一种航空用薄膜复合材料的制作方法
1.本发明涉及一种航空材料,特别涉及一种航空用薄膜复合材料。
背景技术:
2.飞机机舱内所有的加压部位,从鼻坠部到尾部,都会安装隔音/隔热绝缘材料。这些隔音隔热绝缘材料是飞机上用量最大的复合材料,其除了重量、体积、隔音、隔热、减振、防腐蚀等要求外,还要求兼有耐高低温、水汽阻隔、阻燃等性能。因此,航空用隔音/隔热材料都必须复合一层包覆膜对其进行功能性保护。
3.包覆膜是由聚合物膜、阻隔层、粘合剂和支撑层组成的薄膜复合结构,主要起到防尘、阻燃、减少水汽透过的作用。目前,聚合物膜主要有聚氟乙烯(pvf)、聚酰亚胺(pi))、聚醚醚酮(peek)等。pvf薄膜的阻燃等级为hb,peek和pi更加耐燃,然而其抗压强度低,断裂韧性差,耐损伤性低以及加工性能不佳。
4.中国专利zl201721635249.5公开了一种航空内饰用薄膜复合材料,包含材料层、铝箔层和网格层,材料层的材料为pvdf、pvf或peek中的一种或几种的组合,材料层的厚度为18~25微米,铝箔层的厚度为6.5~12微米。pvdf和pvf薄膜的阻燃性有限,必须通过使用微米级别的铝箔来提升,导致复合材料面密度相对较高,还存在断裂韧性差等问题。
技术实现要素:
5.为了解决上述技术问题,本发明提出了一种具有质轻、优异的阻隔、阻燃、低烟雾释放、耐冲击、耐老化、耐化学腐蚀等性能航空用薄膜复合材料。
6.本发明的目的是通过以下技术方案实现的:
7.一种航空用薄膜复合材料,包括从上而下依次设置的乙烯-三氟氯乙烯共聚物(ectfe)薄膜层、粘剂层和增强纤维网格层,所述航空用薄膜复合材料的水汽透过率为0.1g/m2·
24h~4g/m2·
24h,剥离强度为2n/m~6n/m。
8.优选地,所述航空用薄膜复合材料的水汽透过率为0.5g/m2·
24h~2g/m2·
24h。
9.所述航空用薄膜复合材料的面密度为20g/m2~60g/m2,优选为34g/m2~50g/m2。
10.所述航空用薄膜复合材料的顶破强度为100kpa~250kpa,优选为150kpa~250kpa。
11.由于ectfe分子中的氟、氯原子均有疏水性,不会形成氢键;同时分子结构中的c-cl键增强了分子极性、刚性和耐蠕变性,降低了分子链段的自由运动。综合以上原因,导致气体分子和水分子很难在ectfe分子中移动,从而使其具有优良的水气阻隔性能。采用ectfe薄膜制备复合材料可以省去阻隔层,以此有效降低薄膜复合材料的面密度。
12.所述ectfe薄膜是以ectfe树脂为基材,通过挤出机、过滤器、熔体计量泵、流延模具后流延收卷或者进一步双向拉伸,得到ectfe薄膜。
13.优选地,所述ectfe薄膜先进行表面处理,以有效提高表面张力。所述ectfe薄膜表面处理方法可以是酸性刻蚀法、钠-萘络合物化学处理、火焰处理、等离子体处理或电晕处
理中的至少一种。表面处理后的ectfe薄膜的表面张力为40mn/m~56mn/m,能够很好地与增强纤维网格层复合,满足剥离强度的要求。
14.所述ectfe薄膜厚度为8μm~60μm,优选为10μm~30μm,更有选为15μm~25μm。
15.所述粘剂层厚度为3μm~5μm。所述粘剂选自酯溶性聚氨酯、醇溶性聚氨酯或水性双组分复合胶中的至少一种。
16.所述增强纤维网格层是由纤维丝束编织而成。所述纤维选自芳纶纤维、聚酯纤维和尼龙纤维中的至少一种。每股纱线纤度为100d~250d,网格间距为2mm~5mm;优选地,纱线纤度150d~200d、网格间距为2.5mm~3mm。
