一种前维护箱体的制作方法
1.本实用新型涉及箱体的技术领域,尤其涉及一种前维护箱体。
背景技术:
2.压铸是一种金属铸造工艺,其特点是利用模具内腔对融化的金属施加高压,模具通常是用强度更高的合金加工而成的,这个过程有些类似注塑成型,大多数压铸铸件都是不含铁的,例如锌、铜、铝、镁、铅、锡以及铅锡合金以及它们的合金,根据压铸类型的不同,需要使用冷室压铸机或者热室压铸机。
3.压铸箱体应用在维护箱上,方便开箱维护led配件,但是目前的维护箱体结构简单,导致装配时容易发生倾斜,安装后的结构也不稳定。
技术实现要素:
4.本实用新型的一个目的在于:提供一种前维护箱体,用以解决现有技术存在的问题。
5.为达此目的,本实用新型采用以下技术方案:
6.一种前维护箱体,包括箱体、定位销、磁吸铁片和定位螺丝,所述箱体的两侧各设置有一个第一安装位和一个第二安装位,所述箱体的两侧设置有螺孔,所述定位螺丝螺纹连接在所述螺孔中,所述定位螺丝的头部处于所述箱体的内侧,所述箱体上设置有若干磁吸位,所述磁吸铁片锁定在所述磁吸位中,所述定位销位于所述箱体的端部上,所述定位销的头部处于所述箱体的外侧。
7.作为一种优选的技术方案,所述第一安装位的内部设置有第一安装框架,所述第一安装框架设置有四条第一连接边,所述第一连接边均连接在所述第一安装位的内边沿。
8.作为一种优选的技术方案,所述第一连接边呈弧形弯曲,所述第一安装框架的水平位低于所述箱体的水平位。
9.作为一种优选的技术方案,所述第二安装位的内部设置有第二安装框架,所述第二安装框架设置有六条第二连接边,所述第二连接边均连接在所述第二安装位的内边沿。
10.作为一种优选的技术方案,所述第二连接边呈弧形弯曲,所述第二安装框架的水平位低于所述箱体的水平位。
11.作为一种优选的技术方案,所述箱体的长度与所述箱体的宽度均为639.75mm。
12.作为一种优选的技术方案,所述箱体的边角处设置有外定位柱和内定位柱,所述内定位柱之间的间距为580mm,所述外定位柱之间的间距为600mm。
13.作为一种优选的技术方案,所述内定位柱的直径与所述外定位柱的直径均为4mm。
14.作为一种优选的技术方案,所述箱体的两侧还各设置有两个辅助位,所述第一安装位与所述第二安装位均处于所述辅助位之间。
15.本实用新型的有益效果为:提供一种前维护箱体,该前维护箱体利用定位销和定位螺丝进行定位式的组装,保证了安装结构的稳定性,而且在磁吸铁片的作用下,对位整
齐,减少安装误差的发生。
附图说明
16.下面根据附图和实施例对本实用新型作进一步详细说明。
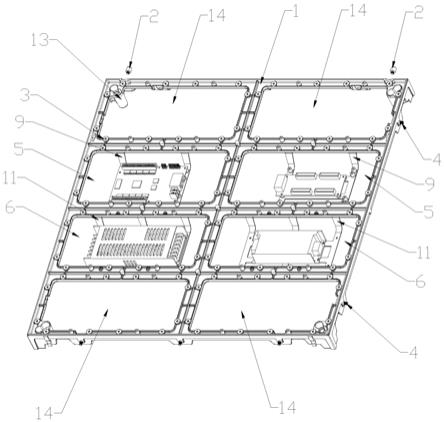
17.图1为实施例所述的一种前维护箱体的立体图(装配有led配件);
18.图2为实施例所述的一种前维护箱体的主视图(未装配有led配件);
19.图3为实施例所述的定位螺丝的立体图。
20.图1至图3中:
21.1、箱体;2、定位销;3、磁吸铁片;4、定位螺丝;5、第一安装位;6、第二安装位;7、磁吸位;8、第一安装框架;9、第一连接边;10、第二安装框架;11、第二连接边;12、外定位柱;13、内定位柱;14、辅助位;15、螺丝头部;16、螺丝中部;17、螺丝尾部;18、十字形槽。
具体实施方式
22.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
23.如图1至图3所示,于本实施例中,一种前维护箱体,包括箱体1、定位销2、磁吸铁片3和定位螺丝4,所述箱体1的两侧各设置有一个第一安装位5和一个第二安装位6,所述箱体1的两侧设置有螺孔,所述定位螺丝4螺纹连接在所述螺孔中,所述定位螺丝4的头部处于所述箱体1的内侧,所述箱体1上设置有若干磁吸位7,所述磁吸铁片3锁定在所述磁吸位7中,所述定位销2位于所述箱体1的端部上,所述定位销2的头部处于所述箱体1的外侧。
24.将led配件根据尺寸大小和安装位置安装在两个所述第一安装位5以及两个所述第二安装位6上,在所述磁吸铁片3的依次分布作用下,将所述箱体1精准进行结构对位,增一步的,再在所述定位销2的限制下,所述箱体1稳定安装在固定的位置上,保证结构的稳定性,不会掉落和倾斜,最后用所述定位螺丝4将所述箱体1锁紧在该位置即可完成安装。
25.所述第一安装位5的内部设置有第一安装框架8,所述第一安装框架8设置有四条第一连接边9,所述第一连接边9均连接在所述第一安装位5的内边沿。
