一种警用肩章自动化生产设备的制作方法
1.本发明涉及肩章生产领域,具体是涉及一种警用肩章自动化生产设备。
背景技术:
2.肩章形状有梯形、剑形、斜角形、矩形等,依佩带时机通常分为常服肩章、礼服肩章、作训服肩章等。各种肩章样式基本相同,礼服肩章以饰物相衬。肩章的作用,是按肩章的种类、式样、颜色、肩章上的彩色杠和条纹的数量、宽度以及星徽或其他图案的数量、大小,区分军衔等级和勤务的属性。现有肩章、臂章及其生产技术存在以下缺陷:肩章通常包括外部的布料和内部的里衬,为了保证肩章在佩戴使用过程中不易变形松脱,肩章中外部布料和内部里衬要采用胶水粘接在一起,保证肩章挺括,现有技术中一般采用手工将胶水涂覆在内部里衬上,然后再将外部布料粘接贴合在内部里衬外侧,操作效率低;肩章冷定型技术将加热后的肩章置于简易的凹凸模中冷定型后,因为定型所维持的时间较短,存在容易变形的问题,亦无法满足使用需求。
技术实现要素:
3.为解决上述冷定型容易变形、人工粘胶操作效率低的技术问题,提供一种警用肩章自动化生产设备。
4.为达到以上目的,本发明采用的技术方案为:
5.一种警用肩章自动化生产设备,包括:
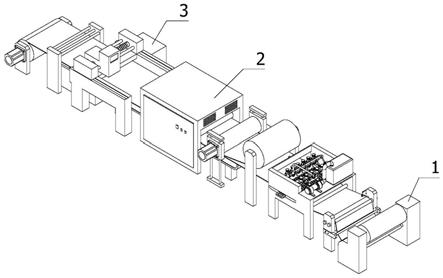
6.布料放卷机构,所述布料放卷机构包括上料组件和收料组件,所述上料组件用于放置里衬布料和外部布料,所述布料放卷机构用于将里衬布料和外部布料通过上料组件分别牵出后呈水平状态由收料组件收卷;
7.定型机构,所述定型机构位于上料组件和收料组件之间,所述定型机构用于对布料进行涂胶,并通过加热定型使得里衬布料和外部布料粘合在一起;
8.裁切机构,所述裁切机构位于定型机构远离上料组件的一侧,所述裁切机构用于将已粘合好的里衬布料和外部布料进行裁切并将裁切好的布料进行收集;
9.所述定型机构包括:
10.涂胶组件,所述涂胶组件位于上料组件的旁侧,所述涂胶组件用于对里衬布料进行涂胶;
11.纠偏组件,所述纠偏组件位于上料组件和涂胶组件之间,所述纠偏组件用于对收料组件收卷过程中的里衬布料的位置进行纠偏,方便涂胶组件精确对里衬布料上的图案进行涂胶;
12.定型组件,所述定型组件位于涂胶组件和收料组件之间,所述定型组件通过加热定型使得外部布料和里衬布料紧密的粘合在一起。
13.优选的,所述上料组件包括织唛机和上料支架,所述织唛机用于制作里衬布料,所述上料支架位于涂胶组件远离织唛机的一侧,所述上料支架用于放置外部布料,所述织唛
机制作出的里衬布料牵出后依次穿过纠偏组件和涂胶组件后,将上料支架上外部布料牵出同时和里衬布料一起穿过定型组件和裁切机构,最后经由收料组件收卷。
14.优选的,所述涂胶组件包括工作台、胶盒、隔膜泵和喷枪,所述工作台位于纠偏组件远离上料组件的一侧,所述工作台远离上料组件的一侧设有一个视觉传感器,所述工作台的内部设有三根呈水平状态放置的辊轴,所述辊轴的上方设有一个模具,所述模具为长方形形状,所述模具上设有与里衬布料图案相互匹配的通孔,模具用于限定涂胶组件的涂胶区域,所述工作台的顶端设有一个呈水平状态放置的安装板,所述胶盒固定连接于安装板上,所述隔膜泵位于胶盒的旁侧,所述安装板的旁侧设有呈水平状态放置的横杆,所述横杆具有至少一个,所述喷枪具有至少一个且均套设于横杆上,所述喷枪的枪头对向辊轴放置,所述胶盒、隔膜泵和喷枪之间通过管道连接。
