转子磁铁、马达以及轴流风扇的制作方法
1.本实用新型涉及转子磁铁、马达以及轴流风扇。
背景技术:
2.马达具有设置在转子上的转子磁铁和设置在定子上的定子线圈。马达通过由转子磁铁产生的磁场与由于在定子线圈中流过电流而产生的磁场发生干涉,产生使转子旋转的扭矩。以往,已知有在配置于定子的径向外侧的转子框架的内周侧安装有中空圆筒形状的转子磁铁的外转子型的马达(参照专利文献1)。
3.专利文献1:日本特开2010-041872号公报
4.转子磁铁例如是通过对混合有磁性材料的树脂进行注射成型而成型为与模具对应的形状,并在成型后磁化出s极和n极而制造成的。在注射成型中,树脂经由浇口流入到模具中,而填充到模具内。从浇口流入模具的树脂按照模具的形状前进,与从另一方向前进的树脂合流。该合流地点的树脂被称为接合点(weld),存在特性不稳定的可能性。
5.在如转子磁铁那样通过注射成型而成型圆环形状的部件的情况下,从浇口流入模具的树脂分为沿着圆环形状顺时针前进的流动和逆时针前进的流动,在隔着中心轴线与浇口对置的位置处合流而成为接合点。
6.马达根据转子磁铁的磁极的切换而旋转,若磁极的切换存在不均,则会导致旋转不均。另外,马达例如通过霍尔ic等检测转子磁铁的磁极的切换,从而得知转子的旋转位置。
7.因此,在转子磁铁中,重要的是在周向上的期望的位置切换磁极而进行磁化。但是,在磁化时,若磁极切换的位置与接合点的位置重叠,则由于接合点的影响而特性不稳定,因此无法在该位置切换磁极,导致磁极的切换位置有可能偏离期望的位置。
8.以往,没有容易地检测接合点的位置的手段,例如也难以通过目视进行区分。因此,无法避开接合点的位置来设定所期望的磁极的切换位置,因而存在无法使马达的旋转稳定的问题。
技术实现要素:
9.本实用新型的目的在于提供能够使马达的旋转稳定的转子磁铁。
10.本实用新型的示例性第一方式提供一种转子磁铁,其是马达的转子磁铁,其特征在于,该转子磁铁呈通过注射成型而形成的圆环形状,该转子磁铁沿周向交替地磁化出n极和s极,在周向上具有n极和s极切换的多个切换位置,所述注射成型的浇口的位置在周向上与所述多个切换位置不同。
11.本实用新型的示例性第二方式的转子磁铁的特征在于,在第一方式的转子磁铁中,所述多个切换位置在周向上是等间隔的,所述多个切换位置分别与轴向和径向平行。
12.本实用新型的示例性第三方式的转子磁铁的特征在于,在第一方式或第二方式的转子磁铁中,所述浇口的位置在周向上与所述多个切换位置错开5度以上。
13.本实用新型的示例性第四方式的转子磁铁的特征在于,在第一方式或第二方式的转子磁铁中,所述注射成型的浇口是侧浇口。
14.本实用新型的示例性第五方式的转子磁铁的特征在于,在第一方式或第二方式的转子磁铁中,该转子磁铁具有表示所述浇口的位置的标记部。
15.本实用新型的示例性第六方式的转子磁铁的特征在于,在第五方式的转子磁铁中,所述标记部是浇口痕。
16.本实用新型的示例性第七方式的转子磁铁的特征在于,在第一方式或第二方式的转子磁铁中,所述浇口的位置的数量为1个、2个或3个。
17.本实用新型的示例性第八方式的转子磁铁的特征在于,在第七方式的转子磁铁中,所述浇口的位置在周向上位于所述多个切换位置中的规定的切换位置和与该规定的切换位置相邻的切换位置之间的中央。
18.本实用新型的示例性第九方式的转子磁铁的特征在于,在第一方式或第二方式的转子磁铁中,所述磁化为2极、4极或6极。
19.本实用新型的示例性第十方式提供一种马达,其特征在于,该马达具有:转子,其具有上述第一方式至第九方式的任意一个方式的转子磁铁;定子,其与所述转子在径向上对置;霍尔ic,其检测所述转子磁铁的周向位置;以及控制电路,其根据所述霍尔ic的检测结果而进行所述转子的旋转控制。
20.本实用新型的示例性第十一方式提供一种轴流风扇,其特征在于,该轴流风扇具有:上述第十方式的马达;以及风扇,其通过所述马达而旋转。
21.根据本实用新型的示例,能够提供能够使马达的旋转稳定的转子磁铁。
附图说明
