一种磁路系统的组装治具的制作方法
1.本申请涉及治具技术领域,特别是涉及一种磁路系统的组装治具。
背景技术:
2.在骨传导耳机技术的发展过程中,对原有的磁路系统进行优化,提出了新的磁路系统结构,基于新的磁路系统结构,对其的组装治具提出了新的要求。
技术实现要素:
3.本申请主要提供一种磁路系统的组装治具,以解决磁路系统组装过程中,磁路系统的塑胶件与顶磁板层叠设置时易出错的问题。
4.为解决上述技术问题,本申请采用的一个技术方案是:提供一种磁路系统的组装治具。组装治具包括第一组装治具,第一组装治具包括:第一载台,设置有自第一载台的表面向内部依次连通的第一定位槽、第二定位槽和容置槽,第二定位槽设置于第一定位槽的底部,容置槽设置于第二定位槽的底部;第一磁吸件,设置于容置槽内;其中,第一定位槽用于定位顶磁板,第二定位槽用于定位塑胶件,第一磁吸件用于磁性吸附顶磁板。
5.本申请的有益效果是:区别于现有技术的情况,本申请公开了一种磁路系统的组装治具。通过设置第一载台,第一载台设有依次连通的第一定位槽、第二定位槽和容置槽,第一定位槽和第二定位槽可使得顶磁板和塑胶件的层叠位置准确,且还于容置槽设置第一磁吸件,第一磁吸件能够磁性吸附顶磁板的特定磁极,并与顶磁板的另一磁极相斥,进而在顶磁板与塑胶件的层叠方位出错时进行纠错,使得塑胶件层叠于顶磁板具有特定磁极的一侧。
附图说明
6.为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图,其中:
7.图1是本申请磁路系统的剖视结构示意图;
8.图2是图1所示磁路系统的分解示意图;
9.图3是本申请提供的自动组装系统一实施例的结构示意图;
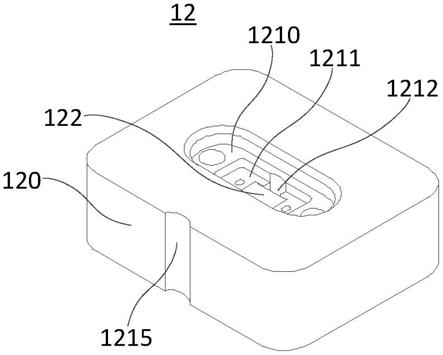
10.图4是本申请组装治具中第一组装治具一实施例的结构示意图;
11.图5是图4第一组装治具中第一载台的俯视结构示意图;
12.图6是本申请组装治具中第二组装治具一实施例的结构示意图;
13.图7是图6所示第二组装治具的剖视分解结构示意图;
14.图8是本申请组装治具中第三组装治具一实施例的结构示意图;
15.图9是图8中第四载台和第五载台的结构示意图;
16.图10是图8第三组装治具中定位载台的结构示意图;
17.图11是图3中塑胶件组装设备一实施例的结构示意图;
18.图12是图3中导磁罩组装设备一实施例的结构示意图;
19.图13是图3中成品组装设备一实施例的结构示意图;
20.图14是图13中翻转装置的结构示意图;
21.图15是图13中导向压持件的结构示意图;
22.图16是图13中顶杆机构的结构示意图。
具体实施方式
23.参阅图1至图2,图1是本申请磁路系统的剖视结构示意图,图2是图1所示磁路系统的分解示意图。
24.磁路系统5是骨传导耳机的重要组成部件,其作用是提供一恒定磁场。该恒定磁场进一步与通电状态下的音圈所产生的变化磁场配合,将电信号转化为机械振动,并通过骨头和人体组织直接传递至听觉神经,使得用户能够产生听觉响应。
25.如图1所示,磁路系统5包括导磁罩51、底磁板52、导磁板53、顶磁板54以及塑胶件55。导磁罩51包括一底壁512以及与底壁512连接的环形周壁514,进而形成一容置腔516。底磁板52、导磁板53、顶磁板54以及塑胶件55容纳于容置腔516且依次层叠设置于底壁512上,其中底磁板52和顶磁板54的相邻端面极性相同。
26.需要说明的是,底磁板52和顶磁板54中的“底”和“顶”是用于描述二者相对于底壁512的位置关系,具体而言,在图1所示的层叠结构中,底磁板52相较于顶磁板54更靠近底壁512。
27.在上述磁路系统5中,由于底磁板52、导磁板53、顶磁板54以及塑胶件55需要层叠设置于空间相对较小的容置腔516内,同时底磁板52和顶磁板54的相邻端面极性相同,加大了磁路系统5的装配难度,因此在本申请中,通过下文描述的各种组装治具和组装设备对磁路系统5进行分步组装,以降低装配难度。