15.优选的,所述纠偏组件包括纠偏仪和纠偏传感器,所述纠偏仪位于收料组件和涂胶组件之间,所述纠偏传感器固定连接与纠偏仪远离织唛机的一侧的侧壁上,所述纠偏传感器用于对里衬布料在放卷过程中的位置进行检测,所述纠偏仪通过摆动架的移动对于织唛机放料过程中的里衬布料位置进行调整。
16.优选的,所述工作台的侧边设有一个插槽,所述插槽内设有一个与其相互匹配的插架,所述插架与插槽滑动连接,所述插架的宽度方向上的一侧还设有一个拉手,所述插架与模具卡接配合。
17.优选的,所述定型组件包括传送带、底座、导柱、直线驱动器、加热辊、第一旋转驱动器和安装架,所述传送带位于上料支架远离涂胶组件的一侧,所述传送带的传输方向与收料组件的收卷方向一致,所述底座具有两个分别位于传送带长度方向上的两侧且与地面连接,所述直线驱动器呈竖直状态固定连接与其中一个底座上,所述两个底座上均设有呈竖直状态放置的导柱,所述安装架具有两个分别套设于导柱上,所述安装架与导柱滑动连接,所述直线驱动器的输出轴与其中一个安装架的底部固定连接,所述加热辊呈水平状态套设于两个安装架之间且位于传送带的上方,所述第一旋转驱动器呈水平状态固定连接与其中一个安装架的外侧的侧壁上,所述第一旋转驱动器的输出轴贯穿通过安装架与加热辊固定连接。
18.优选的,所述定型组件还包括一个烘箱,所述烘箱呈水平状态横跨于传送带上,所述烘箱的内部设有复压辊,所述复压辊与传送带之间留有供布料穿过的缝隙。
19.优选的,所述裁切机构包括激光切割机和收集组件,所述激光切割机位于定型组件的旁侧且位于传送带的上方,所述收集组件位于传送带传输方向的末端,所述激光切割机通过移动激光头将脉冲激光输出在对已粘合的布料上,从而进行切割,切割出布料所需要的图案,所述收集组件用于将切割下来的布料进行收集。
20.优选的,所述收集组件包括收集箱、收集支架和气管,所述收集箱位于传送带传输方向的末端,所述收集支架横跨于收集箱的上方,所述气管固定连接于收集支架的顶端,所述气管的底部设有气孔,所述气管与外部气源连接。
21.优选的,所述收料组件包括收料架、第二旋转驱动器和旋转轴,所述收料架位于裁切机构远离定型机构的一侧,所述旋转轴套设于收料架的顶端,所述第二旋转驱动器固定连接与收料架的顶端的外侧的侧壁上,所述第二旋转驱动器的输出轴贯穿通过收料架的外侧的侧壁与旋转轴固定连接。
22.本发明与现有技术相比具有的有益效果是:
23.里衬布料和外部布料分别由上料组件牵出后呈水平状态由收料组件收卷,首先通过纠偏组件对收料组件在收卷过程中的里衬布料的位置进行纠偏,方便涂胶组件精确定位对里衬布料上的图案进行涂胶,再通过涂胶组件对于里衬布料进行涂胶,以此同时外部布料牵出也通过收料组件收卷,定型组件通过加热使得外部布料和里衬布料紧密的粘合在一起;最后通过裁切机构将已粘合好的里衬布料和外部布料进行裁切并将裁切好的布料进行收集,通过上述操作采用加热的方法对于肩章进行定型,同时可自动对于布料进行涂胶,从而提高了效率,解决了冷定型容易变形、人工粘胶操作效率低的技术问题。
附图说明
24.图1为本发明的整体的立体示意图;
25.图2为本发明的上料组件立体示意图;
26.图3为本发明的收料组件的立体示意图;
27.图4为本发明的定型机构和裁切机构的立体示意图;
28.图5为本发明的纠偏组件的立体示意图;
29.图6为本发明的裁切机构的立体示意图;
30.图7为本发明的涂胶组件的立体示意图一;