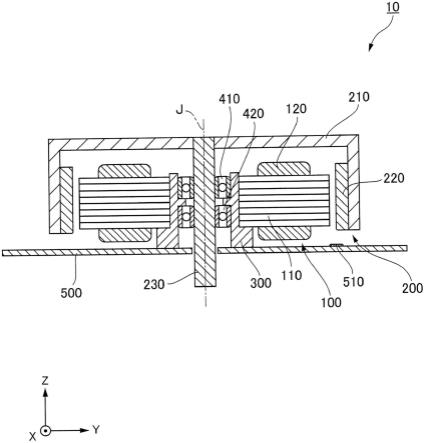
22.图1是示出本实用新型的第一实施方式的马达的侧剖视图。
23.图2是图1所示的转子磁铁220的俯视图。
24.图3是本实用新型的第二实施方式的转子磁铁的俯视图。
25.图4是本实用新型的第三实施方式的转子磁铁的俯视图。
26.图5是本实用新型的第四实施方式的转子磁铁的俯视图。
27.图6是本实用新型的第五实施方式的转子磁铁的俯视图。
28.图7是本实用新型的第六实施方式的转子磁铁的俯视图。
29.图8是本实用新型的第七实施方式的转子磁铁的俯视图。
30.图9是本实用新型的第八实施方式的转子磁铁的俯视图。
31.图10是本实用新型的第九实施方式的转子磁铁的俯视图。
32.标号说明
33.10:马达;100:定子;200:转子;220:转子磁铁。
具体实施方式
34.以下,参照附图对本实用新型的实施方式的马达进行说明。另外,在以下的附图中,为了容易理解各结构,有时使实际的构造与各构造中的比例尺和数量等不同。
35.另外,在附图中,适当地示出xyz坐标系作为三维正交坐标系。在xyz坐标系中,z轴
方向是与图1所示的中心轴线j的轴向平行的方向。y轴方向是相对于中心轴线j的径向中的图1的左右方向。x轴方向是与z轴方向和y轴方向双方垂直的方向。在x轴方向、y轴方向以及z轴方向的任一方向上,都将图中所示的箭头所指的一侧设为+侧,将相反侧设为-侧。
36.另外,在以下的说明中,将z轴方向的正侧(+z侧)称为“前侧”或“一侧”,将z轴方向的负侧(-z侧)称为“后侧”或“另一侧”。另外,后侧(另一侧)和前侧(一侧)是仅用于说明的名称,并不限定实际的位置关系和方向。另外,在没有特别说明的情况下,将与中心轴线j平行的方向(z轴方向)简称为“轴向”,将以中心轴线j为中心的径向简称为“径向”,将以中心轴线j为中心的周向、即绕中心轴线j的方向简称为“周向”。将径向上靠近中心轴线j的一侧称为“径向内侧”,将远离中心轴线j的一侧称为“径向外侧”。
37.另外,在本说明书中,所谓“沿轴向延伸”,除了严格地沿轴向(z轴方向)延伸的情况之外,还包括沿相对于轴向在小于45
°
的范围内倾斜的方向延伸的情况。另外,在本说明书中,所谓“沿径向延伸”,除了严格地沿径向、即沿与轴向(z轴方向)垂直的方向延伸的情况之外,还包括沿相对于径向在小于45
°
的范围内倾斜的方向延伸的情况。另外,所谓“平行”除了包括严格平行的情况之外,还包括在相互所成的角小于45
°
的范围内倾斜的情况。
38.【第一实施方式】
39.<整体结构>
40.图1是示出本实用新型的第一实施方式的马达的侧剖视图。
41.马达10具有定子100、转子200、支柱300以及基板500。马达10例如用于轴流风扇。该轴流风扇具有马达10和通过马达10而旋转的风扇。
42.定子100具有定子铁芯110和定子线圈120。定子铁芯110是将电磁钢板沿轴向层叠而成的层叠钢板。定子铁芯110在沿着中心轴线j延伸的贯通孔中嵌入有支柱300,并且该定子铁芯110固定于支柱300。支柱300固定在基板500上。定子铁芯110具有极齿。定子线圈120卷绕在定子铁芯110的极齿上。
43.转子200具有转子框架210、转子磁铁220以及轴230。转子框架210是在轴向一侧具有底的有底圆筒形状的部件。转子框架210的筒轴沿着中心轴线j延伸。轴230沿着中心轴线j延伸。轴230的轴向一侧端固定于转子框架210的底部。
44.马达10具有轴承410和轴承420。轴230由轴承410和轴承420支承。轴承410和轴承420的内圈固定在轴230上。支柱300具有沿着中心轴线j延伸的贯通孔。轴承410和轴承420的外圈固定在该支柱300的贯通孔中。
45.转子磁铁220是通过注射成型而形成的圆环形状的部件。转子磁铁220例如是圆筒形状的部件。转子磁铁220的轴向长度比定子铁芯110的轴向长度长。转子磁铁220的轴向长度也可以比定子铁芯110的轴向长度短。转子磁铁220例如是通过将磁性材料的粉末混合到树脂中,并将它们注射成型,然后磁化出s极和n极而制造成的。转子磁铁220的径向外侧面固定于转子框架210的筒壁的径向内侧面。转子磁铁220在径向上与定子铁芯110对置。转子磁铁220位于定子铁芯110的径向外侧。