28.如图2所示,在磁路系统5的组装过程中,先由塑胶件55和顶磁板54叠加组装成第一半成品550,由底磁板52和导磁罩51组装成第二半成品510,再将导磁板53和第一半成品550依次叠加于底磁板52上,并紧固第一半成品550、导磁板53和第二半成品510以形成磁路系统5。
29.具体地,第一半成品550包括呈层叠设置且彼此固定的顶磁板54和塑胶件55,第二半成品510包括导磁罩51和容置于容置腔516内且与底壁512彼此固定的底磁板52。
30.参阅图3,图3是本申请提供的自动组装系统一实施例的结构示意图。
31.该自动组装系统100包括组装治具和自动组装设备,组装治具包括第一组装治具12、第二组装治具14和第三组装治具16,自动组装设备包括塑胶件组装设备2、导磁罩组装设备3和成品组装设备4。
32.其中,塑胶件组装设备2用于通过第一组装治具12将顶磁板54以及塑胶件55层叠固定,以形成第一半成品550;导磁罩组装设备3用于通过第二组装治具14将底磁板52放入容置腔516并与导磁罩51的底壁512层叠固定,以形成第二半成品510;成品组装设备4用于通过第三组装治具16将第一半成品550和导磁板53层叠固定于底磁板52上。
33.参阅图4和图5,第一组装治具12包括第一载台120和第一磁吸件122,第一载台120设置有自第一载台120的表面向内部依次连通的第一定位槽1210、第二定位槽1211和容置槽1212,第二定位槽1211设置于第一定位槽1210的底部,容置槽1212设置于第二定位槽1211的底部,第一磁吸件122设置于容置槽1212内。
34.其中,第一定位槽1210用于定位顶磁板54,第二定位槽1211用于定位塑胶件55,第一磁吸件122用于磁性吸附顶磁板54,并可防止顶磁板54的磁极装反。
35.组装第一半成品550时,塑胶件55和顶磁板54依次设置于第二定位槽1211和第一定位槽1210,将设置于第一定位槽1210的顶磁板54层叠且粘接于塑胶件55,以形成第一半成品550。在其他实施方式中,塑胶件55和顶磁板54可以通过热熔或其他固定方式进行固定。
36.第一载台120由无磁性材质制成,其既不具有磁性又不能被磁化,例如第一载台120由不锈钢或铜等材质制成。第一定位槽1210的开口端边缘还可设有倒角,以便于装配顶磁板54。
37.第一定位槽1210的底部还设有第一通气孔1213,第二定位槽1211的底部设有第二通气孔1214,第一通气孔1213的孔径大于第二通气孔1214的孔径,以避免加载塑胶件55和顶磁板54与对应的定位槽装配时可能形成的局部正压,且避免定位效果受局部正压的不良影响,进而确保塑胶件55和顶磁板54通过第一载台120层叠组装的效果好。进一步,第一通气孔1213和第二通气孔1214还可以连通至相应的负压装置,进而在对应的定位槽内提供负压,以加速塑胶件55和顶磁板54的定位过程。
38.容置槽1212包括第一腔体1216和设置于第一腔体1216两侧的两个第二腔体1217,第一腔体1216和两个第二腔体1217连通,第一腔体1216容置有第一磁吸件122,第二腔体1217用于避让塑胶件55。
39.第一载台120的侧面设有定位部1215,定位部1215用于配合定位第一载台120在塑胶件组装设备2上的位置。定位部1215可以是定位槽、定位孔等。
40.参阅图6和图7,第二组装治具14包括第二载台140和第三载台142,第二载台140设有用于定位导磁罩51的环形周壁514的第三定位槽1402;第三载台142设有导向通道1422,第三载台142与第二载台140对位装配,进而第三载台142插设位于第三定位槽1402的导磁罩51的容置腔516内,以使得导向通道1422在底壁512上定位出与底磁板52相装配的装配区域,底磁板52经由导向通道1422放入容置腔516,进而能够与底壁512上的装配区域装配固定,并与环形周壁514彼此间隔。
41.底磁板52通过导向通道1422与装配区域对位装配,且底磁板52和底壁512固定,实现导磁罩51与底磁板52的层叠固定,以形成第二半成品510。底磁板52和底壁512之间的固定方式同样可采用粘胶固定或其他固定方式。
