一种装配式建筑保温板制造加工方法与流程
1.本发明涉及建筑材料加工领域,具体的说是一种装配式建筑保温板制造加工方法。
背景技术:
2.随着生活质量的提高,人们对建筑的要求越来越多,其中保温是建筑舒适度的衡量标准之一,关于保温式建筑一般需要用到装配式建筑保温板,建筑保温板是将保温隔热板与建筑板材通过粘合剂粘黏在一起,从而在建筑中进行使用。
3.在对建筑保温板进行加工的过程中,由于建筑保温板的结构以及标准质量的限制,导致在实际操作过程中,存在以下问题:
4.(1)传统的装配式建筑保温板制造加工一般采用人工对板材进行涂胶,涂胶的表面质量受工人熟练度的影响,从而以及导致板材之间粘黏不足或胶水量过大,从而溢出,增加了工人后续的处理工序,从而导致加工效率较低,且加工质量不均匀,从而影响建筑的质量。
5.(2)传统的装配式建筑保温板制造加工在对板材之间进行挤压时,难以使板材受力均匀,从而极易导致板材之间粘黏不充分,从而影响建筑的质量。
技术实现要素:
6.为了弥补现有技术的不足,本发明提供了一种装配式建筑保温板制造加工方法。
7.本发明所要解决其技术问题所采用以下技术方案来实现:一种装配式建筑保温板制造加工方法,其使用了一种装配式建筑保温板制造加工设备,该装配式建筑保温板制造加工设备包括工作台、运输装置一、运输装置二、定位装置一、定位装置二与涂胶装置,采用上述装配式建筑保温板制造加工设备对装配式建筑保温板进行制造加工时的具体方法如下:
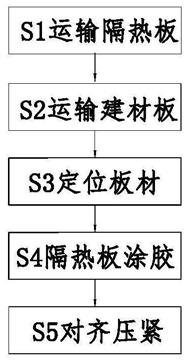
8.s1、运输隔热板:通过运输装置一对隔热板进行运输;
9.s2、运输建材板:在对隔热板进行运输的同时,通过运输装置二对建材板进行运输;
10.s3、定位板材:通过定位装置一对运输至工作台右侧的隔热板进行定位,使其对齐,同时通过定位装置二与定位装置一相配合对建材板进行定位,同时对其进行固定;
11.s4、隔热板涂胶:通过涂胶装置对对齐后的隔热板进行涂胶处理;
12.s5、对齐压紧:通过定位装置二带动建材板向下运动,从而与表面涂胶后的隔热板接触紧贴,待胶水干燥后,将加工完成后的保温板取出;
13.所述工作台上端前后两侧对称固定安装有固定板,工作台左侧固定安装有运输装置一,运输装置一上侧固定安装有运输装置二,工作台右侧固定安装有定位装置一,固定板右侧固定安装有定位装置二,固定板右侧中部固定安装有涂胶装置;
14.所述运输装置一包括电机一、圆板一、小齿板、圆板二、链轮一、齿链带一与推件块
一,工作台左侧前端通过电机左固定安装有电机一,电机一输出轴通过联轴器固定安装有圆板一,圆板一下端面沿周向均匀固定安装有小齿板,工作台前端位于圆板一左侧通过转动轴固定安装有圆板二,圆板二外端面沿周向均匀开设有与小齿板相配合的小齿槽,圆板二后端固定安装有链轮一,工作台上位于电机一右侧通过转动轴固定安装有链轮一,链轮一外端面啮合有齿链带一,齿链带一外端面均匀固定安装有推件块一;通过电机一带动圆板一转动,通过圆板一带动小齿板转动,通过小齿板与圆板二上的小齿槽相配合,从而带动圆板二与链轮一转动,最终带动齿链带一与推件块一运动,从而对隔热板进行间歇式运输。
