接合用薄膜及包括其的透光层叠体的制作方法
1.本实施方式涉及一种接合用薄膜及包括其的透光层叠体等。
2.与关联申请的相互参照
3.本技术要求于2019年7月23日申请的韩国专利申请第10
‑
2019
‑
0088950号的优先权的权益,上述优先权的基础申请全文通过引用包含于本文中。
背景技术:
4.聚乙烯醇缩醛用作接合玻璃(安全玻璃)或透光层叠体的中间层(接合玻璃用薄膜)。接合玻璃主要用于建筑物的窗户、外装材料等和汽车窗户玻璃等,即使接合玻璃损坏,其碎片也不会飞散,并且,即使接合玻璃受到一定强度的打击,也不允许穿透,由于如上特性,接合玻璃可以确保稳定性,以能够使位于其内部的物体或人员受到的损伤或伤害最小。
5.在接合用薄膜的表面上形成有多个微细压纹,以防止中间层之间的粘连,并提高在将玻璃板和中间层重叠时的操作作业性(与玻璃板的滑动性)和在与玻璃板的接合加工时的脱气性。
6.在将形成有压纹的接合用薄膜用于接合时,由于位于薄膜两面上的压纹的影响,在接合玻璃可能会发生干涉条纹或气泡,且降低可见性。并且,当出现眩光时,存在工作性变差的问题。
7.相关现有文献包括韩国公开专利公报第10
‑
2017
‑
0066279号、韩国公开专利公报第10
‑
2017
‑
0069176号等。
技术实现要素:
8.发明要解决的问题
9.本实施方式的目的在于提供改善脱气稳定性、封边性能等的接合用薄膜及包括其的透光层叠体等。
10.用于解决问题的手段
11.为了达到上述目的,根据一实施方式的接合用薄膜包括形成有压纹的表面,形成有压纹的上述表面的sku值为5以下。
12.形成有压纹的上述表面具有sk值、spk值及svk值。
13.在一实施方式中,当将上述sk值、上述spk值及上述svk值的总和视为100%时,上述sk值和spk值之和可以为50%以上。
14.在一实施方式中,形成有压纹的上述表面的sk值可以为5μm至40μm。
15.在一实施方式中,形成有压纹的上述表面的sz值可以为30μm至90μm。
16.在一实施方式中,上述sku值可以小于4。
17.在一实施方式中,形成有压纹的上述表面的spk值可以为2μm至25μm。
18.上述接合用薄膜可以为一层的单层薄膜或两层的层合薄膜。
19.上述接合用薄膜可以含有聚乙烯醇缩醛树脂。
20.形成有压纹的上述表面可以具有0.70以上的转印率。
21.在一实施方式中,在上述接合用薄膜的截面可以具有楔形体形状。
22.为了达到上述目的,根据一实施方式的透光层叠体包括:第一透光层;接合用层合薄膜,位于上述第一透光层的一面上;及第二透光层,位于上述接合用层合薄膜上,上述接合用薄膜具有如上所述的特征。
23.上述接合用薄膜在接合于上述第一透光层或上述第二透光层之前的状态下,具有形成有压纹的表面,形成有压纹的上述表面的sku值为5以下。
24.为了达到上述目的,根据一实施方式的交通工具包括如上所述的透光层叠体。
25.发明的效果
26.本实施方式的接合用薄膜、包括其的透光层叠体等通过控制形成有压纹的表面的特性,可以提供一种在形成透光层叠体时改善了脱气稳定性、封边性能等的接合用薄膜等。
附图说明
27.图1为说明在比较例的接合用薄膜的制备过程中适用的压纹辊的示意图。
28.图2和图3为分别说明一实施例的接合用薄膜的制备过程中适用的压纹辊的表面特性的示意图。
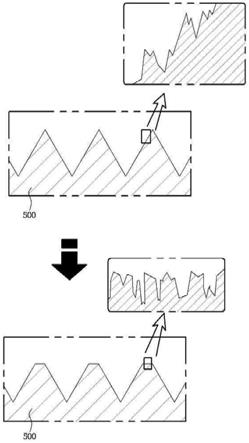
29.图4为说明在一实施例中制备的接合用薄膜的制备过程中形成表面压纹的过程的示意图。
具体实施方式
30.下面,参照附图来对本发明的实施例进行详细说明,以使本发明所属技术领域的普通技术人员能够轻松实现本实施方式。然而,本发明可通过多种不同的方式实现,并不限定于在本说明书中所说明的实施例。纵贯全文,相同的附图标记表示相同的部件。
