发泡产品及其制造方法与流程
1.本发明主要与运动休闲用或救生用的发泡产品有关,尤指该发泡产品的结构与制造方法。
背景技术:
2.目前,运动休闲用或救生用的发泡产品,例如各种冲浪板、滑雪板、桨板(sup)、滑草板、滑沙板、救生板、浮板
……
等等,它们基本上都是由一发泡芯板、设置在该发泡芯板顶面的一顶发泡皮、设置在该发泡芯板底面的一底发泡皮、及设置在该底发泡皮底面的一塑料底板所构成。
3.在us 2019/0184674 a1已公开这类发泡产品的几种构造,其中一种构造可造成该发泡产品的底面看不到接缝线,只有从该发泡产品的侧面才看得到该塑料底板与该顶发泡皮之间的一道很细的接缝线,这个接缝线其实就是被压缩得很薄的该底发泡皮的一侧边,理想上,这个接缝线愈细愈好。
技术实现要素:
4.本发明提供一种发泡产品,其包括一发泡芯板、一表皮、一有架桥发泡皮、一无架桥发泡皮及一非发泡塑料板。该发泡芯板具有一顶面、一底面及一外围。该表皮的一底面覆盖且结合于该发泡芯板的该顶面。该有架桥发泡皮的一顶面覆盖且结合于该发泡芯板的该底面。该无架桥发泡皮的一顶面覆盖且结合于该有架桥发泡皮的一底面。该非发泡塑料板覆盖且结合于该无架桥发泡皮的一底面。
5.在一实施例中,本发明上述表皮还覆盖到该发泡芯板的该外围及该有架桥发泡皮的该外围,但未超出该有架桥发泡皮的该底面,该无架桥发泡皮的该顶面还覆盖到该表皮的该外围。
6.在一实施例中,本发明上述表皮包括一表层发泡皮及一非发泡塑料膜,该表层发泡皮位于该发泡芯板与该非发泡塑料膜之间。
7.在一实施例中,本发明上述表层发泡皮的厚度大于该有架桥发泡皮的厚度,该有架桥发泡皮的厚度大于该无架桥发泡皮的厚度。
8.本发明还提供一种发泡产品制造方法,其包括:将预先制作好的一有架桥发泡皮的一顶面覆盖且结合到预先制作好的一发泡芯板的一底面;将预先制作好的一表皮的一底面覆盖且结合到该发泡芯板的一顶面;及将预先制作好的一底板结合到该有架桥发泡皮的一底面。其中,该底板包括一无架桥发泡皮及一非发泡塑料板,该非发泡塑料板覆盖且结合到该无架桥发泡皮的一底面,该无架桥发泡皮的一顶面覆盖且结合到该有架桥发泡皮的该底面。
9.在一实施例中,本发明上述有架桥发泡皮与上述发泡芯板的结合按照以下步骤进行:
10.将该有架桥发泡皮放入一发泡成形模具的一模穴内;将已预发泡的颗粒输入该发
泡成形模具的该模穴内;及将高温蒸气注入该发泡成形模具,以促使已预发泡的颗粒膨胀且相互聚结形成该发泡芯板。
11.在一实施例中,本发明上述底板按照下述步骤制成:
12.通过押出机的一输出口输出融化成液态的塑料材料;输送该无架桥发泡皮经过该押出机的该输出口,以使该塑料材料淋覆于该无架桥发泡皮的该底面;及对该无架桥发泡皮及已淋覆在该无架桥发泡皮上的该塑料材料进行滚压作业。
13.相对于现有技术,本发明上述方法所制成的上述发泡产品,共有上述有架桥发泡皮与无架桥发泡皮等两层材料被夹在上述发泡芯板与非发泡塑料板之间,这是相关发泡产品过去所未见的结构。
附图说明
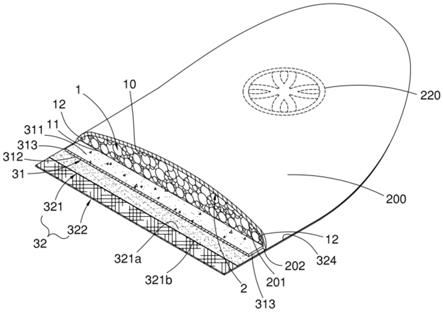
14.图1为本发明的发泡产品的一个较佳实施例的前段部分的立体图。
15.图2为该较佳实施例的横断面结构示意图。
16.图3为图2的部分放大图。
17.图4为本发明该发泡产品的仰视示意图。
18.图5为本发明该发泡产品的部分侧视示意图。
19.图6为本发明的发泡产品制造方法的一个较佳实施例的流程图。
20.图7为本发明的底板32的制作示意图。
21.主要附图符号说明:
22.1、发泡芯板;10、第一顶面;11、第一底面;12、第一外围;2、表皮;200、第二顶面;201、第二底面;202、第二外围;21、表层发泡皮;210、第三顶面;211、第六底面;22、非发泡塑料膜;220、印刷图案;31、有架桥发泡皮;30、塑料材料;311、第四顶面;312、第三底面;313、第三外围;32、底板;321、无架桥发泡皮;322、非发泡塑料板;321a、第五顶面;321b、第四底面;324、接缝线;4、押出机;41、输出口;5、对滚轮。