15.所述定位装置一包括定位板、电机二、圆柱凸轮、滑动块、移动杆、直角板、推件长板、轨道板与定位滑板,工作台右侧上端面固定安装有定位板,工作台右侧前端通过电机座固定安装有电机二,电机二输出轴通过联轴器固定安装有圆柱凸轮,圆柱凸轮后端开设有阶梯式的弧形凹槽,弧形凹槽内开设有截面为十字形的环形凹槽,环形凹槽内以滑动配合的方式连接有滑动块,滑动块后端固定安装有移动杆,工作台前端固定安装有直角板,移动杆后侧与前侧的固定板以及直角板以滑动配合的方式相连接,移动杆后端固定安装有推件长板,工作台上端均匀固定安装有轨道板,推件长板下端面均匀固定安装有定位滑板,定位滑板与轨道板之间以滑动配合的方式相连接;通过定位板对隔热板右侧进行定位,通过电机二带动圆柱凸轮转动,从而带动滑动滑进行水平方向上的运动,通过滑动块带动移动杆进行水平方向上的运动,通过与前侧的固定板以及直角板以以滑动配合的方式相连接的移动杆对其运动轨迹进行限制,通过推件长板对隔热板进行推动,通过轨道板对定位滑板进行定位,从而对推件长板进行定位。
16.所述涂胶装置包括矩形长板、电动伸缩杆、c形板、带式输送机、盛胶盒、涂胶圆板、环形刷板与涂胶平刷,工作台右侧上端固定安装有矩形长板,矩形长板上侧左端固定安装有电动伸缩杆,电动伸缩杆左端固定安装有c形板,c形板左侧内端固定安装有带式输送机,c形板右侧固定安装有盛胶盒,c形板右侧位于盛胶盒上侧通过转动轴固定安装有涂胶圆板,涂胶圆板外端面固定安装有环形刷板,带式输送机上的皮带外端面均匀固定安装有涂胶平刷;通过矩形长板对电动伸缩杆进行固定,通过电动伸缩杆对c形板的水平位移进行限制,从而使c形板上端面对建材板进行支撑,同时通过c形板对带式输送机与盛胶盒以及涂胶圆板进行定位,通过带式输送机对涂胶平刷进行固定,通过涂胶圆板对环形刷板进行固定,通过涂胶圆板与环形刷板相配合将盛胶盒内的胶水粘涂在环形刷板上,从而将胶水涂刷在涂胶平刷上,最终对隔热板表面进行涂胶处理,涂刷带式输送机带动涂胶圆板转动,从而使其顺利将胶水涂刷在涂胶平刷上。
17.作为本发明的一种优选技术方案,所述运输装置二包括链轮二、齿链带二、链轮三、齿链带三与推件块二,左侧的链轮一前端固定安装有链轮二,固定板上位于链轮二上侧通过转动轴固定安装有链轮二,链轮二外端啮合有齿链带二,链轮二后端固定安装有链轮三,固定板上位于链轮三右侧通过转动轴固定安装有链轮三,链轮三外端面啮合有齿链带三,齿链带三外端面均匀固定安装有推件块二;通过链轮二与齿链带二相配合带动链轮三转动,从而带动齿链带三与推件块二运动,对建材板进行间歇式运输,且无需另外增加驱动。
18.作为本发明的一种优选技术方案,所述定位装置二包括支撑板、电动气缸、矩形板一、气泵、主管道、通气管道与吸盘,固定板右侧上端固定安装有支撑板,支撑板中部下端固
定安装有电动气缸,电动气缸下端固定安装有矩形板一,矩形板一中部右侧固定安装有主管道,主管道上端固定安装有气泵,主管道下端沿周向均匀固定安装有通气管道,矩形板一下端均匀固定安装有吸盘,吸盘中部开设有通气孔,吸盘上端与通气管道;通过支撑板对电动气缸进行固定,通过电动气缸控制矩形板一的垂直运动,通过气泵控制主管道与通气管道以及吸盘内的气体量,从而控制吸盘对建材板进行固定以及与建材板之间相分离。
19.作为本发明的一种优选技术方案,所述滑动块包括圆柱块、小圆柱与小滚珠,圆柱凸轮上的环形凹槽内以滑动配合的方式连接有圆柱块,圆柱块内外两端均通过销轴固定安装有小圆柱,圆柱块前端均匀以滑动配合的方式连接有小滚珠;通过圆柱块对小圆柱与小滚珠进行定位,通过小圆柱与小滚珠降低圆柱块与圆柱凸轮之间的摩擦力。
20.作为本发明的一种优选技术方案,所述推件长板包括板体、倒l形板、小推板与橡胶厚板,内端面固定安装有橡胶厚板,移动杆后端固定安装有板体,板体上端固定安装有倒l形板,倒l形板后端固定安装有小推板,板体与小推板后端固定安装有橡胶厚板;通过板体对倒l形板进行固定,通过倒l形板对小推板进行固定,通过板体与小推板对橡胶厚板进行固定,通过板体对隔热板进行推动,通过小推板对建材板进行推动,通过橡胶厚板防止在推动的过程中对隔热板与建材板表面产生刮擦,同时利用弹力使隔热板与建材板均与橡胶厚板完全接触,从而使隔热板与建材板受力平衡。