31.在本说明书中使用的术语“约”或“实质上”涉及的意思中出现固有的制造及物质容许误差时,用于表达其数值或接近其数值的意思,并旨在防止用于理解实施方式所公开的准确的或绝对的数值被任何不合情理的第三方不正当或非法地使用。
32.在本说明书中,作为马库什型描述中包含的术语的“其组合”是指,从由马库什型描述的多个构成要素组成的组中选择的一个以上的混合或组合,从而表示包括从由上述多个构成要素组成的组中选择的一个以上。
33.在本说明书中,“a和/或b”的记载是指“a、b或a和b”。
34.在全体说明书中,除非另有说明,如“第一”、“第二”或“a”、“b”等术语用于将相同的术语彼此区分。并且,只要其代表与上下文迥然不同的含义,单数表示可以包括复数表示。
35.在本说明书中,“~”类可以是指在化合物内包括相当于“~”的化合物或“~”的衍生物。
36.在本说明书中,“b位于a上”是指b以与a直接接触的方式位于a上,或是指b在a与b之间夹着其他层的状态下位于a上,而不限于b以与a的表面直接接触的方式位于a上的意思。
37.在本说明书中,a与b连接的含义是指a和b直接连接或通过其他构成要素连接a和b
之间,除非另有说明,否则解释不限于a和b直接连接。
38.在本说明书中,除非另有说明,单数的表述可解释为包括从上下文解释的单数或复数的含义。
39.在本说明书中,为了说明本发明,附图中的各部件的尺寸可能被放大示出,并且可能会与实际适用的尺寸不同。
40.在本说明书中,通过根据jis k6728的方法测定上述聚乙烯醇缩醛树脂的羟基中所结合的亚乙基量来评估羟基量。
41.对接合用薄膜赋予如预定凹凸图案或熔体破裂等表面压纹特性,以防止在卷曲时表面之间不必要的接合,并在与如玻璃板等的透光体接合时提供脱气性能。然而,仅强调脱气性能时,光学特性可能劣化或封边性能可能不足,而强调封边性能等时,由于产生气泡等问题而导致光学特性反而劣化。
42.本发明的发明人对在形成如接合玻璃等的透光层叠体时不产生气泡等、具有优异的光学特性、封边充分的接合用薄膜的表面压纹进行研究,确认到通过控制形成有压纹的表面的特性,可以满足上述特征,从而提出本实施方式。
43.下面,对本实施方式进行更详细说明。
44.为了达到上述目的,根据本说明书公开的一实施例的接合用薄膜包括形成有压纹的表面,形成有压纹的上述表面的sku值为5以下。
45.sku值为根据iso_25178评价的值,是在规定面积中评价峰度(kurtosis,纵坐标值的四次平均值与sq的四次方的商数(quotient of the mean quartic value of the ordinate values and the fourth power of sq))的指数。上述sku值可以通过下述式1评价。
46.[式1]
[0047][0048]
在上述式1中,上述a为测定对象面积,z(x,y)是指上述测定对象面积内的x和y坐标的高度z值,sq是指均方根高度(root mean square height of the surface)。
[0049]
上述sku值可以取使用三维粗糙度测定仪测定并计算的值。
[0050]
上述三维粗糙度的测定可以通过在共1,000,000μm2以上的面积测定的值的平均值进行评价。具体而言,在使用三维光学轮廓仪或三维激光测定显微镜进行测定时,可以在不同位置分别以340,000μm2以上的面积进行5次以上测定,将除去最高值和最低值取平均值作为三维粗糙度测定值。在使用三维激光测定显微镜的情况下,可以通过使用缝合(stiching)功能拼接相邻位置的图像来测定三维粗糙度,使用这种缝合功能的三维粗糙度的测定也可通过在总共1,000,000μm2以上的面积测定的值的平均进行评价。
[0051]