46.基板500在至少一部分与转子磁铁220在径向上对置的位置具有霍尔ic 510。霍尔ic 510检测转子磁铁220的周向位置。马达10具有控制电路,该控制电路根据霍尔ic 510的检测结果,例如通过pwm控制来进行转子200的旋转控制。控制电路例如安装在基板500上。马达10例如是bldc马达(无刷dc马达)。
47.图2是图1所示的转子磁铁220的俯视图。
48.本实施方式的转子磁铁220是浇口为1处、被磁化的极数为2极的情况的例子。
49.在如转子磁铁220那样通过注射成型而成型圆环形状的部件的情况下,从浇口流入模具的树脂分为沿着圆环形状顺时针前进的流动和逆时针前进的流动,在隔着中心轴线与浇口对置的位置处合流而成为接合点。
50.接合点在与浇口分离的位置产生。本实用新型在与接合点在周向上不同的位置配置期望的磁化的切换位置。但是,难以通过目视等来识别接合点。另一方面,浇口位置可通过浇口痕或其他标记来识别。另外,接合点的位置能够根据浇口位置来推测。因此,在本实用新型中,根据浇口位置来设定磁化的切换位置而进行磁化。由此,能够将所期望的磁化的切换位置配置在与接合点在周向上不同的位置。
51.转子磁铁220通过从一处的浇口向模具流入树脂而形成。
52.转子磁铁220具有圆环部221。转子磁铁220在圆环部221的外周面具有在注射成型时形成的浇口痕224。浇口例如是侧浇口。接合点225产生于隔着中心轴线j在径向上与浇口痕224对置的位置。浇口痕224是表示浇口的位置的标记部的一例。作为标记部,也可以使用浇口痕以外的部件。例如也可以在模具上设置与浇口位置对应的凹凸,而将该凹凸作为标记部。
53.圆环部221具有磁化出n极的n极部226和磁化出s极的s极部227。n极部226和s极部227在周向上等间隔地配置。
54.n极部226与s极部227的边界是位置222和位置223,该位置222和位置223是磁极的切换位置。
55.注射成型的浇口的位置(浇口痕224的位置)在周向上与多个切换位置(位置222和位置223)不同。
56.多个切换位置(位置222和位置223)在周向上是等间隔的。
57.多个切换位置(位置222和位置223)分别与轴向和径向平行。
58.注射成型的浇口的位置(浇口痕224的位置)在周向上与多个切换位置(位置222和位置223)错开5度以上。
59.【第二实施方式】
60.图3是本实用新型的第二实施方式的转子磁铁的俯视图。
61.在本实施方式中,马达的结构与图1所示的第一实施方式相同,因此省略说明。本实施方式的转子磁铁220a代替第一实施方式的转子磁铁220而使用。本实施方式的转子磁铁220a是浇口为一处、被磁化的极数为4极的情况的例子。
62.转子磁铁220a通过从一处的浇口向模具流入树脂而形成。转子磁铁220a具有圆环部221a。转子磁铁220a在圆环部221a的外周面具有在注射成型时形成的浇口痕224a。浇口例如是侧浇口。接合点225a产生于隔着中心轴线j与浇口痕224a在径向上对置的位置。浇口痕224a是表示浇口的位置的标记部的一例。
63.圆环部221a具有磁化出n极的n极部226a、磁化出s极的s极部227a、磁化出n极的n极部226b以及磁化出s极的s极部227b。n极部226a、s极部227a、n极部226b以及s极部227b在周向上等间隔地配置。
64.n极部226a与s极部227a的边界是作为磁极的切换位置的位置222a。s极部227a与n
极部226b的边界是作为磁极的切换位置的位置223a。n极部226b与s极部227b的边界是作为磁极的切换位置的位置222b。s极部227b与n极部226a的边界是作为磁极的切换位置的位置223b。
65.注射成型的浇口的位置(浇口痕224a的位置)在周向上与多个切换位置(位置222a、位置223a、位置222b以及位置223b)不同。