21.作为本发明的一种优选技术方案,所述轨道板为矩形长条,矩形长条中部开设有矩形长凹槽,矩形长凹槽内通过销轴固定安装有滚动柱;通过矩形长条对滚动柱进行定位,通过矩形长凹槽对定位滑板进行定位,通过滚动柱降低轨道板与定位滑板之间的摩擦力。
22.作为本发明的一种优选技术方案,所述定位滑板左右两端均匀以滑动配合的方式连接有小圆球;通过小圆球进一步降低轨道板与定位滑板之间的摩擦力。
23.作为本发明的一种优选技术方案,所述盛胶盒包括矩形盒体与刮柱,矩形盒体左右两侧内端对称通过转动轴固定安装有刮柱,刮柱外端面沿周向均匀开设有弧形长凹槽;通过矩形盒体对刮柱进行定位,通过刮柱上的弧形长凹槽将涂胶平刷上多余的胶水进行刮除,从而使其表面的胶水厚度均匀。
24.与现有技术相比,本发明具有以下优点:
25.1.本发明提供的一种装配式建筑保温板制造加工方法,通过运输装置一与运输装置二相配合,对隔热板与建材板进行运输,通过定位装置一与定位装置二相配合,使隔热板与建材板进行对齐排布,通过涂胶装置对隔热板表面进行涂胶,最终通过定位装置二对隔热板与建材板进行挤压,整个过程中无需人工进行辅助定位与涂胶,提高的加工效率,同时保证了加工质量的均匀性。
26.2.本发明通过设置的定位装置一,通过橡胶厚板防止在推动的过程中对隔热板与建材板表面产生刮擦,同时利用弹力使隔热板与建材板均与橡胶厚板完全接触,从而使隔热板与建材板受力平衡。
27.3.本发明通过设置的定位装置二,通过支撑板对电动气缸进行固定,通过电动气缸控制矩形板一的垂直运动,通过气泵控制主管道与通气管道以及吸盘内的气体量,从而控制吸盘对建材板进行固定以及与建材板之间相分离。
28.4.本发明通过设置的涂胶装置,通过矩形盒体对刮柱进行定位,通过刮柱上的弧形长凹槽将涂胶平刷上多余的胶水进行刮除,从而使其表面的胶水厚度均匀。
附图说明
29.下面结合附图和实施例对本发明进一步说明。
30.图1是本发明的工作流程示意图;
31.图2是本发明的主视的平面结构示意图;
32.图3是本发明的图2的a
‑
a向的剖视图;
33.图4是本发明的图2的b
‑
b向的剖视图;
34.图5是本发明的图4的n处的局部放大图;
35.图6是本发明的图2的m处的局部放大图;
36.图7是本发明的轨道板与定位滑板的平面结构示意图;
37.图8是本发明的圆板一与圆板二的平面结构示意图。
具体实施方式
38.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合图1至图,对本发明进行进一步阐述。
39.一种装配式建筑保温板制造加工方法,其使用了一种装配式建筑保温板制造加工设备,该装配式建筑保温板制造加工设备包括工作台1、运输装置一2、运输装置二3、定位装置一4、定位装置二5与涂胶装置6,采用上述装配式建筑保温板制造加工设备对装配式建筑保温板进行制造加工时的具体方法如下:
40.s1、运输隔热板:通过运输装置一2对隔热板进行运输;
41.s2、运输建材板:在对隔热板进行运输的同时,通过运输装置二3对建材板进行运输;
42.s3、定位板材:通过定位装置一4对运输至工作台1右侧的隔热板进行定位,使其对齐,同时通过定位装置二5与定位装置一4相配合对建材板进行定位,同时对其进行固定;
43.s4、隔热板涂胶:通过涂胶装置6对对齐后的隔热板进行涂胶处理;
