一种PET复合浸渍胶膜纸饰面板及其制备方法与流程
一种pet复合浸渍胶膜纸饰面板及其制备方法
技术领域
1.本发明涉及人造板材技术领域,特别涉及一种pet复合浸渍胶膜纸饰面板及其制备方法。
背景技术:
2.浸渍胶膜纸饰面人造板是以刨花板、纤维板等人造板为基材,以三聚氰胺浸渍纸为饰面材料的装饰板材。由于浸渍胶膜纸饰面板具有漂亮的色彩和纹理,简单的制备工艺,并且耐磨、耐热、耐水性能好,因此广泛用于家具制造及室内装饰装修等领域。但是随着人民生活水平的提高,对室内装修材料的美观性要求越来越高,特别是具有亮光表面的板材备受青睐,其中,uv板因其镜面光泽好,色彩鲜艳,视觉冲击好而备受人们喜爱。但是,由于uv板的表面为uv固化漆,会释放挥发性有机物,并且uv漆的耐黄变性能及耐久性较差,使用一段时间后,会出现收缩变形,并且表面颜色变黄,使观赏效果下降。另外,现有uv板的制备工艺复杂,通常需要上6
‑
7遍uv漆,然后再经过uv光固化干燥,工序复杂,成本较高。
3.可见,现有技术还有待改进和提高。
技术实现要素:
4.鉴于上述现有技术的不足之处,本发明的目的在于提供提供一种pet复合浸渍胶膜纸饰面板及其制备方法,旨在解决现有技术中uv板耐久性、耐黄变性能差,及制备工艺复杂的缺陷。
5.为了达到上述目的,本发明采取了以下技术方案:
6.一种pet复合浸渍胶膜纸饰面板,包括芯层和设置在芯层上下表面的浸渍胶膜纸层,其中,所述饰面板表面还至少包括一层pet膜层,所述pet膜层通过热熔胶与浸渍胶膜纸层胶合。
7.所述pet复合浸渍胶膜纸饰面板中,所述pet膜层包括pet透明高亮光膜和pet透明肤感膜中的一种。
8.所述pet复合浸渍胶膜纸饰面板中,所述胶层为pur热熔胶层,所述pur热熔胶为湿气固化反应型pur热熔胶。
9.所述pet复合浸渍胶膜纸饰面板中,所述芯层包括胶合板、细木工板、密度板、刨花板、纤维板中的一种。
10.所述pet复合浸渍胶膜纸饰面板中,所述饰面板由上至下依次包括pet膜层、胶层、上浸渍胶膜纸层、芯层、下浸渍胶膜纸层,或,所述饰面板由上至下依次包括pet膜层、胶层、上浸渍胶膜纸层、芯层、下浸渍胶膜纸层、胶层、pet膜层。
11.一种pet复合浸渍胶膜纸饰面板的制备方法,其中,所述pet复合浸渍胶膜纸饰面板为如上所述的pet复合浸渍胶膜纸饰面板,所述方法包括以下步骤:
12.步骤s1.饰面层的制备:在芯层上下表面均铺设一层浸渍胶膜,通过热压机压贴,得到浸渍胶膜纸饰面板;
13.步骤s2.pet膜的复合:将浸渍胶膜纸饰面板表面清扫干净,通过熔胶机构热熔pur热熔胶,通过辊涂设备辊涂熔融的pur热熔胶于浸渍胶膜纸表面,刮平,将pet膜平贴其上,固化后养护48~60h,得pet复合浸渍胶膜纸饰面板。
14.所述pet复合浸渍胶膜纸饰面板的制备方法中,所述步骤s1中,热压机的压贴温度为130~200℃,单位压力为1.0~2.0mpa,热压时间为15~60s。
15.所述pet复合浸渍胶膜纸饰面板的制备方法中,所述步骤s2中,辊涂设备的熔胶温度为110~130℃,涂胶厚度为0.04~0.06mm。
16.所述pet复合浸渍胶膜纸饰面板的制备方法中,所述养护条件为温度低于30℃,湿度为50~70%。
17.所述pet复合浸渍胶膜纸饰面板的制备方法中,所述步骤s1中,得到的浸渍胶膜纸饰面板的厚度偏差小于0.15mm。
18.有益效果:
19.本发明提供了一种pet复合浸渍胶膜纸饰面板及其制备方法,所述pet复合浸渍胶膜纸饰面板通过在浸渍胶膜纸层表面胶合一层pet膜层,具有优异的光泽度,耐黄变性、耐久性高,且耐酸耐碱性,并且由于pet膜的透光效果好,可使浸渍胶膜纸的色彩和纹理充分展示,大大提高饰面板的观赏效果。所述pet复合浸渍胶膜纸饰面板的制备方法包括在芯层表面热压贴浸渍胶膜纸,以及通过pur热熔胶在浸渍胶膜纸表面平贴pet膜,所述方法操作简单,易于实现,成本低廉,便于在行业内推广应用。
附图说明
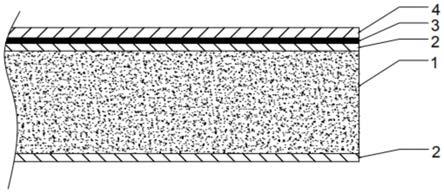
20.图1为本发明提供的pet复合浸渍胶膜纸饰面板的结构示意图。
21.图2为上下表面均具有pet膜的饰面板的结构示意图。
具体实施方式
22.本发明提供一种pet复合浸渍胶膜纸饰面板,为使本发明的目的、技术方案及效果更加清楚、明确,以下举实施例对本发明进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
23.请参阅图1、图2,本发明提供一种pet复合浸渍胶膜纸饰面板,所述饰面板包括芯层1和设置在芯层上下表面的浸渍胶膜纸层2,所述芯层包括胶合板、细木工板、密度板、刨花板、纤维板中的一种,所述芯层的厚度为3~18mm,所述浸渍胶膜纸层通过热压合工艺贴合于芯层的上下表面,起到增加芯层表面装饰效果的作用,所述饰面板表面还至少包括一层pet膜层4,所述pet膜层为透明膜,具有透光效果好,透光率为89%~92%,能将浸渍胶膜纸的色彩和纹理充分展示,起到增加表面光泽度的作用;所述pet膜层通过胶层3与浸渍胶膜纸层胶合,所述胶层3为热熔胶,所述热熔胶为无色透明的胶水,具有较好的透光性。
24.上述结构的pet复合浸渍胶膜纸饰面板,通过在浸渍胶膜纸表面粘贴pet膜,具有uv漆的光泽度,可替代uv板,与现有技术相比,至少具有以下有益效果:(1)所述pet膜具有优异的耐黄变性能及耐久性,可大大提高pet复合浸渍胶膜纸饰面板耐黄变性及耐久性,长期使用也不变色、不收缩变形,使饰面板具有较好的观赏性;(2)所述pet膜具有较好的强度、韧性及耐酸耐碱,能提高饰面板的耐磨性、耐冲击性及耐龟裂能力;(3)所述pet膜绿色
环保,无挥发性有机物释放;(4)由于pet膜通过热熔胶贴合于饰面板表面,相较于uv板的生产工艺,其制备工艺简单易行,易于实现,并且节约能源。
25.具体的,上述结构的pet复合浸渍胶膜纸饰面板,所述pet膜层包括pet透明高亮光膜和pet透明肤感膜中的一种。所述pet透明高亮光膜具有优异的透光性,其透光率大于90%,可使浸渍胶膜纸的色彩和纹理充分展示,并且由于表面光滑,灰尘不容易着落,从而防尘抗污能力好,即便是咖啡、酱油泼洒其上,也不留痕,轻轻擦拭即可清除。所述pet透明肤感膜的表面微结构为波浪形,当皮肤接触时,具有皮肤的触感,并且由于其表面波浪形微观结构,使得光形成散色效果,进而使得饰面板呈现出柔和的光感效果,而且不易残留指纹。所述pet透明肤感膜透光率可达到89%以上,因此,既能保证浸渍胶膜纸的色彩与纹理得到充分展示,又具有柔和的哑光效果,由于其特殊的皮肤触感,可用高端的家具或装饰面板的制作。