42.具体地,先利用第二载台140定位出底壁512上的装配区域,再将底磁板52叠加至该装配区域,实现底磁板52与底壁512的特定位置层叠固定,以在底磁板52与环形周壁514之间形成所需的间隙,最终有效提高导磁罩51与底磁板52的装配精度,降低装配难度。
43.可选地,第三载台142可以为套筒结构,其外周壁与环形周壁514的内侧贴合设置,其壁厚根据底磁板52与环形周壁514之间所需的间隙宽度设置,以占据容置腔516内的非装配区域,以使得导向通道1422与底壁512定位出该装配区域,进而底磁板52沿导向通道1422
导向且限位而设置于该装配区域。
44.本实施例中,第三载台142包括第一套体1421和设于第一套体1421一侧的第二套体1423,导向通道1422贯穿第一套体1421和第二套体1423,第二套体1423插设于容置腔516内,第一套体1421叠置于第二载台140且与第二载台140对位装配。
45.通过利用第三定位槽1402定位环形周壁514,并利用第一套体1421与第二载台140对位装配,可避免第二套体1423在插置到容置腔516的过程中,由于对位偏差而与环形周壁514的内侧产生过度摩擦或碰撞,有利于降低对导磁罩51的损伤以及提高定位精度。
46.第二套体1423沿导向通道1422延伸方向上的高度小于容置腔516在该延伸方向上的深度,以避免第二套体1423顶抵底壁512,而造成底壁512的变形。
47.第二载台140还设有对位柱144,第一套体1421设有对位孔1424,进而第一套体1421与第二载台140对位装配时,对位柱144对应穿设于对位孔1424中,进而使得第二载台140与第三载台142通过对位柱144和对位孔1424对位装配。在其他实施方式中,可以在第二载台140上设有对位孔,而在第一套体1421上设有对位柱。
48.本实施例中,导磁罩51设有第一通孔511,底磁板52设有第二通孔520,第三定位槽1402的底部设有与第一通孔511和第二通孔520对应的避让孔1406。第一通孔511和第二通孔520可用于在后续成品组装过程中供紧固件穿过。
49.第三定位槽1402的底部设置避让孔1406,以避免在采用粘胶方式将底磁板52粘接于底壁512时,粘接用的胶液有较大的概率会覆盖第一通孔511和第二通孔520,防止胶液凝固将封堵第一通孔511和第二通孔520,致使后续组装磁路系统5时无法通过紧固件固定。同时若胶液凝固封堵,可通过采用杆件经过避让孔1406疏通第一通孔511和第二通孔520。
50.第三定位槽1402的底部还设有通气孔1407,以避免导磁罩51置于第三定位槽1402内使得局部正压而影响装配。
51.第二载台140的侧壁设有定位部1404,定位部1404用于限定第二载台140在导磁罩组装设备3上的位置。定位部1404可以是定位槽、定位孔等。
52.参阅图8至图9,第三组装治具16包括第四载台160和第五载台162,第四载台160设有用于同时定位导磁板53和第一半成品550的第四定位槽1602,第四定位槽1602的底部设有避让第一紧固件的第一避让孔1601;第五载台162设有用于定位第二半成品510的第五定位槽1622。第五定位槽1622的底部设有安置第二紧固件的定位孔1621。
53.其中,第四载台160用于与第五载台162对位扣合,进而将第四载台160所承载的第一半成品550、导磁板53与第五载台162所承载的第二半成品510彼此层叠,第一紧固件依次穿设塑胶件55、顶磁板54、导磁板53、底磁板52和导磁罩51并与位于导磁罩51背离塑胶件55一侧的第二紧固件固定连接。
54.在本实施例中,第一紧固件可以是螺钉,第二紧固件可以是螺母;或者,第一紧固件为插销,第二紧固件为卡扣,插销与卡扣卡接固定。
55.在其他实施例中,可以取消第二紧固件和定位孔1621,而仅利用第一紧固件通过第一避让孔1601依次穿设并固定第一半成品550、导磁板53和第二半成品510,以形成磁路系统5。此时,第一紧固件例如为销钉,其可独立地穿设并固定第一半成品550、导磁板53和第二半成品510,以形成磁路系统5。或者,导磁罩51的第一通孔511为螺纹孔,第一紧固件为螺钉,则第一紧固件与导磁罩51螺接固定,以形成磁路系统5。