31.图8为本发明的涂胶组件的立体示意图二;
32.图9为本发明的涂胶组件的立体示意图三;
33.图10为本发明的涂胶组件侧面示意图;
34.图11为本发明的收集组件的立体示意图;
35.图12为本发明的定型组件的立体示意图;
36.图13为本发明的定型组件的局部立体示意图;
37.图14为本发明的烘箱的立体示意图;
38.图15为本发明的收集组件的局部立体示意图;
39.图中标号为:
[0040]1‑
布料放卷机构;1a
‑
上料组件;1a1
‑
织唛机;1a2
‑
上料支架;1b
‑
收料组件;1b1
‑
收料架;1b2
‑
第二旋转驱动器;1b3
‑
旋转轴;
[0041]2‑
定型机构;2a
‑
涂胶组件;2a1
‑
工作台;2a2
‑
胶盒;2a3
‑
隔膜泵;2a4
‑
喷枪;2a5
‑
视觉传感器;2a6
‑
辊轴;2a7
‑
安装板;2a8
‑
横杆;2a9
‑
模具;2a10
‑
插槽;2a11
‑
插架;2a12
‑
拉手;2b
‑
纠偏组件;2b1
‑
纠偏仪;2b2
‑
纠偏传感器;2c
‑
定型组件;2c1
‑
传送带;2c2
‑
底座;2c3
‑
导柱;2c4
‑
直线驱动器;2c5
‑
加热辊;2c6
‑
第一旋转驱动器;2c7
‑
安装架;2c8
‑
烘箱;2c9
‑
复压辊;
[0042]3‑
裁切机构;3a
‑
激光切割机;3b
‑
收集组件;3b1
‑
收集箱;3b2
‑
收集支架;3b3
‑
气管;3b4
‑
气孔。
具体实施方式
[0043]
以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
[0044]
为了解决肩章自动化生产的技术问题,如图1和图4所示,提供以下技术方案:
[0045]
一种警用肩章自动化生产设备,包括:
[0046]
布料放卷机构1,所述布料放卷机构1包括上料组件1a和收料组件1b,所述上料组件1a用于放置里衬布料和外部布料,所述布料放卷机构1用于将里衬布料和外部布料通过上料组件1a分别牵出后呈水平状态由收料组件1b收卷;
[0047]
定型机构2,所述定型机构2位于上料组件1a和收料组件1b之间,所述定型机构2用于对布料进行涂胶,并通过加热定型使得里衬布料和外部布料粘合在一起;
[0048]
裁切机构3,所述裁切机构3位于定型机构2远离上料组件1a的一侧,所述裁切机构3用于将已粘合好的里衬布料和外部布料进行裁切并将裁切好的布料进行收集;
[0049]
所述定型机构2包括:
[0050]
涂胶组件2a,所述涂胶组件2a位于上料组件1a的旁侧,所述涂胶组件2a用于对里衬布料进行涂胶;
[0051]
纠偏组件2b,所述纠偏组件2b位于上料组件1a和涂胶组件2a之间,所述纠偏组件2b用于对收料组件1b收卷过程中的里衬布料的位置进行纠偏,方便涂胶组件2a精确对里衬布料上的图案进行涂胶;
[0052]
定型组件2c,所述定型组件2c位于涂胶组件2a和收料组件1b之间,所述定型组件2c通过加热定型使得外部布料和里衬布料紧密的粘合在一起。
[0053]
里衬布料和外部布料分别由上料组件1a牵出后呈水平状态由收料组件1b收卷,首先通过纠偏组件2b对收料组件1b在收卷过程中的里衬布料的位置进行纠偏,方便涂胶组件2a精确定位对里衬布料上的图案进行涂胶,再通过涂胶组件2a对于里衬布料进行涂胶,以此同时外部布料牵出也通过收料组件1b收卷,定型组件2c通过加热使得外部布料和里衬布料紧密的粘合在一起;最后通过裁切机构3将已粘合好的里衬布料和外部布料进行裁切并将裁切好的布料进行收集。