26.具体的,上述结构的pet复合浸渍胶膜纸饰面板中,所述胶层为pur热熔胶层,所述pur热熔胶为湿气固化反应型热熔胶,所述湿气固化反应型pur热熔胶具有固化速度快、粘合强度大、抗冲击性能好的特点,并且无色透明,固化后柔韧好。使用时,pur热熔胶在较低温度下即可熔融使用,粘结时,pur热熔胶与空气及板材中的水分反应,固化交联,起到胶粘的作用。
27.在一些实施例中,所述pet复合浸渍胶膜纸饰面板由上至下依次包括pet膜层4、胶层3、浸渍胶膜纸层2、芯层1、浸渍胶膜纸层2,所述pet膜层仅设置于其中一面的浸渍胶膜纸表面,生产时,只需对上浸渍胶膜纸层进行辊涂热熔胶,然后平贴pet膜即可,此种结构的饰面板通常用于仅饰面板的其中一面需对外的场景。
28.在另一些实施例中,所述pet复合浸渍胶膜纸饰面板由上至下依次包括pet膜,4、胶层3、浸渍胶膜纸层2、芯层1、浸渍胶膜纸层2、胶层3、pet膜层1,此种结构的饰面板两面均具有pet膜,即,饰面板的两面均具有较好的亮光、强度。
29.本发明还公开了一种pet复合浸渍胶膜纸饰面板的制备方法,所述方法包括以下步骤:
30.步骤s1.饰面层的制备:在芯层上下表面均铺设一层浸渍胶膜,通过热压机压贴,热压机的压贴温度为130~200℃,单位压力为1.0~2.0mpa,热压时间为15~60s,通过热压,得到浸渍胶膜纸饰面板。所述压贴温度、压力及压贴时间是影响压贴效果的直接因素。所述热压温度会影响树脂的固化反应速度,当压贴温度太低时,三聚氰胺胶无法固化完全,会使粘接效果下降,而压贴温度过高时,会使浸渍纸固化速度过快,容易导致龟裂或干花现象,当温度为130~200℃时,具有较合适的固化速度。所述热压时的压力可促进浸渍胶膜纸与芯层结合,提高粘接性能,但是当压力过低时,会降低浸渍胶膜纸中树脂的流动,使得浸渍胶膜纸与芯层的粘接强度下降,当压力过高时,会破坏芯层的力学性能,甚至改变芯层的厚度,特别是针对颗粒板时,其压力尤其不能太高,当压力为1.0~2.0mpa时,具有较好的粘结效果。当温度和压力固定的情况下,热压时间越长,则树脂固化得越充分,但是热压过长容易使树脂固化过度,弹性下降,而热压时间过短又使得固化不充分,容易产生粘板现象,影响产品质量,当热压时间为15~60s,具有较好的固化效果。
31.步骤s2.pet膜的复合:通过吹扫机构将浸渍胶膜纸饰面板表面清扫干净,务必保证浸渍胶膜纸饰面板表面无粉尘及污渍,通过熔胶机构熔胶,熔胶温度为110~130℃,熔融
的pur热熔胶通过辊涂设备辊涂于浸渍胶膜纸表面,涂胶厚度为0.04~0.06mm,然后通过镜面扫平辊扫平后,将pet膜平贴于pur热熔胶上,固化,养护,养护条件为温度低于30℃,湿度为50~70%,养护48~60h后得到pet复合浸渍胶膜纸饰面板。
32.所述步骤s2中,辊涂设备中涂胶辊的温度为110~120℃,以保证pur热熔胶能保证熔融状态,以便更好的涂胶,所述镜面扫平辊的温度为120~130℃,其温度较高,便于将多余的pur热熔胶从浸渍胶膜纸表面刮走,得到设定厚度的胶层,从而获得厚度一致的饰面板。
33.需要注意的是,所述步骤s2需在无尘车间进行,并且对环境温度和湿度要求较高,需控制环境温度为25℃,湿度为50~70%,以便于粘贴工序能顺利进行,得到粘附牢固,表观效果好的pet复合浸渍胶膜纸饰面板。
34.需要特别注意的是,所述步骤s1中,所述浸渍胶膜纸饰面板的厚度需严格控制,务必保证厚度偏差小于0.15mm,因此要求芯层的厚度偏差小,这主要是因为pur热熔胶的涂胶厚度只有0.04~0.06mm,如果厚度偏差过大,容易影响步骤s2中pur热熔胶的厚度不准确,而pur热熔胶的厚度直接影响粘贴效果,最终影响产品质量。