56.第四载台160上进一步设有第二磁吸件1603,第二磁吸件1603磁性吸附位于第四定位槽1602内的第一半成品550和导磁板53,进而防止导磁板53和第一半成品550随第四载台160相对于第五载台162扣合时脱落。
57.第五载台162设有避让缺口1627,避让缺口1627用于避让夹持第四载台160的夹持机构,以便于第四载台160与第五载台162相对位扣合。
58.第四定位槽1602的底部还设有第二避让孔1604,第二避让孔1604连通第四定位槽1602,在形成磁路系统5后,可通过第二避让孔1604顶抵塑胶件55,以分离第四载台160和磁路系统5,并确保组装完成后的磁路系统5均位于第五载台162内。
59.本实施例中,第二磁吸件1603设置于第四载台160背离第四定位槽1602的一侧,且第二避让孔1604贯穿第二磁吸件1603,第二避让孔1604用于在第四载台160和第五载台162分离时供顶杆插入并顶抵第一半成品550。可选地,第二磁吸件1603可与第二避让孔1604错位设置。
60.第五载台162进一步设有导向柱1626,第四载台160设有导向孔1608,导向孔1608用于与导向柱1626对位导向配合。第四载台160与第五载台162通过导向孔1608和导向柱1626对位扣合,进而能够解决底磁板52和顶磁板54的相邻端面极性相同,第一半成品550和第二半成品510磁性相斥,造成的第四载台160和第五载台162难以对位贴合,甚至易于错位的问题。因而第四载台160与第五载台162对位扣合后,导向孔1608穿设于导向柱1626,既便于对位扣合,又可避免彼此错位。
61.第四载台160进一步设有环形定位筋1607,环形定位筋1607环绕第四定位槽1602设置,环形定位筋1607随第四载台160和第五载台162的对位扣合而插设于容置腔516,以在容置腔516内定位出底磁板52的位置,并使得第一半成品550、导磁板53层叠设置于底磁板52上。
62.第四载台160还设有对位槽1606,对位槽1606环绕该环形定位筋1607设置,第五载台162设有对位凸起1624,对位凸起1624环绕第五定位槽1622设置,对位槽1606与对位凸起1624对位扣合。
63.本实施例中,在第四载台160设置对位槽1606,以在对位槽1606与第四定位槽1602之间形成环形定位筋1607,对位凸起1624与对位槽1606对位扣合时,环形定位筋1607经对位凸起1624所环绕的区域插设于容置腔516。
64.其中,导向柱1626和导向孔1608进行相对精度较低的导向配合,而对位槽1606和对位凸起1624相对精度较高的定位装配,以使得环形定位筋1607在容置腔516内更精确地定位出底磁板52的位置。
65.在其他实施例中,也可取消设置对位槽1606和对位凸起1624,进一步还可取消设置导向柱1626和导向孔1608,进而环形定位筋1607的高度和厚度设置适当,可兼具上述各特征的作用。
66.进一步参阅图10,第三组装治具16还包括定位载台164,定位载台164设有第一定位腔1642和第二定位腔1644,第一定位腔1642用于承载定位第四载台160,第二定位腔1644用于承载定位第五载台162,以便于通过定位载台164同步输送成对设置的第四载台160和第五载台162,从而便于采用成对的第四载台160和第五载台162组装磁路系统5。
67.其中,定位载台164还设有与第一定位腔1642连通的避让缺口1643和与第二定位
腔1644连通的避让缺口1645,避让缺口1643和避让缺口1645均用于避让夹持第四载台160的夹持机构。
68.参阅图11,本实施例中,塑胶件组装设备2大致包括第一组装治具输送线21、塑胶件装配工位22、点胶工位23、顶磁板装配工位24、按压工位25、吹胶工位26、下料工位27、空载检测工位28和吹扫工位29,第一组装治具输送线21循环传送第一组装治具12依次经过塑胶件装配工位22、点胶工位23、顶磁板装配工位24、按压工位25、吹胶工位26、下料工位27、空载检测工位28和吹扫工位29。