66.多个切换位置(位置222a、位置223a、位置222b以及位置223b)在周向上是等间隔的。
67.多个切换位置(位置222a、位置223a、位置222b以及位置223b)分别与轴向和径向平行。
68.注射成型的浇口的位置(浇口痕224a的位置)在周向上与多个切换位置(位置222a、位置223a、位置222b以及位置223b)错开5度以上。
69.【第三实施方式】
70.图4是本实用新型的第三实施方式的转子磁铁的俯视图。
71.在本实施方式中,马达的结构与图1所示的第一实施方式相同,因此省略说明。本实施方式的转子磁铁220c代替第一实施方式的转子磁铁220而使用。本实施方式的转子磁铁220c是浇口为一处、被磁化的极数为6极的情况的例子。
72.转子磁铁220c通过从一处的浇口向模具流入树脂而形成。转子磁铁220c具有圆环部221c。转子磁铁220c在圆环部221c的外周面具有在注射成型时形成的浇口痕224c。浇口例如是侧浇口。接合点225c产生于隔着中心轴线j与浇口痕224c在径向上对置的位置。浇口痕224c是表示浇口的位置的标记部的一例。
73.圆环部221c具有磁化出n极的n极部226c、磁化出s极的s极部227c、磁化出n极的n极部226d、磁化出s极的s极部227d、磁化出n极的n极部226e以及磁化出s极的s极部227e。n极部226c、s极部227c、n极部226d、s极部227d、n极部226e以及s极部227e在周向上等间隔地配置。
74.n极部226c与s极部227c的边界是作为磁极的切换位置的位置222c。s极部227c与n极部226d的边界是作为磁极的切换位置的位置223c。n极部226d与s极部227d的边界是作为磁极的切换位置的位置222d。s极部227d与n极部226e的边界是作为磁极的切换位置的位置223d。n极部226e与s极部227e的边界是作为磁极的切换位置的位置222e。s极部227e与n极部226c的边界是作为磁极的切换位置的位置223e。
75.注射成型的浇口的位置(浇口痕224c的位置)在周向上与多个切换位置(位置222c、位置223c、位置222d、位置223d、位置222e以及位置223e)不同。
76.多个切换位置(位置222c、位置223c、位置222d、位置223d、位置222e以及位置223e)在周向上是等间隔的。
77.多个切换位置(位置222c、位置223c、位置222d、位置223d、位置222e以及位置223e)分别与轴向和径向平行。
78.注射成型的浇口的位置(浇口痕224c的位置)在周向上与多个切换位置(位置222c、位置223c、位置222d、位置223d、位置222e以及位置223e)错开5度以上。
79.【第四实施方式】
80.图5是本实用新型的第四实施方式的转子磁铁的俯视图。
81.在本实施方式中,马达的结构与图1所示的第一实施方式相同,因此省略说明。本实施方式的转子磁铁220f代替第一实施方式的转子磁铁220而使用。本实施方式的转子磁铁220f是浇口为两处、被磁化的极数为2极的情况的例子。
82.转子磁铁220f通过从两处的浇口向模具流入树脂而形成。转子磁铁220f具有圆环部221f。转子磁铁220f在圆环部221f的外周面具有在注射成型时形成的浇口痕224f和浇口痕224g。浇口痕224f是隔着中心轴线j与浇口痕224g在径向上对置的位置。浇口例如是侧浇口。接合点225f在周向上产生于浇口痕224f与浇口痕224g的中间位置。接合点225g在周向上产生于浇口痕224g与浇口痕224f的中间位置。浇口痕224f和浇口痕224g是表示浇口的位置的标记部的一例。
83.圆环部221f具有磁化出n极的n极部226f和磁化出s极的s极部227f。n极部226f和s极部227f在周向上等间隔地配置。
84.n极部226f与s极部227f的边界是作为磁极的切换位置的位置222f和位置223f。
85.注射成型的浇口的位置(浇口痕224f和浇口痕224g的位置)在周向上与多个切换位置(位置222f和位置223f)不同。