[0054]
为了解决布料上料的技术问题,如图2所示,提供以下技术方案:
[0055]
所述上料组件1a包括织唛机1a1和上料支架1a2,所述织唛机1a1用于制作里衬布料,所述上料支架1a2位于涂胶组件2a远离织唛机1a1的一侧,所述上料支架1a2用于放置外部布料,所述织唛机1a1制作出的里衬布料牵出后依次穿过纠偏组件2b和涂胶组件2a后,将上料支架1a2上外部布料牵出同时和里衬布料一起穿过定型组件2c和裁切机构3,最后经由收料组件1b收卷。
[0056]
通过将织唛机1a1制作的里衬布料直接牵出依次穿过纠偏组件2b和涂胶组件2a后,再将上料支架1a2上放置的外部布料牵出和里衬布料一起穿过定型组件2c使其粘合在一起,最后通过裁切机构3将粘合在一起的布料裁切下来,裁切下来的布料由裁切机构收集,报废的布料经由收料组件1b收卷。
[0057]
为了解决里衬布料涂胶的技术问题,如图7
‑
10所示,提供以下技术方案:
[0058]
所述涂胶组件2a包括工作台2a1、胶盒2a2、隔膜泵2a3和喷枪2a4,所述工作台2a10位于纠偏组件2b远离上料组件1a的一侧,所述工作台2a1远离上料组件1a的一侧设有一个视觉传感器2a5,所述工作台2a1的内部设有三根呈水平状态放置的辊轴2a6,所述辊轴2a6的上方设有一个模具2a9,所述模具2a9为长方形形状,所述模具2a9上设有与里衬布料图案相互匹配的通孔,模具2a9用于限定涂胶组件2a的涂胶区域,所述工作台2a1的顶端设有一
个呈水平状态放置的安装板2a7,所述胶盒2a2固定连接于安装板2a7上,所述隔膜泵2a3位于胶盒2a2的旁侧,所述安装板2a7的旁侧设有呈水平状态放置的横杆2a8,所述横杆2a8具有至少一个,所述喷枪2a4具有至少一个且均套设于横杆2a8上,所述喷枪2a4的枪头对向辊轴2a6放置,所述胶盒2a2、隔膜泵2a3和喷枪2a4之间通过管道连接。
[0059]
首先将布料经过涂胶组件2a穿过靠近上料组件1a一侧的第一根辊轴2a6的下方,再穿过远离上料组件1a一侧的第二根和第三根辊轴2a6的上方,通过收料组件1b的收料,布料通过辊轴2a6时,布料被拉紧且平整的通过涂胶组件2a,当经过涂胶组件2a时,视觉传感器2a5感应到里衬布料上的图案,启动隔膜泵2a3,隔膜泵2a3通过将胶盒2a2里的胶水通过管道抽出至泵内,再通过管道将泵内的胶水输送到喷枪2a4内,喷枪2a4通过枪头对辊轴2a6上的里衬布料喷涂胶水,胶水经过模具2a9上的通孔被喷涂在里衬布料的图案上,从而完成里衬布料的涂胶。
[0060]
为了解决精确里衬布料涂胶的技术问题,如图5所示,提供以下技术方案:
[0061]
所述纠偏组件2b包括纠偏仪2b1和纠偏传感器2b2,所述纠偏仪2b1位于收料组件1b和涂胶组件2a之间,所述纠偏传感器2b2固定连接与纠偏仪2b1远离织唛机1a1的一侧的侧壁上,所述纠偏传感器2b2用于对里衬布料在放卷过程中的位置进行检测,所述纠偏仪2b1通过摆动架的移动对于织唛机1a1放料过程中的里衬布料位置进行调整。
[0062]