69.其中,塑胶件装配工位22用于将塑胶件55加载至第二定位槽1211,点胶工位23用于在加载的塑胶件55上施加胶液,顶磁板装配工位24用于将顶磁板54加载至第一定位槽1210,以使得顶磁板54与施加胶液后的塑胶件55层叠设置,且第一磁吸件122吸附顶磁板54,以防止顶磁板54和塑胶件55跳动,以初步形成第一半成品550;按压工位25用于在初步形成第一半成品550后按压顶磁板54,以使得顶磁板54与塑胶件55紧密粘接;吹胶工位26用于对按压后的第一半成品550进行吹气,以使得挥发的胶液随气流远离第一组装治具12,避免气态的胶液凝结而落在第一半成品550或第一组装治具12上;第一半成品550中的胶液随着第一组装治具输送线21的传送而凝结,使得第一半成品550固定成一整体,下料工位27用于将固定的第一半成品550转移至成品组装设备4;空载检测工位28用于检测下料后的第一组装治具12内是否还存在第一半成品550,若其存有第一半成品550则发出提醒信号;吹扫工位29用于在塑胶件55装配前对空载的第一组装治具12进行吹扫,以清理第一组装治具12,进而有利于提高组装第一半成品550的品质。
70.在其他实施例中,塑胶件组装设备2可不包括按压工位25、吹胶工位26、空载检测工位28和吹扫工位29。或者,塑胶件组装设备2仅包括装配工位和点胶工位,其中装配工位用于依次将塑胶件55和顶磁板54加载至第一组装治具12,点胶工位用于在塑胶件55上施加胶液。
71.本实施例中,塑胶件装配工位22包括塑胶件上料装置220和塑胶件取料装置221,塑胶件上料装置220用于按序提供塑胶件55,塑胶件取料装置221用于拾取塑胶件上料装置220所提供的塑胶件55,并将该塑胶件55加载至第二定位槽1211。塑胶件取料装置221可以是吸盘或夹爪机构,其能够拾取塑胶件55即可。
72.顶磁板装配工位24包括磁体上料装置240和磁吸取料装置241,磁体上料装置240用于提供顶磁板54,磁吸取料装置241用于拾取磁体上料装置240所提供的顶磁板54,并将顶磁板54加载至第一定位槽1210,以使得顶磁板54与施加胶液后的塑胶件55层叠设置。
73.按压工位25包括驱动机构和按压件,驱动机构与按压件连接,并驱动按压件升降运动,以在顶磁板54和塑胶件55层叠粘接而初步形成第一半成品550后,按压顶磁板54一段时间,以使得顶磁板54和塑胶件55之间粘接紧密且均匀。
74.吹胶工位26可以是风扇、风机等装置,其持续提供风力,以带走挥发的胶液,并可加快胶液的凝固,使得第一半成品550加快固定成一整体。
75.空载检测工位28可以是光电传感器或摄像机,其用于检测识别第一组装治具12内是否还存在第一半成品550。吹扫工位29可以是通负压的管道,其用于吸附第一组装治具12内的碎屑;或者吹扫工位29可以是毛毡等,其用于清理去除第一组装治具12内的碎屑。
76.参阅图12,本实施例中,导磁罩组装设备3大致包括第二载台输送线30、导磁罩装
配工位31、点胶工位32、第三载台加载机构33、底磁板装配工位34、清胶工位35、加热工位36、第三载台卸载机构37、下料工位38和吹扫工位39。第二载台输送线30循环传送第二载台140依次经过导磁罩装配工位31、点胶工位32、第三载台加载机构33、底磁板装配工位34、清胶工位35、加热工位36、第三载台卸载机构37、下料工位38和吹扫工位39。