具体实施方式
23.为了对本发明的技术特征、目的和有益效果有更加清楚的理解,现对本发明的技术方案进行以下详细说明,但不能理解为对本发明的可实施范围的限定。
24.图1至图5显示一种发泡产品,在此实施例中该发泡产品系为一冲浪板,然而,该发泡产品也可以是一桨板(sup)、一滑雪板、一滑草板、一滑沙板、一救生板、一浮板、一浮标或是其它发泡产品。
25.如图1至图3所示,该发泡产品包括一发泡芯板1、一表皮2、一有架桥发泡皮31及一底板32。底板32包括一无架桥发泡皮321及一非发泡塑料板322。较佳地,有架桥发泡皮31的发泡倍率大于无架桥发泡皮321。
26.发泡芯板1由塑料发泡材料制成。该塑料发泡材料可选择发泡聚苯乙烯(eps)、发泡聚乙烯(epe)、发泡聚丙烯(epp)、或发泡苯乙烯-乙烯混合体(以聚苯乙烯及聚乙烯共聚而成,并经架桥处理发泡而成),但不以此为限。
27.表皮2可以是一层发泡皮,也可以是包含至少一层发泡皮的多层复合皮料。在此实施例中,如图3所示,表皮2包括一表层发泡皮21及一非发泡塑料膜22。非发泡塑料膜22覆盖
且结合于表层发泡皮21的一第三顶面210。表层发泡皮21可以是一聚乙烯发泡皮或聚丙烯发泡皮,它的发泡倍率较佳是15(换算后约为64kg/m3或4pcf),厚度大约2-6mm,较佳是4mm。非发泡塑料膜22较佳是由聚乙烯制成,厚度大约是0.05-0.1mm。在此实施例中,非发泡塑料膜22还具有一印刷图案220。
28.有架桥发泡皮31是一种已经掺入化学架桥剂或已经经过电子架桥处理的聚乙烯发泡皮、聚丙烯发泡皮或其它发泡皮,它的发泡倍率较佳是30(换算后即33kg/m3或2.1pcf),厚度较佳是大约2mm。无架桥发泡皮321则是一种没有掺入化学架桥剂也没有经过电子架桥处理的聚乙烯发泡皮、聚丙烯发泡皮或其它发泡皮,它的发泡倍率较佳是20(换算后约为48kg/m3或3pcf)。无架桥发泡皮321原始厚度较佳是大约2mm,但这个厚度会随着它被压缩的程度而变小(此容后再述)。有架桥发泡皮31的质地比无架桥发泡皮321硬,比较不容易被压缩变薄。相反的,相对于有架桥发泡皮31,无架桥发泡皮321的质地较软,也比较容易被压缩变薄。
29.从上述说明可知,在发泡倍率上的安排,有架桥发泡皮31的发泡倍率大于无架桥发泡皮321,无架桥发泡皮321的发泡倍率则大于表层发泡皮21。在厚度上的安排,表层发泡皮21的厚度大于有架桥发泡皮31,有架桥发泡皮31的厚度大于无架桥发泡皮321。
30.再如图1至图3所示,发泡芯板1具有一第一顶面10、一第一底面11、及介于第一顶面10与第一底面11之间的一第一外围12。表皮2具有一第二顶面200、一第二底面201、及介于第二顶面200与第二底面201之间的一第二外围202。其中,表皮2的第二底面201(即上述表层发泡皮21的一第六底面211)是覆盖且结合于发泡芯板1的第一顶面10。
31.有架桥发泡皮31具有一第四顶面311、一第三底面312及介于第四顶面311与第三底面312之间的一第三外围313。无架桥发泡皮321具有一顶面第五321a及一第四底面321b。有架桥发泡皮31的第四顶面311覆盖且结合于发泡芯板1的第一底面11,无架桥发泡皮321的第五顶面321a覆盖且结合于有架桥发泡皮31的第三底面312。至于非发泡塑料板322则覆盖且结合于无架桥发泡皮321的第四底面321b。
32.在此实施例中,表皮2还覆盖到发泡芯板1的第一外围12及有架桥发泡皮31的第三外围313,但未超出有架桥发泡皮31的第三底面312,无架桥发泡皮321的第五顶面321a还覆盖到表皮2的第二外围202。因此,如图4所示,从该发泡产品的底部看过去,只会看到非发泡塑料板322,但看不到任何接缝线。