86.多个切换位置(位置222f和位置223f)在周向上是等间隔的。
87.多个切换位置(位置222f和位置223f)分别与轴向和径向平行。
88.注射成型的浇口的位置(浇口痕224f和浇口痕224g的位置)在周向上与多个切换位置(位置222f和位置223f)错开5度以上。
89.【第五实施方式】
90.图6是本实用新型的第五实施方式的转子磁铁的俯视图。
91.在本实施方式中,马达的结构与图1所示的第一实施方式相同,因此省略说明。本实施方式的转子磁铁220h代替第一实施方式的转子磁铁220而使用。本实施方式的转子磁铁220h是浇口为两处、被磁化的极数为4极的情况的例子。
92.转子磁铁220h通过从两处的浇口向模具流入树脂而形成。转子磁铁220h具有圆环部221h。转子磁铁220h在圆环部221h的外周面具有在注射成型时形成的浇口痕224h和浇口痕224i。浇口痕224h是隔着中心轴线j与浇口痕224i在径向上对置的位置。浇口例如是侧浇口。接合点225h在周向上产生于浇口痕224h与浇口痕224i的中间位置。接合点225i在周向上产生于浇口痕224i与浇口痕224h的中间位置。浇口痕224h和浇口痕224i是表示浇口的位置的标记部的一例。
93.圆环部221h具有磁化出n极的n极部226h、磁化出s极的s极部227h、磁化出n极的n极部226i以及磁化出s极的s极部227i。n极部226h、s极部227h、n极部226i以及s极部227i在周向上等间隔地配置。
94.n极部226h与s极部227h的边界是作为磁极的切换位置的位置222h。s极部227h与n极部226i的边界是作为磁极的切换位置的位置223h。n极部226i与s极部227i的边界是作为磁极的切换位置的位置222i。s极部227i与n极部226h的边界是作为磁极的切换位置的位置223i。
95.注射成型的浇口的位置(浇口痕224h和浇口痕224i的位置)在周向上与多个切换位置(位置222h、位置223h、位置222i以及位置223i)不同。
96.多个切换位置(位置222h、位置223h、位置222i以及位置223i)在周向上是等间隔
的。
97.多个切换位置(位置222h、位置223h、位置222i以及位置223i)分别与轴向和径向平行。
98.注射成型的浇口的位置(浇口痕224h和浇口痕224i的位置)在周向上与多个切换位置(位置222h、位置223h、位置222i以及位置223i)错开5度以上。
99.【第六实施方式】
100.图7是本实用新型的第六实施方式的转子磁铁的俯视图。
101.在本实施方式中,马达的结构与图1所示的第一实施方式相同,因此省略说明。本实施方式的转子磁铁220j代替第一实施方式的转子磁铁220而使用。本实施方式的转子磁铁220j是浇口为两处、被磁化的极数为6极的情况的例子。
102.转子磁铁220j通过从两处的浇口向模具流入树脂而形成。转子磁铁220j具有圆环部221j。转子磁铁220j在圆环部221j的外周面具有在注射成型时形成的浇口痕224j和浇口痕224k。浇口痕224j是隔着中心轴线j与浇口痕224k在径向上对置的位置。浇口例如是侧浇口。接合点225j在周向上产生于浇口痕224j与浇口痕224k的中间位置。接合点225k在周向上产生于浇口痕224k与浇口痕224j的中间位置。浇口痕224j和浇口痕224k是表示浇口的位置的标记部的一例。
103.圆环部221j具有磁化出n极的n极部226j、磁化出s极的s极部227j、磁化出n极的n极部226k、磁化出s极的s极部227k、磁化出n极的n极部226l以及磁化出s极的s极部227l。n极部226j、s极部227j、n极部226k、s极部227k、n极部226l以及s极部227l在周向上等间隔地配置。