77.其中,导磁罩装配工位31用于将导磁罩51加载至第三定位槽1402;点胶工位32用于在底壁512上与底磁板52相装配的装配区域内施加胶液;第三载台加载机构33用于搬运第三载台142与第二载台140对位装配,且将第三载台142插设于容置腔516内,以在底壁512上定位出与底磁板52相装配的装配区域;底磁板装配工位34用于经由导向通道1422向该装配区域加载底磁板52,以使得底磁板52与底壁512的装配区域装配固定,并与环形周壁514彼此间隔;清胶工位35在导磁罩51和底磁板52彼此层叠后对第一通孔511和第二通孔520进行清理,避免胶液固化封堵第一通孔511和第二通孔520,以便于后续固定磁路系统5;加热工位36用于对粘接后的导磁罩51和底磁板52进行加热保温处理,以加快胶液的凝固,使得第二半成品510固定成一整体;第三载台卸载机构37用于在经加热处理底磁板52与导磁罩51固定成一整体后,取走与第二载台140对位装配的第三载台142,以便于随后卸载第二半成品510;下料工位38用于将第二半成品510转移至成品组装设备4;吹扫工位39用于在导磁罩51装配前对第二载台140进行吹扫,以清理第二载台140,进而有利于提高组装的第二半成品510的品质。
78.在下料工位38和吹扫工位39之间还设置有空载检测工位,空载检测工位用于检测下料后的第二载台140内是否还存在第二半成品510,若其存有第二半成品510则发出提醒信号。
79.进一步地,导磁罩组装设备3还包括第三载台输送线310,第三载台输送线310用于将由第三载台卸载机构37所卸载的第三载台142输送至第三载台加载机构33可拾取的位置,从而使得第三载台142可循环使用。
80.第三载台输送线310可以是皮带输送机构,进而通过皮带循环传送第三载台142。第三载台输送线310可以是辊筒机构,通过多个并排的辊筒循环传送第三载台142。
81.本实施例中,导磁罩装配工位31包括导磁罩上料装置312和磁吸取料装置311,导磁罩上料装置312用于按序提供导磁罩51,磁吸取料装置311用于拾取导磁罩上料装置312所提供的导磁罩51,并将导磁罩51加载至第三定位槽1402。
82.第三载台加载机构33和第三载台卸载机构37均包括驱动机构330和拾取机构331,驱动机构330连接拾取机构331,并驱动拾取机构331在第二载台输送线30和第三载台输送线310之间来回运动,拾取机构331用于拾取和放置第三载台142。
83.拾取机构331可以为指夹气缸或吸盘;驱动机构330包括电机和气缸,电机驱动拾取机构331在第二载台输送线30和第三载台输送线310之间来回运动,气缸驱动拾取机构331升降,以避免与其他部件产生干涉;驱动机构330还可以是包括多个气缸或多个电机,以实现上述功能。
84.底磁板装配工位34包括磁体上料装置340和磁吸取料装置341,磁体上料装置340用于按序提供底磁板52,磁吸取料装置341用于拾取磁体上料装置340所提供的底磁板52,并将底磁板52经由导向通道1422加载至底壁512上的装配区域。
85.清胶工位35包括顶针、驱动机构和擦拭机构,在顶针与第二通孔520对准后,驱动
机构驱动顶针依次穿过第二通孔520、第一通孔511和避让孔1406,以对第二通孔520和第一通孔511内的胶液进行清理,擦拭机构擦拭穿过避让孔1406的顶针部分,以去除顶针上的胶液。
86.加热工位36包括热源,热源提供热量对初步形成的第二半成品510进行保温处理,以加快胶液的凝固。
87.经过加热工位36后,第二半成品510固定成一整体,随后第三载台卸载机构37取走第三载台142并放置于第三载台输送线310上,从而露出第二半成品510,下料工位38将第二半成品510转移至成品组装设备4,随后空载检测工位检测第二载台140内是否还存在第一半成品550,吹扫工位39则对空置的第二载台140进行吹扫。
88.参阅图13至图16,本实施例中,成品组装设备4大致包括第三组装治具输送线410、第一半成品装配工位412、第二半成品装配工位414、点胶工位416、导磁板装配工位418、翻转装置420、导向压持件422、装配机构424、顶杆机构426、检测装置428、分拣工位430、第二紧固件装配工位432,第三组装治具输送线410循环传送第三组装治具16依次经过第二半成品装配工位414、第一半成品装配工位412、点胶工位416、导磁板装配工位418、翻转装置420、导向压持件422、装配机构424、顶杆机构426、检测装置428、分拣工位430、第二紧固件装配工位432。