例如,可以通过使用bruker公司的非接触式三维粗糙度测定仪(三维光学显微镜,3d optical microscopy,型号:contour gt)来以垂直扫描干涉(vertical scanning interferometry,vsi)模式测定三维粗糙度来求出(以下相同)。
[0052]
在上述接合用薄膜中,形成有压纹的上述表面的sku值大于5时,形成有压纹的表
面的高度分布过于尖锐,因此封边性能可能会不足。
[0053]
形成有压纹的上述表面的sku值可以为4以下,或可以为3.5以下。并且,形成有压纹的上述表面的sku值可以为1.5以上。具有上述表面压纹特性的接合用薄膜的表面凹凸的高度分布可以均适当地满足封边性能和脱气性能。
[0054]
形成有压纹的上述表面的sk值可以为5μm至40μm,或可以为10μm至35μm。具有上述sk(芯表面的最高水平和最低水平之间的距离,distance between the highest and lowest level of the core surface)值的表面压纹,即,具有上述表面压纹特性的接合用薄膜的表面凹凸的高度分布中芯部分的分布适于均满足封边性能和脱气性能。
[0055]
上述sk值为根据iso_25178评价的值,可以取使用三维粗糙度测定仪测定并计算的值。具体的三维照度测定方法与如上所述的方法相同。
[0056]
形成有压纹的上述表面的sz值可以为30μm至90μm,或可以为40μm至80μm,或可以为50μm至75μm。具有上述表面压纹特性的接合用薄膜可以使表面凹凸的高度分布具有充分的脱气性能。
[0057]
上述sz(最大高度,maximum height)值是指最大峰(peak)高度值和最大谷(pit)深度值之和,也是指峰和谷的高度差值。上述sz值为根据iso_25178评价的值,可以取使用三维粗糙度测定仪测定并计算的值。具体的三维粗糙度测定方法与如上所述的方法相同。
[0058]
形成有压纹的上述表面的spk值可以为2μm至25μm,或可以为8μm至17μm。上述spk(芯表面上方的突出峰的平均高度(average height of the protruding peaks above the core surface))值是指高于芯区域的峰的平均高度,与上述的sku值一同说明形成有压纹的表面的峰特性。包括具有上述spk值的表面压纹的接合用薄膜更适于同时满足脱气性能和封边性能。
[0059]
上述spk值为根据iso_25178评价的值,可以取使用三维粗糙度测定仪测定并计算的值。具体的三维粗糙度测定方法与如上所述的方法相同。
[0060]
形成有压纹的上述表面的svk值可以为1μm至30μm,或可以为2μm至22μm。具有上述svk(芯表面下方的突出谷的平均高度(average height of the protruding dales below the core surface))值的表面压纹,即,具有上述表面压纹特性的接合用薄膜的表面凹凸的谷(pit)分布中具有比芯部分的高度更低的高度的分布可以适于同时满足封边性能和脱气性能。
[0061]
上述svk值为根据iso_25178评价的值,可以取使用三维粗糙度测定仪测定并计算的值。具体的三维粗糙度测定方法与如上所述的方法相同。
[0062]
当形成有压纹的上述表面的sk值、spk值及svk值具有适当的数值比率时,可以同时具有更优异的脱气性能和封边性能。形成有压纹的上述表面可以通过由下述式2表示的评价指数(vs,%)评价。
[0063]
[式2]
[0064][0065]
在上述式2中,sk(μm)、spk(μm)及svk(μm)值分别如上面所定义。
[0066]
形成有压纹的上述表面的评价指数vs可以为50%以上,或可以为55%以上。并且,