104.n极部226j与s极部227j的边界是作为磁极的切换位置的位置222j。s极部227j与n极部226k的边界是作为磁极的切换位置的位置223j。n极部226k与s极部227k的边界是作为磁极的切换位置的位置222k。s极部227k与n极部226l的边界是作为磁极的切换位置的位置223k。n极部226l与s极部227l的边界是作为磁极的切换位置的位置222l。s极部227l与n极部226j的边界是作为磁极的切换位置的位置223l。
105.注射成型的浇口的位置(浇口痕224j和浇口痕224k的位置)在周向上与多个切换位置(位置222j、位置223j、位置222k、位置223k、位置222l以及位置223l)不同。
106.多个切换位置(位置222j、位置223j、位置222k、位置223k、位置222l以及位置223l)在周向上是等间隔的。
107.多个切换位置(位置222j、位置223j、位置222k、位置223k、位置222l以及位置223l)分别与轴向和径向平行。
108.注射成型的浇口的位置(浇口痕224j和浇口痕224k的位置)在周向上与多个切换位置(位置222j、位置223j、位置222k、位置223k、位置222l以及位置223l)错开5度以上。
109.【第七实施方式】
110.图8是本实用新型的第七实施方式的转子磁铁的俯视图。
111.在本实施方式中,马达的结构与图1所示的第一实施方式相同,因此省略说明。本实施方式的转子磁铁220m代替第一实施方式的转子磁铁220而使用。本实施方式的转子磁铁220m是浇口为3处、被磁化的极数为2极的情况的例子。
112.转子磁铁220m通过从三处的浇口向模具流入树脂而形成。转子磁铁220m具有圆环
部221m。转子磁铁220m在圆环部221m的外周面具有在注射成型时形成的浇口痕224m、浇口痕224n以及浇口痕224p。浇口痕224m、浇口痕224n以及浇口痕224p在周向上等间隔地配置。浇口例如是侧浇口。接合点225m在周向上产生于浇口痕224m与浇口痕224n的中间位置。接合点225n在周向上产生于浇口痕224n与浇口痕224p的中间位置。
113.接合点225p在周向上产生于浇口痕224p与浇口痕224m的中间位置。浇口痕224m、浇口痕224n以及浇口痕224p是表示浇口的位置的标记部的一例。
114.圆环部221m具有磁化出n极的n极部226m和磁化出s极的s极部227m。n极部226m和s极部227m在周向上等间隔地配置。
115.n极部226m与s极部227m的边界是作为磁极的切换位置的位置222m和位置223m。
116.注射成型的浇口的位置(浇口痕224m、浇口痕224n以及浇口痕224p的位置)在周向上与多个切换位置(位置222m和位置223m)不同。
117.多个切换位置(位置222m和位置223m)在周向上是等间隔的。
118.多个切换位置(位置222m和位置223m)分别与轴向和径向平行。
119.注射成型的浇口的位置(浇口痕224m、浇口痕224n以及浇口痕224p的位置)在周向上与多个切换位置(位置222m和位置223m)错开5度以上。
120.【第八实施方式】
121.图9是本实用新型的第八实施方式的转子磁铁的俯视图。
122.在本实施方式中,马达的结构与图1所示的第一实施方式相同,因此省略说明。本实施方式的转子磁铁220q代替第一实施方式的转子磁铁220而使用。本实施方式的转子磁铁220q是浇口为3处、被磁化的极数为4极的情况的例子。
123.转子磁铁220q通过从三处浇口向模具流入树脂而形成。转子磁铁220q具有圆环部221q。转子磁铁220q在圆环部221q的外周面具有在注射成型时形成的浇口痕224q、浇口痕224r以及浇口痕224s。浇口痕224q、浇口痕224r以及浇口痕224s在周向上等间隔地配置。浇口例如是侧浇口。接合点225q在周向上产生于浇口痕224q与浇口痕224r的中间位置。接合点225r在周向上产生于浇口痕224r与浇口痕224s的中间位置。接合点225s在周向上产生于浇口痕224s与浇口痕224q的中间位置。浇口痕224q、浇口痕224r以及浇口痕224s是表示浇口的位置的标记部的一例。