89.其中,第一半成品装配工位412用于将第一半成品550加载至第四定位槽1602,第二半成品装配工位414用于将第二半成品510加载至第五定位槽1622,点胶工位416用于在底磁板52和顶磁板54上施加胶液;导磁板装配工位418用于将导磁板53加载至第四定位槽1602,以与顶磁板54层叠设置;翻转装置420用于翻转承载有第一半成品550和导磁板53的第四载台160,并与承载有第二半成品510的第五载台162对位扣合,以使得第一半成品550、导磁板53和第二半成品510彼此层叠设置。
90.导向压持件422用于压持相扣合的第四载台160和第五载台162,导向压持件422设有与第一避让孔1601对准的装配口4220;装配机构424用于经装配口4220和第一避让孔1601插入第一紧固件,第一紧固件穿设第一半成品550、导磁板53和第二半成品510,以使得磁路系统5固定成一个整体;顶杆机构426用于穿入第二避让孔1604顶抵磁路系统5,并在第四载台160与磁路系统5分离后,从第二避让孔1604拔出;翻转装置420还用于在顶杆机构426插入第二避让孔1604的状态下,提升第四载台160,并在顶杆机构426从第二避让孔1604拔出后翻转第四载台160,并将第四载台160放置于第三组装治具输送线410,使得第四载台160与对应的第五载台162并排设置。
91.检测装置428用于检测位于第五定位槽1622的磁路系统5的品质,分拣工位430用于将品质合格的磁路系统5装盘,将品质不合格的磁路系统5分拣至回收盒;第二紧固件装配工位432用于在空置的第五载台162中加载第二紧固件于定位孔1621。
92.导磁板装配工位418包括导磁板上料装置4181和磁吸取料装置4182,导磁板上料装置4181用于按序提供导磁板53,磁吸取料装置4182用于拾取导磁板上料装置4181所提供的导磁板53,并将导磁板53加载至第四定位槽1602,以与顶磁板54层叠设置。
93.本实施例中,翻转装置420的数量为两个,其中一个翻转装置420位于导向压持件422的上游,另一个翻转装置420位于导向压持件422的下游,上游的翻转装置420用于翻转第四载台160,以与第五载台162对位扣合,下游的翻转装置420用于分离相扣合的第四载台
160和第五载台162。
94.在其他实施例中,翻转装置420的数量还可以是一个,该翻转装置420可在导向压持件422的上下游往复移动,以兼顾对位扣合和分离第四载台160和第五载台162。
95.参阅图14,翻转装置420包括伸缩机构4201、升降机构4203、旋转机构4205和夹持机构4207,夹持机构4207用于夹持第四载台160,夹持机构4207包括两个夹持端,两个夹持端分别夹持背离第四定位槽1602的一侧和与此相反的一侧;伸缩机构4201用于驱动夹持机构4207朝向第三组装治具输送线410上的缺口运动,以便于张开的两个夹持端分别位于与缺口对准的第四载台160的两侧;升降机构4203用于驱动夹持第四载台160的夹持机构4207进行升降运动,以便于第四载台160和第五载台162对位扣合或分离;在升降机构4203使得夹持第四载台160的夹持机构4207悬空后,旋转机构4205用于驱动该夹持机构4207进行翻转运动,以使得第四载台160置于第五载台162的正上方,且第四定位槽1602与第五定位槽1622间隔且相向设置,或使得位于第五载台162正上方的第四载台160与第五载台162错位。
96.在分离相扣合的第四载台160与第五载台162时,伸缩机构4201用于驱动夹持机构4207朝向第三组装治具输送线410上的缺口运动,使得夹持机构4207的一夹持端通过避让缺口1627位于第四载台160与第五载台162相向的一侧,以及另一夹持端位于第四载台160与第五载台162相背的另一侧,进而从第四载台160的两侧夹持第四载台160。
97.在翻转装置420将第四载台160和第五载台162对位扣合后,相扣合的第四载台160和第五载台162将经过导向压持件422,导向压持件422用于压紧相斥的第一半成品550和第二半成品510。