形成有压纹的上述表面的评价指数vs可以为90%以下,或可以为85%以下,或可以为80%以下。当上述va值小于50%时,接合用薄膜的脱气稳定性可能会不足。
[0067]
换句话说,当将sk值、spk值及svk值之总和视为整体100%时,形成有压纹的上述表面的spk值和sk值之和可以为50%以上,或可以为55%以上。当具有上述数值比率时,可以同时具有更优异的脱气性能和封边性能。
[0068]
上述接合用薄膜可以在一面具有上述表面压纹,或上述接合用薄膜可以在一面和另一面即两面都具有上述表面压纹。
[0069]
上述接合用薄膜可以为单层薄膜。
[0070]
上述接合用薄膜可以为多层薄膜。
[0071]
上述接合用薄膜可以为单层薄膜,可以包括聚乙烯醇缩醛树脂,或可以包括聚乙烯醇缩醛树脂和增塑剂。
[0072]
具体而言,在上述接合用薄膜中可以包含60重量%至76重量%的聚乙烯醇缩醛树脂,或可以包含70重量%至76重量%,或可以包含71重量%至74重量%。当以上述范围包干上述聚乙烯醇缩醛树脂时,可以对接合用层合薄膜赋予相对高的拉伸强度和模量。
[0073]
上述聚乙烯醇缩醛树脂的乙酰基含量可以小于2重量%,具体而言,可以为0.01重量%以上且小于1.5重量%。适用于上述第一层10的聚乙烯醇缩醛树脂的羟基含量可以为15重量%以上,或可以为16重量%以上,或可以为19重量%以上。并且,适用于上述第一层的聚乙烯醇缩醛树脂的羟基含量可以为30重量%以下。
[0074]
当将具有上述特性的聚乙烯醇缩醛树脂适用于上述接合用薄膜中时,可以在与如玻璃等基材具有优异的接合力,还可具有适当的耐穿透性等机械特性。
[0075]
上述聚乙烯醇缩醛树脂可以是通过用醛对聚合度为1,600至3,000的聚乙烯醇进行缩醛化而得到的聚乙烯醇缩醛树脂,或可以是通过用醛对聚合度为1,700至2,500的聚乙烯醇进行缩醛化而得到的聚乙烯醇缩醛树脂。当适用上述聚乙烯醇缩醛树脂时,可以充分提高如耐穿透性等机械物理性能。
[0076]
上述聚乙烯醇缩醛树脂可以是通过合成聚乙烯醇和醛而得到的,对上述醛的种类没有特别限制。具体而言,上述醛可以为选自由正丁醛、异丁醛、正戊醛、2
‑
乙基丁醛、正己醛及其共混树脂组成的组中的一种。当使用正丁醛作为上述醛时,所制备的聚乙烯醇缩丁醛树脂具有与玻璃的折射率差小的折射率特性,还具有与玻璃等的接合力优异的特性。
[0077]
在上述接合用薄膜中可以以24重量%至40重量%包含上述增塑剂,或可以以24重量%至30重量%包含,或可以以26重量%至29重量%包含。在以上述范围包含上述增塑剂时,可以对接合用层合薄膜赋予适当的接合力和耐冲击性,因此优选。
[0078]
具体而言,上述增塑剂可以为选自由三乙二醇
‑
二异辛酸酯(3g8)、四甘醇二庚酸酯(4g7)、三乙二醇双2
‑
乙基丁酸酯(3gh)、三乙二醇双2
‑
庚酸酯(3g7)、己二酸二丁氧基乙氧基乙酯(dbea)、丁基卡必醇己二酸酯(dbeea),癸二酸二丁酯(dbs)、己二酸双己基酯(dha)及其组合组成的组中的一种,具体而言,可以包括选自由三乙二醇二
‑2‑
乙基丁酸酯、三乙二醇二
‑2‑
乙基己酸酯、三乙二醇二正庚酸酯及其组合组成的组中的一种,更具体而言,可以适用三乙二醇二异辛酸酯(3g8)。
[0079]
根据需要,上述接合用薄膜还可包含添加剂,例如,上述添加剂可以为选自由抗氧化剂、热稳定剂、uv吸收剂、uv稳定剂、ir吸收剂、玻璃接合力调节剂及其组合组成的组中的
一种。
[0080]
上述抗氧化剂可以是受阻胺(hindered amine)类或受阻酚(hindered phenol)类抗氧化剂。具体而言,在要求150℃以上的工艺温度的聚乙烯醇缩丁醛(pvb)的制造工序中,受阻酚类抗氧化剂是更优选的。作为受阻酚类抗氧化剂,例如,可以使用basf公司的irganox 1076、1010等。
[0081]