26.具体的,所述第一连接边9呈弧形弯曲,所述第一安装框架8的水平位低于所述箱体1的水平位。
27.在所述第一连接边9呈弧形弯曲的作用下,整个所述第一安装位5持下沉状态,形成腔位,便于放置led配件,使得具有一定厚度尺寸的led配件不会突出于所述箱体1的表面,影响屏幕等结构的后续安装。
28.所述第二安装位6的内部设置有第二安装框架10,所述第二安装框架10设置有六条第二连接边11,所述第二连接边11均连接在所述第二安装位6的内边沿。
29.具体的,所述第二连接边11呈弧形弯曲,所述第二安装框架10的水平位低于所述箱体1的水平位。
30.在所述第二连接边11呈弧形弯曲的作用下,整个所述第二安装位6持下沉状态,形成腔位,便于放置led配件,使得具有一定厚度尺寸的led配件不会突出于所述箱体1的表面,影响屏幕等结构的后续安装。
31.所述箱体1的长度与所述箱体1的宽度均为639.75mm。
32.所述箱体1的边角处设置有外定位柱12和内定位柱13,所述内定位柱13之间的间
距为580mm,所述外定位柱12之间的间距为600mm。
33.而且,所述内定位柱13的直径与所述外定位柱12的直径均为4mm。
34.所述箱体1的两侧还各设置有两个辅助位14,所述第一安装位5与所述第二安装位6均处于所述辅助位14之间。
35.所述定位螺丝4包括螺丝头部15、螺丝中部16和螺丝尾部17,所述螺丝头部15上设置有十字形槽18,所述螺丝中部16连接所述螺丝头部15和所述螺丝尾部17,所述螺丝尾部17的侧边设置有螺纹。
36.需要声明的是,上述具体实施方式仅仅为本实用新型的较佳实施例及所运用技术原理,在本实用新型所公开的技术范围内,任何熟悉本技术领域的技术人员所容易想到的变化或替换,都应涵盖在本实用新型的保护范围内。
技术特征:
1.一种前维护箱体,其特征在于,包括箱体、定位销、磁吸铁片和定位螺丝,所述箱体的两侧各设置有一个第一安装位和一个第二安装位,所述箱体的两侧设置有螺孔,所述定位螺丝螺纹连接在所述螺孔中,所述定位螺丝的头部处于所述箱体的内侧,所述箱体上设置有若干磁吸位,所述磁吸铁片锁定在所述磁吸位中,所述定位销位于所述箱体的端部上,所述定位销的头部处于所述箱体的外侧。2.根据权利要求1所述的一种前维护箱体,其特征在于,所述第一安装位的内部设置有第一安装框架,所述第一安装框架设置有四条第一连接边,所述第一连接边均连接在所述第一安装位的内边沿。3.根据权利要求2所述的一种前维护箱体,其特征在于,所述第一连接边呈弧形弯曲,所述第一安装框架的水平位低于所述箱体的水平位。4.根据权利要求1所述的一种前维护箱体,其特征在于,所述第二安装位的内部设置有第二安装框架,所述第二安装框架设置有六条第二连接边,所述第二连接边均连接在所述第二安装位的内边沿。5.根据权利要求4所述的一种前维护箱体,其特征在于,所述第二连接边呈弧形弯曲,所述第二安装框架的水平位低于所述箱体的水平位。6.根据权利要求1所述的一种前维护箱体,其特征在于,所述箱体的长度与所述箱体的宽度均为639.75mm。7.根据权利要求1所述的一种前维护箱体,其特征在于,所述箱体的边角处设置有外定位柱和内定位柱,所述内定位柱之间的间距为580mm,所述外定位柱之间的间距为600mm。8.根据权利要求7所述的一种前维护箱体,其特征在于,所述内定位柱的直径与所述外定位柱的直径均为4mm。9.根据权利要求1所述的一种前维护箱体,其特征在于,所述箱体的两侧还各设置有两个辅助位,所述第一安装位与所述第二安装位均处于所述辅助位之间。
技术总结
本实用新型公开一种前维护箱体,包括箱体、定位销、磁吸铁片和定位螺丝,箱体的两侧各设置有一个第一安装位和一个第二安装位,箱体的两侧设置有螺孔,定位螺丝螺纹连接在螺孔中,定位螺丝的头部处于箱体的内侧,箱体上设置有若干磁吸位,磁吸铁片锁定在磁吸位中,定位销位于箱体的端部上,定位销的头部处于箱体的外侧。该前维护箱体利用定位销和定位螺丝进行定位式的组装,保证了安装结构的稳定性,而且在磁吸铁片的作用下,对位整齐,减少安装误差的发生。差的发生。差的发生。
技术研发人员:黄忠友
受保护的技术使用者:东莞友盟鑫精密压铸科技有限公司
技术研发日:2021.06.07
技术公布日:2021/12/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1