98.参阅图15,导向压持件422设有导向斜面4221和压持平面4223,第三组装治具输送线410输送相扣合的第四载台160和第五载台162依次经过导向斜面4221和压持平面4223,相扣合的第四载台160和第五载台162在导向斜面4221的作用下彼此逐渐扣合紧贴,压持平面4223用于保持第四载台160和第五载台162贴紧的状态。
99.装配口4220位于压持平面4223,在装配口4220和第一避让孔1601对准后,装配机构424经由装配口4220和第一避让孔1601向第一半成品550、导磁板53和第二半成品510穿设紧固件,以使得磁路系统5固定成一个整体。
100.装配机构424包括紧固件供料机4241和电批装置4243,电批装置4243从紧固件供料机4241装载第一紧固件,并将第一紧固件插入装配口4220和第一避让孔1601组装形成磁路系统5。
101.电批装置4243包括驱动机构和电批,驱动机构驱动电批从紧固件供料机4241装载第一紧固件,并使得电批与装配口4220对准,向磁路系统5穿设第一紧固件。
102.本实施例中,第一紧固件为螺钉,螺钉与位于定位孔1621内的第二紧固件(螺母)固定连接以使得磁路系统5形成一整体。
103.因而,在第二半成品装配工位414将第二半成品510加载至第五定位槽1622之前,第二紧固件装配工位432加载第二紧固件于定位孔1621内。
104.第二紧固件装配工位432包括第二紧固件上料装置4321和第二紧固件取料装置4323,第二紧固件上料装置4321用于按序提供第二紧固件,第二紧固件取料装置4323用于将按序所提供的第二紧固件加载至定位孔1621内。
105.在形成磁路系统5后,需要将相扣合的第四载台160和第五载台162分离,以便于取
出磁路系统5。然而,在取走第四载台160过程中,磁路系统5可能跟随第四载台160同步移动,因而给后续下料带来困难。
106.参阅图16,顶杆机构426包括顶杆4261和顶杆驱动机构4263,顶杆驱动机构4263驱动顶杆4261穿入第二避让孔1604顶抵磁路系统5,并在第四载台160与磁路系统5分离后,驱动顶杆4261从第二避让孔1604拔出。翻转装置420还用于在顶杆4261插入第二避让孔1604的状态下,沿顶杆4261提升第四载台160,并在顶杆4261从第二避让孔1604拔出后翻转第四载台160,并将第四载台160放置于载台输送线410,使得第四载台160与对应的第五载台162并排设置。
107.本申请通过设置顶杆机构426在分离相扣合的第四载台160和第五载台162时顶抵磁路系统5,以确保成型的磁路系统5均位于第五载台162,便于后续对磁路系统5进行检测和分拣。
108.检测装置428包括图像采集设备,图像采集设备用于获取磁路系统5的图像,进而根据所获取的图像鉴别磁路系统5是否有裂纹或错位等缺陷,若未检测出缺陷,则磁路系统5的品质合格,若检测出缺陷,则磁路系统5的品质不合格。例如,采用螺钉固定第一半成品550、导磁板53和第二半成品510时,因力量过大导致顶磁板54上产生裂纹,则将致使磁路系统5报废,因而通过检测装置428可识别出不合格的磁路系统5。
109.检测装置428将检测结果反馈到分拣工位430,分拣工位430用于对经检测装置428检测后的磁路系统5进行分拣,其将品质合格的磁路系统5装盘,将品质不合格的磁路系统5分拣至回收盒。
110.区别于现有技术的情况,本申请公开了一种磁路系统的组装治具。通过设置第一载台,第一载台设有依次连通的第一定位槽、第二定位槽和容置槽,第一定位槽和第二定位槽可使得顶磁板和塑胶件的层叠位置准确,且还于容置槽设置第一磁吸件,第一磁吸件能够磁性吸附顶磁板的特定磁极,并与顶磁板的另一磁极相斥,进而在顶磁板与塑胶件的层叠方位出错时进行纠错,使得塑胶件层叠于顶磁板具有特定磁极的一侧。
111.以上所述仅为本申请的实施例,并非因此限制本申请的专利范围,凡是利用本申请说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本申请的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1