考虑到与抗氧化剂的相容性,上述热稳定剂可以是基于亚磷酸酯(phosphite)的热稳定剂。例如,可以使用basf公司的irgafos 168。
[0082]
作为上述uv吸收剂,可以使用chemipro kasei公司的chemisorb 12、chemisorb 79、chemisorb 74、chemisorb 102、basf公司的tinuvin 328、tinuvin 329、tinuvin 326等。作为上述uv稳定剂,可以使用basf公司的tinuvin等。作为上述ir吸收剂,可以使用ito、ato、azo等。作为玻璃接合力调节剂,可以使用mg、k、na等的金属盐、环氧类改性硅(si)油或它们的混合物等,但本发明不限于此。
[0083]
上述接合用薄膜为多层薄膜,可以为两层以上的层叠体,或可以为三层以上的层叠体,或可以为五层以上的层叠体。上述多层薄膜可以包括表层和芯层,上述表层与如玻璃板等透光层叠体直接接触,上述芯层与上述表层区分。上述芯层可以为功能层,例如,可以具有隔音功能层、隔热功能层等功能。
[0084]
上述多层薄膜中至少一层可以包含如上所述的对应于单层薄膜的组成的聚乙烯醇缩醛树脂,或可以包含聚乙烯醇缩醛树脂和增塑剂。关于上述聚乙烯醇缩醛树脂和上述增塑剂的说明与上述说明重复,因此将省略其记载。
[0085]
上述接合用薄膜可以为截面的至少一部分或全部具有楔形体形状且具有平视显示器功能的接合用薄膜。上述接合用薄膜具有截面的一末端和另一末端的厚度不同的楔形体形状,且可以具有双像防止功能。
[0086]
上述接合用薄膜可以通过挤出用于制备接合用薄膜的组合物并通过t型模头等进行成型,以制成片状,所述组合物包含树脂、增塑剂及所需添加剂。在上述接合用薄膜为多层薄膜的情况下,可以在t型模头的前端进一步适用如供料块等的层压装置。
[0087]
制备成片状的上述接合用薄膜可以经过控制厚度和形成压纹等过程来制备成接合用薄膜,但本发明的接合用薄膜的制备方法不限于上述方法。
[0088]
图1为说明比较例的接合用薄膜的制备过程中适用的压纹辊的示意图,图2和图3为分别说明一实施例的接合用薄膜的制备过程中适用的压纹辊的表面特性的示意图,图4为说明一实施例中制备的接合用薄膜的制备过程中形成表面压纹的过程的示意图。下面,参照图1至图4对本实施方式的具有表面压纹的接合用薄膜的制造方法进行说明。
[0089]
单层薄膜或多层薄膜100通过如上所述的方法被制成片材形状后,通过适用压纹辊500形成薄膜的表面压纹,从而制造成接合用薄膜。
[0090]
上述压纹辊500的表面特性通过采用通常用于接合用薄膜的加温加压方法被转印到单层薄膜或多层薄膜的表面上,此时,转印率可以为0.7以上,或可以为0.8以上,或可以为0.99以下。上述转印率以将压纹的表面粗糙度视为1时的相对应的薄膜表面的表面粗糙度进行评价。
[0091]
上述压纹辊500的表面特性以互补的方式被转印到薄膜表面上,因此可以通过控制上述压纹辊的表面特性来控制形成有薄膜压纹的表面的特性。
[0092]
上述压纹辊500可以通过对如图1所示的基本辊(适用于下面的比较例1中)进行喷砂处理等的方法来制备。此时,通过调节在喷砂处理时采用的条件(颗粒尺寸、喷射压力、喷射距离、喷射角度等)来控制表面特性,这以互补的方式反映成薄膜表面的压纹特性。
[0093]
例如,通过适用压纹辊500来形成单层薄膜100或多层薄膜100的表面凹凸,从而可以制备本发明的接合用薄膜,上述压纹辊500通过对具有棱锥状或半球状的凹凸且具有30μm至90μm的rz粗糙度值的基本辊进行1次至7次的喷砂处理来制备,上述喷砂处理通过从20cm至30cm的距离处向上述基本辊以0.3mpa至5mpa的喷射压力以直压式喷射平均外径为3μm至8μm的颗粒,并以70度至110度的喷嘴角喷射来进行。