17.具体地,所述航空用薄膜复合材料包括从上而下依次设置的ectfe薄膜层、镀氧化铝层、粘剂层和增强纤维网格层,所述航空用薄膜复合材料的水汽透过率为0.5g/m2·
24h~2g/m2·
24h,剥离强度为2n/m~6n/m。
18.所述镀氧化铝层厚度为0~100nm,优选为20nm~60nm,更优选为20nm~40nm。所述镀氧化铝层厚度仅为普通铝箔厚度的1/1000,具有优良的耐折性和柔韧性,相比于表面光滑的铝箔,镀氧化铝层更有利于与增强尼龙网格层的复合,通过粘剂层进行复合,能够有效提升航空用薄膜复合材料的剥离强度。
19.所述镀氧化铝层是采用真空镀膜工艺镀在ectfe薄膜层表面,具体包括以下步骤:在高真空状态下,通过高温将氧化铝气化蒸发沉淀到ectfe薄膜表面上,从而得到镀氧化铝ectfe薄膜。
20.上述步骤中,所述氧化铝的纯度为99.9%及以上,气化温度为1100℃~1200℃。
21.再与纳米级别的镀氧化铝复合,水汽阻隔率得到进一步地增强。
22.本发明还提供上述任一所述航空用薄膜复合材料的制备方法,具体步骤如下:
23.先在ectfe薄膜表面涂覆一层粘剂,再通过复合机与增强纤维网格布进行复合,得到薄膜复合材料。
24.根据上述航空用薄膜复合材料的制备方法,优选地,所述复合机的复合辊温度为60℃~110℃,复合时间为3min~10min。
25.当所述航空用薄膜复合材料增加一层镀氧化铝层时,将所述镀氧化铝层镀在ectfe薄膜层表面后,再在镀氧化铝层涂上一层粘剂,通过复合机与增强纤维网格布进行复合,得到航空用薄膜复合材料。
26.本发明所述航空用薄膜复合材料可以用作航空隔音隔热材料包覆膜。
27.与现有技术相比,本发明具有的有益效果为:
28.1、本发明采用的ectfe薄膜具有优异的水汽阻隔性、耐高低温性和机械性能,所制备的航空用薄膜复合材料可以省去阻隔层,且具有更宽的温度适用范围,更好的加工性能、抗压强度、断裂韧性和耐损伤性等。
29.2、本发明所述航空用薄膜复合材料具有质轻、优异的阻隔、阻燃、低烟雾释放、耐冲击、耐老化、耐化学腐蚀等性能。
具体实施方式
30.下面结合具体实施例来对本发明进行进一步说明,但并不将本发明局限于这些具体实施方式。本领域技术人员应该认识到,本发明涵盖了权利要求书范围内所可能包括的
所有备选方案、改进方案和等效方案。
31.实施例1
32.将100份ectfe树脂通过双螺杆挤出机、过滤器、熔体计量泵、模具挤出到流延辊冷却定型,得到25μm厚的ectfe流延薄膜,表面张力为32mn/m。再将ectfe流延薄膜进行电晕处理,制得的ectfe流延薄膜的表面张力为56mn/m。
33.使用复合机将ectfe薄膜的表面涂覆一层10μm的酯溶性双组份聚氨酯,再与增强尼龙网格材料(2#网格层)复合,复合温度为95℃,复合时间为4.0min,最终形成增强型ectfe复合薄膜。
34.实施例2
35.将100份ectfe树脂通过双螺杆挤出机、过滤器、熔体计量泵、模具挤出到流延辊冷却定型,得到10μm厚的ectfe流延薄膜,表面张力为32mn/m。再将ectfe流延薄膜进行电晕处理,制得的ectfe流延薄膜的表面张力为46mn/m。
36.在高真空状态下,通过高温将氧化铝融化蒸发沉淀到移动的ectfe薄膜表面上,得到镀氧化铝ectfe薄膜,镀氧化铝的厚度为50nm。
37.使用复合机将ectfe薄膜镀氧化铝层表面涂敷一层8μm的醇溶性双组份聚氨酯,再与增强尼龙网格材料(3#网格层)复合,复合温度为80℃,复合时间为4.0min,最终形成增强型ectfe复合薄膜。
38.ectfe薄膜镀氧化铝层与增强尼龙网格之间的剥离强度(t剥离)为2.8n/m。