布料穿过纠偏传感器2b2和纠偏仪2b1经由收料组件1b收料时,里衬布料在向收料组件1b传输的过程中会出现偏移的可能,通过纠偏传感器2b2用于对里衬布料在输送过程中的位置进行检测,当出现偏移时,通过纠偏仪2b1的摆动架的移动对于织唛机1a1放料过程中的里衬布料位置进行调整,从而当布料经过涂胶组件2a时方便涂胶组件2a对于里衬布料进行定位。
[0063]
为了解决模具2a9的更换的技术问题,如图7
‑
10所示,提供以下技术方案:
[0064]
所述工作台2a1的侧边设有一个插槽2a10,所述插槽2a10内设有一个与其相互匹配的插架2a11,所述插架2a11与插槽2a10滑动连接,所述插架2a11的宽度方向上的一侧还设有一个拉手2a12,所述插架2a11与模具2a9卡接配合。
[0065]
模具2a9通过卡接在插架2a11上,插架2a11通过工作台2a1的插槽2a10与工作台2a1滑动连接,当里衬布料图案更换时,通过拉手2a12将插架2a11水平抽出,将卡接在插架2a11内的模具2a9取出,更换与里衬布料图案所匹配的模具2a9,便于肩章生产过程中的快速换型,同时也方便对模具2a9的更换和清洗。
[0066]
为了解决压紧加热定型的技术问题,如图12
‑
14所示,提供以下技术方案:
[0067]
所述定型组件2c包括传送带2c1、底座2c2、导柱2c3、直线驱动器2c4、加热辊2c5、第一旋转驱动器2c6和安装架2c7,所述传送带2c1位于上料支架1a2远离涂胶组件2a的一侧,所述传送带2c1的传输方向与收料组件1b的收卷方向一致,所述底座2c2具有两个分别位于传送带2c1长度方向上的两侧且与地面连接,所述直线驱动器2c4呈竖直状态固定连接与其中一个底座2c2上,所述两个底座2c2上均设有呈竖直状态放置的导柱2c3,所述安装架2c7具有两个分别套设于导柱2c3上,所述安装架2c7与导柱2c3滑动连接,所述直线驱动器2c4的输出轴与其中一个安装架2c7的底部固定连接,所述加热辊2c5呈水平状态套设于两个安装架2c7之间且位于传送带2c1的上方,所述第一旋转驱动器2c6呈水平状态固定连接与其中一个安装架2c7的外侧的侧壁上,所述第一旋转驱动器2c6的输出轴贯穿通过安装架
2c7与加热辊2c5固定连接。
[0068]
通过将上料支架1a2上的外部布料和已涂胶的里衬布料一起牵出穿过加热辊2c5和传送带2c1之间,收料组件1b对于外部布料和里衬布料同时收料,启动直线驱动器2c4,直线驱动器2c4的输出轴的移动带动了安装架2c7沿着底座2c2上的导柱2c3向传送带2c1表面移动,同时带动了加热辊2c5向传送带2c1表面移动,加热辊2c5首先抵靠至外部布料上,之后带动外部布料向里衬布料的刷胶面移动,直至将外部布料和里衬布料的刷胶面贴合在一起,最后带动贴合在一起的布料抵紧至传送带2c1上,此时直线驱动器2c4停止工作,通过启动第一旋转驱动器2c6,第一旋转驱动器2c6的输出轴的转动带动了与其固定连接的加热辊2c5的转动,便于抵紧在传送带2c1上的布料可以通过,同时通过通电使得加热辊2c5加热,当加热辊2c5抵至传送带2c1上时,通过加热辊2c5的热量对于外部布料和里衬布料进行加热定型。
[0069]
为了解决稳固定型的技术问题,如图12
‑
14所示,提供以下技术方案:
[0070]
所述定型组件2c还包括一个烘箱2c8,所述烘箱2c8呈水平状态横跨于传送带2c1上,所述烘箱2c8的内部设有复压辊2c9,所述复压辊2c9与传送带2c1之间留有供布料穿过的缝隙。