[0094]
根据本说明书中公开的再一实施例的透光层叠体包括:第一透光层;接合用薄膜,位于上述第一透光层的一面上;及第二透光层,位于上述接合用薄膜上。
[0095]
上述第一透光层和上述第二透光层可以各自独立地为透光玻璃或透光塑料。
[0096]
上述接合用薄膜使用如上所述的接合用薄膜,由于对此的具体说明与上面的说明重复,因此将省略其描述。
[0097]
本说明公开的再一实施例的交通工具包括上面说明的透光层叠体。上述交通工具包括形成上述交通工具的主体的主体部、安装在上述主体部上的驱动部(发动机等)、以可旋转的方式安装在上述主体部上的驱动轮(轮等)、连接上述驱动轮和上述驱动部的连接装置以及安装在上述主体部的局部以阻隔来自外部的风的透光层叠体即挡风玻璃。
[0098]
下面,对本发明的具体实施例进行更详细说明。在以下的实验说明中,对于单位不清楚的“%”记载,不清楚“%”是重量%还是摩尔%的情况下,该单位是指重量%。
[0099]
制造例:辊的加工
[0100]
对常规的具有表面凹凸的辊进行喷砂处理来进行辊表面的加工。
[0101]
如图1所示,将具有棱锥状的凹凸的辊(rz=50μm)表示为roll1。如图3的上部所示,将具有半球状的凹凸的辊(rz=50μm)表示为roll2。
[0102]
通过对与roll1相同的辊进行喷砂处理来制造roll1_a(参照图2的下图)。作为喷砂处理,将平均外径为5μm的颗粒经过150目异物去除过滤器来从20cm至30cm的距离处以0.4mpa的喷射压力以直压式喷射来进行处理。模具表面与喷雾颗粒(或喷嘴)之间的角度为70度至110度。
[0103]
roll1_a是进行1次上述喷砂处理的辊,roll1_b是进行3次上述喷砂处理的辊,roll1_c是进行10次上述喷砂处理的辊。
[0104]
通过对与roll2相同的辊进行喷砂处理来制造roll2_a。
[0105]
如上制造的辊如下述表1所示适用于实施例或比较例中。
[0106]
制备例:薄膜的制备
[0107]
以下实施例和比较例中使用的各成分如下。
[0108]
聚乙烯醇缩丁醛树脂a:加入聚合度为1700且皂化度为99的聚乙烯醇(pva)和n
‑
bal,进行常规合成过程,以获得含有20.3重量%的羟基、78.9重量%的缩丁醛基及0.8重量%的乙酰基的聚乙烯醇缩丁醛树脂。
[0109]
添加剂的制备:将作为抗氧化剂的0.1重量份irganox1010、作为uv吸收剂的0.2重量份tinuvin
‑
328及作为接合力调节剂的0.03重量份的乙酸镁(mg acetate)混合,使得混合物充分分散在转杯中(总计0.33重量份)。
[0110]
实施例1至4:将72.67重量%的聚乙烯醇缩丁醛树脂a、作为增塑剂的27重量%的3g8及0.33重量%的添加剂投入到一个双螺杆挤出机a中并进行挤出,通过t型模头制成薄膜,在卷曲之前,将如下述表1所示分别不同的辊(roll1_a、roll1_b、roll1_c、roll2_a,参见表1)适用于上部和下部来通过单独的压纹处理转印表面图案,将该薄膜以辊样品的形式进行取样,从而分别制备实施例1至4的薄膜。所制备的薄膜的厚度为760μm,宽度为1.0m。
[0111]
比较例1、2:对上部和下部使用未进行微细图案添加加工的图案辊(分别为roll1、roll2,参见下述表1)进行压纹处理之外,其余以与上述实施例1至4相同的方式分别制备比较例1和比较例2的薄膜。
[0112]
评价例:物理性能的评价
[0113]
s
ku
、sk、spk、svk的测定
[0114]
关于粗糙度,通过使用测定装置根据iso_25178分别测定sku值、sk值、spk及svk值。具体而言,通过使用bruker公司的非接触式三维粗糙度测定仪(三维光学显微镜,3d optical microscopy,型号:contour gt)来以垂直扫描干涉(vertical scanning interferometry,vsi)模式测定三维粗糙度,取得上述值。