33.图6显示本发明上述发泡产品的制造方法的一个较佳实施例,该制造方法包括步骤a至c,兹说明如下:
34.首先,如步骤a所示,将有架桥发泡皮31的第四顶面311覆盖且结合到发泡芯板1的第一底面11;
35.其次,如步骤b所示,将表皮2的第二底面201覆盖且结合到发泡芯板1的第一顶面10;以及
36.如步骤c所示,将底板32结合到有架桥发泡皮31的第三底面312。其中,底板32的无架桥发泡皮321的第五顶面321a覆盖且结合到有架桥发泡皮31的第三底面312。
37.在步骤a中,发泡芯板1可先预先制作完成,然后再以热压结合方式将有架桥发泡皮31结合至发泡芯板1的第一底面11,或者,也可改采其它方式达到将有架桥发泡皮31结合至发泡芯板1的目的,例如:先将有架桥发泡皮31放入一发泡成形模具(图中未示)的一模穴
内,然后,将已预发泡的颗粒(例如已预发泡的聚苯乙烯颗粒)输入该发泡成形模具的该模穴内,接着,将高温蒸气注入该发泡成形模具,以促使该些已预发泡的颗粒膨胀且相互聚结形成发泡芯板1(例如聚苯乙烯发泡芯板)。通过前述步骤,不但可制作出发泡芯板1,还可一并将有架桥发泡皮31结合到发泡芯板1的第一底面11。
38.在步骤b中,表皮2是事先制作完成的,较佳是选用热压结合方式将表皮2结合到发泡芯板1的第一顶面10。其中,表皮2的面积可以大致相当于发泡芯板1的第一顶面10,以使表皮2仅覆盖且结合于第一顶面10,然而,表皮2的面积也可以大致相当于发泡芯板1的第一顶面10及第一外围12,以使表皮2不但覆盖且结合于第一顶面10,还进一步覆盖且结合至第一外围12。
39.在步骤c中提到的底板32是事先制作好的。如图7所示,一押出机4的一输出口41连续输出融化成液态的塑料材料30(例如液态的聚乙烯材料),而事先制作好的无架桥发泡皮321(例如无架桥的聚乙烯发泡皮)被连续输送经过押出机4的输出口41,以使塑料材料30淋覆于无架桥发泡皮321的第四底面321b。接着,使用一对滚轮5对无架桥发泡皮321及已淋覆在无架桥发泡皮321上的塑料材料30进行滚压作业,至此,即完成底板32的制作。
40.需指出的是,刚从押出机4的输出口41输出的塑料材料30的温度大约是在220-240℃,这样的高温已足以使无架桥发泡皮321的第四底面321b与塑料材料30发生融合。在融合的过程,无架桥发泡皮321的第四底面321b在深度方向会被融化掉一小部分,该被融化掉部分会被融入塑料材料30而一起形成底板32的非发泡塑料板322,使得非发泡塑料板322变厚,与此同时,底板32的无架桥发泡皮321也会因为已被融化掉该小部分而相对变薄。依前方式形成的非发泡塑料板322的厚度约为0.8mm,但不以此为限。无论如何,非发泡塑料板322应具有质地坚韧且耐磨的特点,并应具有一光滑底面以供滑行于一滑行表面(例如水面)。
41.此外,在步骤c中,已依图7所示方式预先制作好的底板32是采用热压方式结合到有架桥发泡皮31。由于底板32上的无架桥发泡皮321很容易被压缩,故在完成将底板32结合到有架桥发泡皮31的作业之后,在此作业中受到重压的无架桥发泡皮321将进一步变薄,例如大约0.1-0.5mm。因此,如图1及图5所示,从该发泡产品的侧边看过去,只会看非发泡塑料板322与表皮2之间有一条很细的接缝线324,这个接缝线324其实就是变薄后的无架桥发泡皮321的一侧边,因此,人们只会注意到该发泡产品的非发泡塑料板322与表皮2,几乎察觉不到无架桥发泡皮321的存在,也当然看不到有架桥发泡皮31,因为它已经被表皮2包覆了。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1