35.上述pet复合浸渍胶膜纸饰面板的制备方法工序少,操作简单,易于实现,通过热压贴工序和平贴工序即可完成,制备得到的pet复合浸渍胶膜纸饰面板,不但具有uv饰面板的外观效果,并且各项理化性能均优于uv饰面板,最重要的是,所述pet复合浸渍胶膜纸饰面板非常环保,不会释放挥发性有机物,无异味,并且耐黄变、耐久性能好,具有更长的使用寿命。
36.实施例1
37.一种pet复合浸渍胶膜纸饰面板,包括pet膜层、胶层、上浸渍胶膜纸层、胶合板芯层、下浸渍胶膜纸层。所述pet膜层为pet透明高亮光膜,所述胶层为pur热熔胶为湿气固化反应型热熔胶层。
38.一种pet复合浸渍胶膜纸饰面板的制备方法,包括步骤:
39.步骤s1.饰面层的制备:在芯层上下表面均铺设一层浸渍胶膜,通过热压机压贴,热压机的压贴温度为180℃,单位压力为1.5mpa,热压时间为30s,通过热压,得到浸渍胶膜纸饰面板。
40.步骤s2.pet膜的粘贴:通过吹扫机构将浸渍胶膜纸饰面板表面清扫干净,通过熔胶机构熔胶,熔胶温度为120℃,熔融的pur热熔胶通过辊涂设备辊涂于浸渍胶膜纸表面,涂胶厚度为0.05mm,涂胶辊的温度为110℃,然后通过镜面扫平辊扫平,镜面扫平辊温度为130℃,扫平后,将pet透明高亮光膜平贴于pur热熔胶上,固化后进行养护,养护条件为:温度低于30℃,湿度为60%,养护50h后得到pet复合浸渍胶膜纸饰面板。
41.实施例2
42.一种pet复合浸渍胶膜纸饰面板,包括pet膜层、胶层、上浸渍胶膜纸层、细木工板芯层、下浸渍胶膜纸层。所述pet膜层为pet透明高亮光膜,所述胶层为pur热熔胶为湿气固化反应型热熔胶层。
43.一种pet复合浸渍胶膜纸饰面板的制备方法,包括步骤:
44.步骤s1.饰面层的制备:在芯层上下表面均铺设一层浸渍胶膜,通过热压机压贴,热压机的压贴温度为200℃,单位压力为2.0mpa,热压时间为15s,通过热压,得到浸渍胶膜
纸饰面板。
45.步骤s2.pet膜的粘贴:通过吹扫机构将浸渍胶膜纸饰面板表面清扫干净,通过熔胶机构熔胶,熔胶温度为110℃,熔融的pur热熔胶通过辊涂设备辊涂于浸渍胶膜纸表面,涂胶厚度为0.04mm,涂胶辊的温度为120℃,然后通过镜面扫平辊扫平,镜面扫平辊温度为120℃,扫平后,将pet透明肤感膜平贴于pur热熔胶上,固化后进行养护,养护条件为温度低于30℃,湿度为50%,养护60h后得到pet复合浸渍胶膜纸饰面板。
46.实施例3
47.一种pet复合浸渍胶膜纸饰面板,包括pet膜层、胶层、上浸渍胶膜纸层、密度板芯层、下浸渍胶膜纸层、胶层、pet膜层。所述pet膜层为pet透明高亮光膜,所述胶层为pur热熔胶为湿气固化反应型热熔胶层。
48.一种pet复合浸渍胶膜纸饰面板的制备方法,包括步骤:
49.步骤s1.饰面层的制备:在芯层上下表面均铺设一层浸渍胶膜,通过热压机压贴,热压机的压贴温度为130℃,单位压力为1.0mpa,热压时间为60s,通过热压,得到浸渍胶膜纸饰面板。