39.实施例3
40.将100份ectfe树脂通过双螺杆挤出机、过滤器、熔体计量泵、模具挤出到流延辊冷却定型,得到20μm厚的ectfe流延薄膜,表面张力为32mn/m。再将ectfe流延薄膜进行电晕处理,制得的ectfe流延薄膜的表面张力为50mn/m。
41.在高真空状态下,通过高温将氧化铝融化蒸发沉淀到移动的ectfe薄膜表面上,从而得到镀氧化铝ectfe薄膜。镀氧化铝的厚度为25nm。
42.使用复合机将ectfe薄膜镀氧化铝层表面涂覆一层12μm的醇溶性双组份聚氨酯,再与增强尼龙网格材料(1#网格层)复合,复合温度为100℃,复合时间为3.0min,最终形成增强型ectfe复合薄膜。
43.ectfe薄膜镀氧化铝层与增强尼龙网格之间的剥离强度(t剥离)为3.5n/m。
44.实施例4
45.将100份ectfe树脂通过双螺杆挤出机、过滤器、熔体计量泵、模具挤出到流延辊冷却定型,得到15μm厚的ectfe流延薄膜,表面张力为32mn/m。再将ectfe流延薄膜进行电晕处理,制得的ectfe流延薄膜的表面张力为52mn/m。
46.在高真空状态下,通过高温将氧化铝融化蒸发沉淀到移动的ectfe薄膜表面上,从而得到镀氧化铝ectfe薄膜。镀氧化铝的厚度为40nm。
47.使用复合机将ectfe薄膜镀氧化铝层表面涂覆一层10μm的酯溶性双组份聚氨酯,再与增强尼龙网格材料(4#网格层)复合,复合温度为90℃,复合时间为5.0min,最终形成增强型ectfe复合薄膜。
48.ectfe薄膜镀氧化铝层与网格布之间的剥离强度(t剥离)为3.4n/m。
49.对比例
50.将100份pvf树脂高速分散在200份γ-丁内酯中,所制得的pvf树脂分散体通过双螺杆挤出机、过滤器、熔体计量泵、流延模具,经过脱挥(脱出γ-丁内酯中),得到20μm厚的pvf流延薄膜,表面张力为36mn/m,进一步将pvf流延薄膜进行电晕处理,得到pvf流延薄膜,表面张力为48mn/m。
51.使用复合机在pvf薄膜表面涂敷一层10μm的醇溶性双组份聚氨酯,再与厚度为10μm的铝箔层以及涂覆有醇溶性双组份聚氨酯的增强尼龙网格材料(3#网格层)复合,复合温度为90℃,复合时间为6.0min,最终形成增强型pvf复合薄膜。pvf薄膜与铝箔之间的剥离强(t剥离)为1.4n/m。
52.对实施例1~4和对比例制得的薄膜复合材料进行性能指标测试评价,具体性能指标测试方法如下:
53.(1)薄膜厚度按照gb/6672-2001测定;
54.(2)镀氧化铝层厚度按照gb/t15717-1995测定;
55.(3)顶破强度按照gb7742-2015测定;
56.(4)水蒸气透过率按照gb/t 1037-1988测定;
57.(5)表面张力按照gb/t 14216-2008测定;
58.(6)剥离强度按照gb/t 2791-1995测定;
59.(7)面密度按照hb 7736.2-2004第2部分测定。
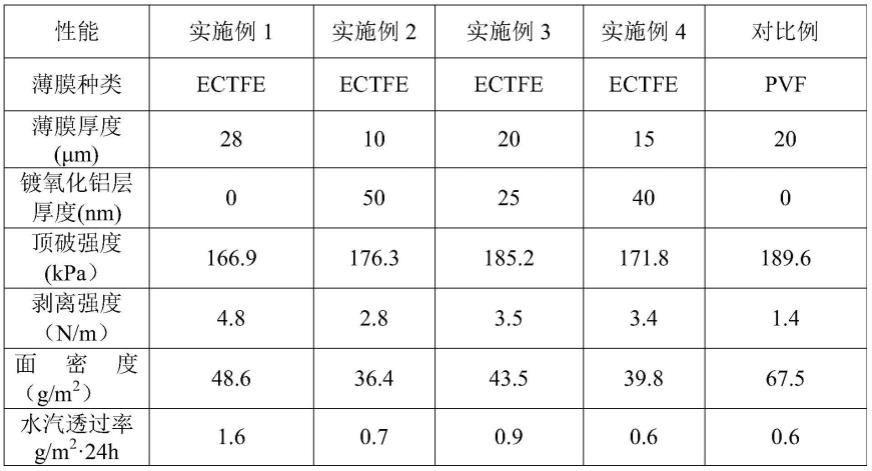
60.表1实施例1~4和对比例制得薄膜复合材料的测试结果表
[0061][0062]
从表1可以看出,对比例选用pvf薄膜作为薄膜复合材料的聚合物膜,阻隔层是厚度为10μm的铝箔,虽然铝箔的使用能有效提升水汽阻隔性,但是会增加复合材料的面密度,导致复合材料的面密度过大,此外,铝箔与pvf薄膜的复合性能也较差,易剥离。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1