124.圆环部221q具有磁化出n极的n极部226q、磁化出s极的s极部227q、磁化出n极的n极部226r以及磁化出s极的s极部227r。n极部226q、s极部227q、n极部226r以及s极部227r在周向上等间隔地配置。
125.n极部226q与s极部227q的边界是作为磁极的切换位置的位置222q。s极部227q与n极部226r的边界是作为磁极的切换位置的位置223q。n极部226r与s极部227r的边界是作为磁极的切换位置的位置222r。s极部227r与n极部226q的边界是作为磁极的切换位置的位置223r。
126.注射成型的浇口的位置(浇口痕224q、浇口痕224r以及浇口痕224s的位置)在周向上与多个切换位置(位置222q、位置223q、位置222r以及位置223r)不同。
127.多个切换位置(位置222q、位置223q、位置222r以及位置223r)在周向上是等间隔的。
128.多个切换位置(位置222q、位置223q、位置222r以及位置223r)分别与轴向和径向
平行。
129.注射成型的浇口的位置(浇口痕224q、浇口痕224r以及浇口痕224s的位置)在周向上与多个切换位置(位置222q、位置223q、位置222r以及位置223r)错开5度以上。
130.【第九实施方式】
131.图10是本实用新型的第九实施方式的转子磁铁的俯视图。
132.在本实施方式中,马达的结构与图1所示的第一实施方式相同,因此省略说明。本实施方式的转子磁铁220t代替第一实施方式的转子磁铁220而使用。本实施方式的转子磁铁220t是浇口为3处、被磁化的极数为6极的情况的例子。
133.转子磁铁220t通过从三处浇口向模具流入树脂而形成。转子磁铁220t具有圆环部221t。转子磁铁220t在圆环部221t的外周面具有在注射成型时形成的浇口痕224t、浇口痕224u以及浇口痕224v。浇口痕224t、浇口痕224u以及浇口痕224v在周向上等间隔地配置。浇口例如是侧浇口。接合点225t在周向上产生于浇口痕224t与浇口痕224u的中间位置。接合点225u在周向上产生于浇口痕224u与浇口痕224v的中间位置。接合点225v在周向上产生于浇口痕224v与浇口痕224t的中间位置。浇口痕224t、浇口痕224u以及浇口痕224v是表示浇口的位置的标记部的一例。
134.圆环部221t具有磁化出n极的n极部226t、磁化出s极的s极部227t、磁化出n极的n极部226u、磁化出s极的s极部227u、磁化出n极的n极部226v以及磁化出s极的s极部227v。n极部226t、s极部227t、n极部226u、s极部227u、n极部226v以及s极部227v在周向上等间隔地配置。
135.n极部226t与s极部227t的边界是作为磁极的切换位置的位置222t。s极部227t与n极部226u的边界是作为磁极的切换位置的位置223t。n极部226u与s极部227u的边界是作为磁极的切换位置的位置222u。s极部227u与n极部226v的边界是作为磁极的切换位置的位置223u。n极部226v与s极部227v的边界是作为磁极的切换位置的位置222v。s极部227v与n极部226t的边界是作为磁极的切换位置的位置223v。
136.注射成型的浇口的位置(浇口痕224t、浇口痕224u以及浇口痕224v的位置)在周向上与多个切换位置(位置222t、位置223t、位置222u、位置223u、位置222v以及位置223v)不同。注射成型的浇口的位置和多个切换位置可以如图2、图3、图4、图6那样是切换位置与切换位置的中间。同样地,在图2、图3、图4、图6中,也可以是,只要如图10那样在周向上不同即可,不需要是切换位置与切换位置的中间。
137.多个切换位置(位置222t、位置223t、位置222u、位置223u、位置222v以及位置223v)在周向上是等间隔的。
138.多个切换位置(位置222t、位置223t、位置222u、位置223u、位置222v以及位置223v)分别与轴向和径向平行。