44.s5、对齐压紧:通过定位装置二5带动建材板向下运动,从而与表面涂胶后的隔热板接触紧贴,待胶水干燥后,将加工完成后的保温板取出;
45.所述工作台1上端前后两侧对称固定安装有固定板,工作台1左侧固定安装有运输装置一2,运输装置一2上侧固定安装有运输装置二3,工作台1右侧固定安装有定位装置一4,固定板右侧固定安装有定位装置二5,固定板右侧中部固定安装有涂胶装置6;
46.所述运输装置一2包括电机一21、圆板一22、小齿板23、圆板二24、链轮一25、齿链带一26与推件块一27,工作台1左侧前端通过电机左固定安装有电机一21,电机一21输出轴通过联轴器固定安装有圆板一22,圆板一22下端面沿周向均匀固定安装有小齿板23,工作台1前端位于圆板一22左侧通过转动轴固定安装有圆板二24,圆板二24外端面沿周向均匀开设有与小齿板23相配合的小齿槽,圆板二24后端固定安装有链轮一25,工作台1上位于电机一21右侧通过转动轴固定安装有链轮一25,链轮一25外端面啮合有齿链带一26,齿链带一26外端面均匀固定安装有推件块一27;通过电机一21带动圆板一22转动,通过圆板一22带动小齿板23转动,通过小齿板23与圆板二24上的小齿槽相配合,从而带动圆板二24与链轮一25转动,最终带动齿链带一26与推件块一27运动,从而对隔热板进行间歇式运输。
47.所述定位装置一4包括定位板41、电机二42、圆柱凸轮43、滑动块44、移动杆45、直
角板46、推件长板47、轨道板48与定位滑板49,工作台1右侧上端面固定安装有定位板41,工作台1右侧前端通过电机座固定安装有电机二42,电机二42输出轴通过联轴器固定安装有圆柱凸轮43,圆柱凸轮43后端开设有阶梯式的弧形凹槽,弧形凹槽内开设有截面为十字形的环形凹槽,环形凹槽内以滑动配合的方式连接有滑动块44;所述滑动块44包括圆柱块441、小圆柱442与小滚珠443,圆柱凸轮43上的环形凹槽内以滑动配合的方式连接有圆柱块441,圆柱块441内外两端均通过销轴固定安装有小圆柱442,圆柱块441前端均匀以滑动配合的方式连接有小滚珠443;滑动块44后端固定安装有移动杆45,工作台1前端固定安装有直角板46,移动杆45后侧与前侧的固定板以及直角板46以滑动配合的方式相连接,移动杆45后端固定安装有推件长板47;所述推件长板47包括板体471、倒l形板472、小推板473与橡胶厚板474,内端面固定安装有橡胶厚板474,移动杆45后端固定安装有板体471,板体471上端固定安装有倒l形板472,倒l形板472后端固定安装有小推板473,板体471与小推板473后端固定安装有橡胶厚板474;工作台1上端均匀固定安装有轨道板48;所述轨道板48为矩形长条,矩形长条中部开设有矩形长凹槽,矩形长凹槽内通过销轴固定安装有滚动柱;推件长板47下端面均匀固定安装有定位滑板49,定位滑板49与轨道板48之间以滑动配合的方式相连接;所述定位滑板49左右两端均匀以滑动配合的方式连接有小圆球;通过定位板41对隔热板右侧进行定位,通过电机二42带动圆柱凸轮43转动,从而带动滑动滑进行水平方向上的运动,通过滑动块44带动移动杆45进行水平方向上的运动;通过圆柱块441对小圆柱442与小滚珠443进行定位,通过小圆柱442与小滚珠443降低圆柱块441与圆柱凸轮43之间的摩擦力;通过与前侧的固定板以及直角板46以以滑动配合的方式相连接的移动杆45对其运动轨迹进行限制,通过推件长板47对隔热板进行推动;通过板体471对倒l形板472进行固定,通过倒l形板472对小推板473进行固定,通过板体471与小推板473对橡胶厚板474进行固定,通过板体471对隔热板进行推动,通过小推板473对建材板进行推动,通过橡胶厚板474防止在推动的过程中对隔热板与建材板表面产生刮擦,同时利用弹力使隔热板与建材板均与橡胶厚板474完全接触,从而使隔热板与建材板受力平衡;通过轨道板48对定位滑板49进行定位,从而对推件长板47进行定位;通过矩形长条对滚动柱进行定位,通过矩形长凹槽对定位滑板49进行定位,通过滚动柱降低轨道板48与定位滑板49之间的摩擦力;通过小圆球进一步降低轨道板48与定位滑板49之间的摩擦力。