[0071]
当外部布料和里衬布料粘合在一起后穿过烘箱2c8内部的复压辊2c9的下方,烘箱2c8用于对已粘合在一起的布料进行二次加热稳固定型,所述复压辊2c9用于对布料进行二次压紧,使得通过烘箱2c8的布料更加平整,稳固定型。
[0072]
为了解决裁切布料的技术问题,如图6所示,提供以下技术方案:
[0073]
所述裁切机构3包括激光切割机3a和收集组件3b,所述激光切割机3a位于定型组件2c的旁侧且位于传送带2c1的上方,所述收集组件3b位于传送带2c1传输方向的末端,所述激光切割机3a通过移动激光头将脉冲激光输出在对已粘合的布料上,从而进行切割,切割出布料所需要的图案,所述收集组件3b用于将切割下来的布料进行收集。
[0074]
当粘合在一起的布料经过裁切机构3时,激光切割机3a通过脉冲使得激光器放电,从而输出高频率的脉冲激光,通过移动激光头使得脉冲激光对已粘合的布料进行切割,切割出布料所需要的图案。
[0075]
为了解决更换和清理模具的技术问题,如图11和图15所示,提供以下技术方案:
[0076]
所述收集组件3b包括收集箱3b1、收集支架3b2和气管3b3,所述收集箱3b1位于传送带2c1传输方向的末端,所述收集支架3b2横跨于收集箱3b1的上方,所述气管3b3固定连接于收集支架3b2的顶端,所述气管3b3的底部设有气孔3b4,所述气管3b3与外部气源连接。
[0077]
激光切割机3a将布料切割下来之后,通过收集箱3b1对于切割下来的布料进行收集,报废的布料通过收料组件1b进行收料时,会有黏连在报废布料上的肩章,通过启动收集支架3b2顶端的气管3b3,外部气源通过气管3b3将气体通至底部的气孔3b4,气孔3b4对于收集箱3b1上黏连的肩章进行吹气,使得黏连在报废布料上的肩章,通过吹气落料至收集箱3b1内。
[0078]
为了解决布料收卷的技术问题,如图3所示,提供以下技术方案:
[0079]
所述收料组件1b包括收料架1b1、第二旋转驱动器1b2和旋转轴1b3,所述收料架1b1位于裁切机构3远离定型机构2的一侧,所述旋转轴1b3套设于收料架1b1的顶端,所述第二旋转驱动器1b2固定连接与收料架1b1的顶端的外侧的侧壁上,所述第二旋转驱动器1b2
的输出轴贯穿通过收料架1b1的外侧的侧壁与旋转轴1b3固定连接。
[0080]
里衬布料和外部布料通过牵出穿过定型机构2和裁切机构3固定在旋转轴1b3上,通过启动第二旋转驱动器1b2,第二旋转驱动器1b2的输出轴的转动带动了与其固定连接的旋转轴1b3的转动,所述旋转轴1b3的转动带动了里衬布料和外部布料被同时收卷在旋转轴1b3上,通过收卷将裁切后的产生的报废布料一同收卷在旋转轴旋转轴1b3上。
[0081]
本发明的工作原理:
[0082]
第一步,通过将织唛机1a1制作的将里衬布料牵出依次穿过纠偏组件2b和涂胶组件2a后固定在旋转轴1b3上,通过启动第二旋转驱动器1b2,第二旋转驱动器1b2的输出轴的转动带动了与其固定连接的旋转轴1b3的转动,所述旋转轴1b3的转动带动了里衬布料收卷在旋转轴1b3上;
[0083]
