体30的芯板孔33中,导向芯板50包括与推杆71数量相同的推杆孔51。推杆孔51位于在中心孔31底部的边缘,沿中心孔的周向均布。推杆孔51的上端与对应磁铁
供给槽32的内端连通。
[0026]
板体30的中部有一个与中心孔31同心的凸台34,盖板40的外径等于凸台34的直径,盖板40固定在凸台34上方,盖板40的内孔与中心孔31同轴。凸台34和盖板40外侧磁铁供给槽32的上开口为磁铁的加料口。
[0027]
板体30的下部有一个矩形的突缘35,矩形的突缘35固定在工作台10的台板11上。
[0028]
推杆机构400包括直线模组60、与电机转子磁铁槽数量相同的推杆71和推杆座72。直线模组60通过弯板61竖直地固定在工作台台板11的底面,直线模组60的滑块62由电机63通过同步带驱动。
[0029]
推杆座72包括立板73和圆柱形的安装座74,安装座74的下端固定在立板73上,立板73固定在直线模组60的滑块62上。
[0030]
安装座74的外周包括与推杆71数量相同的竖向凹槽75,推杆71的下端嵌入并用螺钉固定到安装座的凹槽75中。推杆71的上端穿过导向芯板50对应的推杆孔51。
[0031]
转子定位装置200包括气缸81、转子定位压头82、转子下定位头83、转子卡位座84、导向板85、两套直线导轨副87和两套缓冲器88。气缸81竖直地固定在龙门架20横梁21的中部,与磁铁供给板板体30的中心孔31同轴。
[0032]
两套直线导轨副87的导轨871竖直地固定在龙门架20的两根立柱22的内侧。导向板85的两端分别固定在两套直线导轨副87的滑块872上,气缸81活塞杆811的下端与导向板85的中部连接,转子定位压头82固定导向板85下方。
[0033]
两套缓冲器88竖直地固定在龙门架20的两根立柱22的内侧,位于导向板85的下方,缓冲器88的缓冲橡胶头朝向导向板85。
[0034]
转子卡位座84位于中心孔31中,下端固定在导向芯板50的顶部,与中心孔31同轴,转子卡位座84的外径与所有推杆71内侧所围成的圆柱的直径相同,转子卡位座84顶部的外周有多个转子定位卡槽841。
[0035]
转子下定位头83固定在转子卡位座84顶部,与转子卡位座84同轴。
[0036]
本实用新型以上实施例电机转子的磁铁组装机的工作过程如下:
[0037]
1)把需要贴装条形磁铁02的电机转子01的下端插入到磁铁供给板的中心孔31中,电机转子01套到转子下定位头83上,电机转子01下端内孔中的定位凸起卡到转子卡位座84顶部的定位卡槽841中,实现周向定位。
[0038]
2)通过触摸屏和可编程控制器控制气缸81的活塞杆向下伸出,转子定位压头82下行,压住电机转子01的上端,定位压头82的下部插入到电机转子01顶端的内孔012中,实现电机转子01的轴向定位和径向定位。
[0039]
3)将足够多的条形磁铁02分别插入到磁铁供给板的20个磁铁供给槽32中,并将先插入到磁铁供给槽32中的条形磁铁02沿中心孔的径向推到转子卡位座84的外周,插入到磁铁供给槽32中的多根条形磁铁02相互吸合,并吸住转子卡位座84。
[0040]
4)通过触摸屏和可编程控制器启动直线模组60的电机63,直线模组60的滑块带动20根推杆71上行,20根推杆71向上推动贴在转子卡位座84外周的20根条形磁铁02,使20根条形磁铁02分别进入到电机转子01的20条凹槽011中。
[0041]
5)直线模组60的电机63反转,带动20根推杆71下行,推杆71的上端移动到导向芯板50的推杆孔51中,让出条形磁铁02前行的空间,磁铁02的磁力使磁铁供给槽32中多根磁
铁02前行,前部第一根磁铁02吸住转子卡位座84。
[0042]
6)重复步骤4,进行下一根磁铁的贴装,直至电机转子01凹槽011中的磁铁贴满。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1