50.步骤s2.pet膜的粘贴:通过吹扫机构将浸渍胶膜纸饰面板表面清扫干净,通过熔胶机构熔胶,熔胶温度为130℃,熔融的pur热熔胶通过辊涂设备辊涂于浸渍胶膜纸表面,涂胶厚度为0.06mm,涂胶辊的温度为110℃,然后通过镜面扫平辊扫平,镜面扫平辊温度为130℃,扫平后,将pet透明高亮光膜平贴于pur热熔胶上,固化后,将饰面板反转,此时下浸渍胶膜纸层位于上表面,对下浸渍胶膜纸进行涂胶、平贴pet透明高亮光膜,然后进行养护,养护条件为温度低于30℃,湿度为70%,养护48h后得到双面具有pet膜的饰面板。
51.实施例4
52.一种pet复合浸渍胶膜纸饰面板,包括pet膜层、胶层、上浸渍胶膜纸层、刨花板芯层、下浸渍胶膜纸层。所述pet膜层为pet透明肤感膜,所述胶层为pur热熔胶为湿气固化反应型热熔胶层。
53.一种pet复合浸渍胶膜纸饰面板的制备方法,包括步骤:
54.步骤s1.饰面层的制备:在芯层上下表面均铺设一层浸渍胶膜,通过热压机压贴,热压机的压贴温度为160℃,单位压力为1.8mpa,热压时间为20s,通过热压,得到浸渍胶膜纸饰面板。
55.步骤s2.pet膜的粘贴:通过吹扫机构将浸渍胶膜纸饰面板表面清扫干净,通过熔胶机构熔胶,熔胶温度为115℃,熔融的pur热熔胶通过辊涂设备辊涂于浸渍胶膜纸表面,涂胶厚度为0.04mm,涂胶辊的温度为110℃,然后通过镜面扫平辊扫平,镜面扫平辊温度为130℃,扫平后,将pet透明肤感膜平贴于pur热熔胶上,固化后进行养护,养护条件为温度低于30℃,湿度为65%,养护50h后得到pet复合浸渍胶膜纸饰面板。
56.实施例5
57.一种pet复合浸渍胶膜纸饰面板,包括pet膜层、胶层、上浸渍胶膜纸层、纤维板芯层、下浸渍胶膜纸层。所述pet膜层为pet透明肤感膜,所述胶层为pur热熔胶为湿气固化反应型热熔胶层。
58.一种pet复合浸渍胶膜纸饰面板的制备方法,包括步骤:
59.步骤s1.饰面层的制备:在芯层上下表面均铺设一层浸渍胶膜,通过热压机压贴,
热压机的压贴温度为150℃,单位压力为1.2mpa,热压时间为40s,通过热压,得到浸渍胶膜纸饰面板。
60.步骤s2.pet膜的粘贴:通过吹扫机构将浸渍胶膜纸饰面板表面清扫干净,通过熔胶机构熔胶,熔胶温度为125℃,熔融的pur热熔胶通过辊涂设备辊涂于浸渍胶膜纸表面,涂胶厚度为0.05mm,涂胶辊的温度为110℃,然后通过镜面扫平辊扫平,镜面扫平辊温度为130℃,扫平后,将pet透明肤感膜平贴于pur热熔胶上,固化后进行养护,养护条件为温度低于30℃,湿度为60%,养护55h后得到pet复合浸渍胶膜纸饰面板。
61.将实施例1
‑
5得到的pet复合浸渍胶膜纸饰面板进行各项性能测试,依据gb/t 34722
‑
2017浸渍胶膜纸饰面胶合板或细木工板和gb/t15102
‑
2006浸渍胶膜纸饰面人造板进行。同时,以uv饰面板作为对比例1进行测试,所述uv饰面板以胶合板为芯层,芯层的上表面依次设有浸渍胶膜层和uv层,芯层的下表面设有另一层浸渍胶膜层。测试结果如表1所示。
62.表1.性能测试结果表
[0063][0064]
由表1可知,pet复合浸渍胶膜纸饰面板的各项性能均优于uv饰面板,特别是耐黄变和耐久性,具有更好的品质。并且其制备工艺简单,易于实现,适合推广应用。
[0065]
可以理解的是,对本领域普通技术人员来说,可以根据本发明的技术方案及其发
明构思加以等同替换或改变,而所有这些改变或替换都应属于本发明所附的权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1