[0115]
使用2倍目镜和5倍水镜来进行测定。此时,可以对x轴长度为0mm至0.887mm且y轴长度为0mm至0.670mm的面积进行描扫。在同一模式下,随机确定测定区域,重复测定5次,取除了最高值和最低值的三个测定值的平均,得到测定值。
[0116]
真空除气(deairing)稳定性评价:预接合稳定性
[0117]
通过将所制备的实施例和比较例试片(分别为320mm)放在圆形玻璃板之间,使用真空环进行设定,之后,在室温下使用真空泵抽真空,并确认是否保持真空度来制备评价用样品。
[0118]
当将上述评价用样品的温度升温10℃并进行评价时,图案崩溃且真空度变化50mmhg以上时,以x表示;真空度变化40mmhg以上且小于50mmhg时,以
△
表示;真空度变化20mmhg以上且小于40mmhg时,以
○
表示;真空度变化小于20mmhg时,以
◎
表示。从而进行真空除气(deairing)稳定性(预接合稳定性)评价。
[0119]
封边(edge sealing)评价
[0120]
评价用样品的制备:将实施例和比较例的薄膜切割成1000mm宽度和1000mm长度后,将薄膜在20度温度和20rh%湿度下放置2天进行老化。以薄膜的宽度方向中央部为基准,以300mm
×
300mm的尺寸采集试片,同样地在长度方向上切出3个试片。
[0121]
通过将上述试片置于厚度为2.1t(t=mm)的两张平板玻璃之间来对上述试片进行预接合,按实施例和比较例分别制成三张评价用样品。
[0122]
一个上述评价用样品的宽度和长度分别为300mm,1个样品的边缘四边的长度合计为1200mm,分别准备三个样品,对一共12m进行封边评价。
[0123]
如下进行预接合工序:在20℃下使用真空环进行脱气5分钟之后,分别在70℃、85℃、100℃的三个区间的不同温度下保持15分钟。
[0124]
封边程度评价:通过目测评价上述评价用样品,将封边完善且完全看不到图案的情况评价为5分,将封边程度良好且可稍微目测识别到图案的情况评价为4分,将封边程度普通且可目测识别到图案的情况评价为3分,将封边程度差且可目测识别到图案的情况评价为2分,将封边程度差且可目测识别到较强图案的情况评价为1分。
[0125]
当三个样品的总分为15分至12分时,以
◎
表示,当三个样品的总分为12分至9分,以
○
表示,当三个样品的总分为9分至7分,以
△
表示,当三个样品的总分小于7分时,以
×
表示。
[0126]
物理性能评价结果如下述表2所示。
[0127]
表1
[0128][0129]
表2
[0130][0131]
参照上述表1和表2,可以确认,在sku值大于5的比较例1的情况下,真空除气稳定性和封边性能都差,因此不适合用作接合用薄膜的表面压纹。在将sk+spk+svk值视为整体100%时,在sk+spk值的比率小于50%的实施例3中,虽然sku值为5以下,但有真空除气特性稍微差的倾向。可以确认,sku值为3.5以下且在将sk+spk+svk值视为100%时sk+spk值的比率为55%以上的实施例1、实施例2及实施例4的样品是具有最优异的结果的例子。
[0132]
如上所述,虽然对本发明的优选实施例进行了详细说明,但应当理解为,本发明的范围不限于上述实施例,而是使用在权利要求书中定义的本发明的基本概念的本领域技术人员的各种变更或变形均属于本发明的范围。
[0133]
附图标记说明
[0134]
100:接合用薄膜
[0135]
500、500':压纹辊、压纹辊子
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1