139.注射成型的浇口的位置(浇口痕224t、浇口痕224u以及浇口痕224v的位置)在周向上与多个切换位置(位置222t、位置223t、位置222u、位置223u、位置222v以及位置223v)错开5度以上。
140.【其他】
141.另外,本实用新型也可以应用于浇口为4处的情况。在该情况下,即使磁化的切换位置与浇口的位置重叠,也能够将避开了接合点的位置的位置作为磁化的切换位置,从而
接合点对磁化的影响也小。
142.<转子磁铁220、马达10以及轴流风扇的作用和效果>
143.接着,对转子磁铁220、马达10以及轴流风扇的作用和效果进行说明。
144.在上述实施方式的实用新型中,提供一种马达的转子磁铁,其呈通过注射成型而形成的圆环形状,该转子磁铁沿周向交替地磁化出n极和s极,在周向上具有n极和s极切换的多个切换位置,所述注射成型的浇口的位置在周向上与所述多个切换位置不同。
145.通过使浇口的位置与磁极的切换位置错开,能够使磁极的切换位置在周向上与树脂成型时的接合点错开,从而能够使马达的旋转稳定。
146.另外,通过使浇口的位置与磁极的切换位置错开,能够使磁极的切换位置在周向上与树脂成型时的接合点错开,从而能够稳定地检测磁极的切换,检测马达的旋转不均。
147.另外,所述多个切换位置在周向上是等间隔的,所述多个切换位置分别与轴向和径向平行。
148.因此,能够容易地使磁极的切换位置在周向上与树脂成型时的接合点错开。
149.另外,所述浇口的位置在周向上与所述多个切换位置错开5度以上。
150.浇口的位置与磁极的切换位置错开5度以上,由此能够使磁极的切换位置在周向上与树脂成型时的接合点错开,从而能够稳定地检测磁极的切换,检测马达的旋转不均。
151.另外,所述注射成型的浇口是侧浇口。
152.通过利用侧浇口进行注射成型,浇口位置成为转子磁铁的径向外侧,从而能够容易理解浇口位置,容易进行磁化。
153.另外,该转子磁铁具有表示所述浇口的位置的标记部。
154.通过具有标记部,能够容易理解浇口位置,从而容易进行磁化。
155.另外,所述标记部是浇口痕。
156.由于标记部是浇口痕,因此不需要另外设置标记部,能够简化制造工序。
157.另外,所述浇口的位置的数量为1个、2个或3个。
158.能够排除浇口的位置的数量为1个、2个或3个的情况下的接合点的影响。
159.另外,所述浇口的位置在周向上位于所述多个切换位置中的规定的切换位置和与该规定的切换位置相邻的切换位置之间的中央。
160.通过浇口的位置位于磁极的切换位置和相邻的磁极的切换位置的中间,能够使磁极的切换位置在周向上与树脂成型时的接合点错开,从而能够稳定地检测磁极的切换,检测马达的旋转不均。
161.另外,所述磁化为2极、4极或6极。
162.通过磁化为2、4或6极,能够使磁极的切换位置在周向上与树脂成型时的接合点充分错开,从而能够稳定地检测磁极的切换,检测马达的旋转不均。
163.另外,在上述实施方式的实用新型中,提供一种马达,其具有:转子,其具有所述转子磁铁;定子,其与所述转子在径向上对置;霍尔ic,其检测所述转子磁铁的周向位置;以及控制电路,其根据所述霍尔ic的检测结果而进行所述转子的旋转控制。
164.通过使浇口的位置与磁极的切换位置错开,能够使磁极的切换位置在周向上与树脂成型时的接合点错开,从而能够稳定地检测磁极的切换,检测马达的旋转不均。
165.另外,在上述实施方式的实用新型中,提供一种轴流风扇,其具有所述马达和通过
所述马达而旋转的风扇。
166.通过使浇口的位置与磁极的切换位置错开,能够使磁极的切换位置在周向上与树脂成型时的接合点错开,从而能够稳定地检测磁极的切换,检测风扇的旋转不均。
167.以上,对本实用新型的优选实施方式进行了说明,但本实用新型并不限于这些实施方式,能够在其主旨的范围内进行各种变形和变更。这些实施方式及其变形包含在实用新型的范围和主旨中,同时包含在权利要求书所记载的实用新型及其均等的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1