第二步,将布料经过涂胶组件2a穿过靠近上料组件1a一侧的第一根辊轴2a6的下方,再穿过远离上料组件1a一侧的第二根和第三根辊轴2a6的上方,通过收料组件1b的收料,布料通过辊轴2a6时,布料被拉紧且平整的通过涂胶组件2a,当经过涂胶组件2a时,视觉传感器2a5感应到里衬布料上的图案,启动隔膜泵2a3,隔膜泵2a3通过将胶盒2a2里的胶水通过管道抽出至泵内,再通过管道将泵内的胶水输送到喷枪2a4内,喷枪2a4通过枪头对辊轴2a6上的里衬布料喷涂胶水,胶水经过模具2a9上的通孔被喷涂在里衬布料的图案上,从而完成里衬布料的涂胶;
[0084]
其中,布料穿过纠偏传感器2b2和纠偏仪2b1经由收料组件1b收料时,里衬布料在向收料组件1b传输的过程中会出现偏移的可能,通过纠偏传感器2b2用于对里衬布料在输送过程中的位置进行检测,当出现偏移时,通过纠偏仪2b1的摆动架的移动对于织唛机1a1放料过程中的里衬布料位置进行调整,从而当布料经过涂胶组件2a时方便涂胶组件2a对于里衬布料进行定位;
[0085]
同时,模具2a9通过卡接在插架2a11上,插架2a11通过工作台2a1的插槽2a10与工作台2a1滑动连接,当里衬布料图案更换时,通过拉手2a12将插架2a11水平抽出,将卡接在插架2a11内的模具2a9取出,更换与里衬布料图案所匹配的模具2a9,便于肩章生产过程中的快速换型,同时也方便对模具2a9的更换和清洗;
[0086]
第三步,通过将上料支架1a2上的外部布料和已涂胶的里衬布料一起牵出穿过加热辊2c5和传送带2c1之间,收料组件1b对于外部布料和里衬布料同时收料,启动直线驱动器2c4,直线驱动器2c4的输出轴的移动带动了安装架2c7沿着底座2c2上的导柱2c3向传送带2c1表面移动,同时带动了加热辊2c5向传送带2c1表面移动,加热辊2c5首先抵靠至外部布料上,之后带动外部布料向里衬布料的刷胶面移动,直至将外部布料和里衬布料的刷胶面贴合在一起,最后带动贴合在一起的布料抵紧至传送带2c1上,此时直线驱动器2c4停止工作,通过启动第一旋转驱动器2c6,第一旋转驱动器2c6的输出轴的转动带动了与其固定连接的加热辊2c5的转动,便于抵紧在传送带2c1上的布料可以通过,同时通过通电使得加热辊2c5加热,当加热辊2c5抵至传送带2c1上时,通过加热辊2c5的热量对于外部布料和里衬布料进行加热定型;
[0087]
第四步,当外部布料和里衬布料粘合在一起后穿过烘箱2c8内部的复压辊2c9的下方,烘箱2c8用于对已粘合在一起的布料进行二次加热稳固定型,所述复压辊2c9用于对布料进行二次压紧,使得通过烘箱2c8的布料更加平整,稳固定型;
[0088]
第五步,当粘合在一起的布料经过裁切机构3时,激光切割机3a通过脉冲使得激光器放电,从而输出高频率的脉冲激光,通过移动激光头使得脉冲激光对已粘合的布料进行切割,切割出布料所需要的图案;
[0089]
最后,激光切割机3a将布料切割下来之后,通过收集箱3b1对于切割下来的布料进行收集,报废的布料通过收料组件1b进行收料时,会有黏连在报废布料上的肩章,通过启动收集支架3b2顶端的气管3b3,外部气源通过气管3b3将气体通至底部的气孔3b4,气孔3b4对于收集箱3b1上黏连的肩章进行吹气,使得黏连在报废布料上的肩章,通过吹气落料至收集箱3b1内,裁切后的报废布料由收料组件1b将报废布料收卷在旋转轴1b3上。
[0090]
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1