48.所述涂胶装置6包括矩形长板61、电动伸缩杆62、c形板63、带式输送机64、盛胶盒65、涂胶圆板66、环形刷板67与涂胶平刷68,工作台1右侧上端固定安装有矩形长板61,矩形长板61上侧左端固定安装有电动伸缩杆62,电动伸缩杆62左端固定安装有c形板63,c形板63左侧内端固定安装有带式输送机64,c形板63右侧固定安装有盛胶盒65;所述盛胶盒65包括矩形盒体651与刮柱652,矩形盒体651左右两侧内端对称通过转动轴固定安装有刮柱652,刮柱652外端面沿周向均匀开设有弧形长凹槽;c形板63右侧位于盛胶盒65上侧通过转动轴固定安装有涂胶圆板66,涂胶圆板66外端面固定安装有环形刷板67,带式输送机64上的皮带外端面均匀固定安装有涂胶平刷68;通过矩形长板61对电动伸缩杆62进行固定,通过电动伸缩杆62对c形板63的水平位移进行限制,从而使c形板63上端面对建材板进行支撑,同时通过c形板63对带式输送机64与盛胶盒65以及涂胶圆板66进行定位,通过带式输送机64对涂胶平刷68进行固定;通过矩形盒体651对刮柱652进行定位,通过刮柱652上的弧形长凹槽将涂胶平刷68上多余的胶水进行刮除,从而使其表面的胶水厚度均匀;通过涂胶圆
板66对环形刷板67进行固定,通过涂胶圆板66与环形刷板67相配合将盛胶盒65内的胶水粘涂在环形刷板67上,从而将胶水涂刷在涂胶平刷68上,最终对隔热板表面进行涂胶处理,涂刷带式输送机64带动涂胶圆板66转动,从而使其顺利将胶水涂刷在涂胶平刷68上。
49.所述运输装置二3包括链轮二31、齿链带二32、链轮三33、齿链带三34与推件块二35,左侧的链轮一25前端固定安装有链轮二31,固定板上位于链轮二31上侧通过转动轴固定安装有链轮二31,链轮二31外端啮合有齿链带二32,链轮二31后端固定安装有链轮三33,固定板上位于链轮三33右侧通过转动轴固定安装有链轮三33,链轮三33外端面啮合有齿链带三34,齿链带三34外端面均匀固定安装有推件块二35;通过链轮二31与齿链带二32相配合带动链轮三33转动,从而带动齿链带三34与推件块二35运动,对建材板进行间歇式运输,且无需另外增加驱动。
50.所述定位装置二5包括支撑板51、电动气缸52、矩形板一53、气泵54、主管道55、通气管道56与吸盘57,固定板右侧上端固定安装有支撑板51,支撑板51中部下端固定安装有电动气缸52,电动气缸52下端固定安装有矩形板一53,矩形板一53中部右侧固定安装有主管道55,主管道55上端固定安装有气泵54,主管道55下端沿周向均匀固定安装有通气管道56,矩形板一53下端均匀固定安装有吸盘57,吸盘57中部开设有通气孔,吸盘57上端与通气管道56;通过支撑板51对电动气缸52进行固定,通过电动气缸52控制矩形板一53的垂直运动,通过气泵54控制主管道55与通气管道56以及吸盘57内的气体量,从而控制吸盘57对建材板进行固定以及与建材板之间相分离。
51.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1