一种高阻隔防滑包装膜及其制备方法与流程
1.本发明涉及包装材料技术领域,特别是一种高阻隔防滑包装膜及其制备 方法。
背景技术:
2.随着人们不仅对食品健康和口感品质要求越来越高,而且对与食品中的 原材料的质量、品质和安全要求也越来越高,从而对原材料的中转大包装越 来越严格,这种大包装不仅要保证食品原材料的新鲜度和安全,同时在中转 运输过程承受外界各种破坏力且方便使用。
3.市场上大部分的原材料大包装都是编织袋、单层膜(pe或pp)或者复 合膜,在使用过程中出现原材料不能保质(尤其在恶劣运输环境下,如高湿 条件等)、运输过程包装破损污染原材料、堆垛容易滑落而原材料损坏污染 或严重造成人身安全、在皮带轮上打滑不能正常输送等诸多问题。对于有些 原材料(如巧克力、固体油脂等)在不同环境下必须保证不能受潮或变哈, 所以本专利设计并生产了一种可以解决上述问题的大包装袋,可以承受几十 公斤的内容物。
4.现有大包装的材质结构一般为:12pet/12vmpet/125pe,主要缺点1) 袋与袋表面之间太滑(pet这种刚性材料外表面就是比较滑,静摩擦系数 ≤0.25),码垛过程容易滑落导致无法正常码垛(最少2层以上);2)包装 袋在皮带上打滑不能有效传输;3)包装内容在恶劣运输环境(夏季高湿高 热)导致产品受潮哈变;4)在堆垛过程中受到不平衡外力,袋面容易碰撞 或者戳破破损。
技术实现要素:
5.本发明要解决的技术问题为克服现有技术中的大包装袋表面摩擦系数 过低易滑落、阻隔性能差的不足之处,提供一种高阻隔防滑包装膜及其制备 方法。
6.为了解决本发明的技术问题,所采取的技术方案为,一种高阻隔防滑包 装膜,由依次层列的cpe膜、pet膜、改性vmpet膜、pe膜组成,所述 cpe膜由第一复合层、第一中间层和最外层通过三层共挤成型的方式制得, 所述pet膜分为电晕面和非电晕面,所述改性vmpet膜由在pet膜的一 面反镀金属铝构成的镀铝层制得,所述pe膜由第二复合层、第二中间层和 热封层通过三层共挤成型的方式制得,所述cpe膜第一复合层与pet膜的 非电晕面相连接,所述pet膜的电晕面与改性vmpet膜的镀铝层相连接, 所述改性vmpet膜的非镀铝层与pe膜的第二复合层相连接。
7.作为高阻隔防滑包装膜进一步的改进:
8.优选的,所述cpe膜的厚度为30
±
5μm,pet膜的厚度为12
±
2μm, 改性vmpet膜的厚度为12
±
2μm,pe膜的厚度为95
±
5μm。
9.优选的,所述pet膜由康辉石化生产。
10.优选的,所述cpe膜的第一复合层和第一中间层均由线性茂金属中密 度聚乙烯、第一加工助剂按照(98
‑
102):(0.1
‑
0.3)的质量比组成,所述 cpe膜的最外层由线性茂金属
中密度聚乙烯、低密度聚乙烯、开口剂和第一 加工助剂按照(84
‑
86):(11
‑
13):(2
‑
4):(0.
‑
0.3)的质量比组成;所述线 性茂金属中密度聚乙烯的牌号为陶氏化学5538g;所述第一加工助剂的牌号 为ds
‑
a1058ld,所述低密度聚乙烯的牌号为扬子石化生产2426h,所述开 口剂的牌号为北京亚伦生产ab
‑
20ld。
11.优选的,所述pe膜由第二复合层、第二中间层和热封层通过三层共挤 成型的方式制得,所述第二复合层由茂金属聚乙烯、第一线性聚乙烯和第二 加工助剂按照(24
‑
26):(74
‑
76):(0.1
‑
0.3)的质量比组成;所述第二中间 层由第二线性聚乙烯、茂金属聚乙烯和第二加工助剂按照(32
‑
34):(66
‑
68): (0.1
‑
0.3)的质量比组成;所述热封层由低密度聚乙烯、聚乙烯弹性体、线 性茂金属聚乙烯、开口剂、滑爽剂和第二加工助剂按照(21.5
‑
23.5):(49
‑
51): (22
‑
24):(2.4
‑
2.6):2:(0.1
‑
0.3)的质量比组成;所述茂金属聚乙烯的牌 号为埃克森生产2010ma,所述第一线性聚乙烯的牌号为博禄生产的 fk1820,所述第二加工助剂的牌号为安配色生产100991
‑
k,所述第二线性 聚乙烯的牌号为陶氏化学生产2045.11g,低密度聚乙烯的牌号为扬子石化生 产2420h,所述聚乙烯弹性体的牌号为沙特基础生产的8102l,所述线性茂 金属聚乙烯的牌号为陶氏化学生产5500g,所述开口剂的牌号为北京亚伦生 产ab
‑
20ld,所述滑爽剂的牌号为道康宁生产mbsi
‑
002p。
12.为解决本发明的技术问题,所采取的另一个技术方案为,高阻隔防滑包 装膜的制备方法,包括如下步骤:
13.s1、制备pet印刷膜:在pet膜的电晕面上进行印刷,印刷参数为: 机速250
±
10m/min,放卷张力为110
±
5n,进给张力为130
±
5n,牵引张力为 150
±
5n,收卷张力为80
±
5n,制得pet印刷膜;
14.s2、制备改性vmpet膜:另取一张pet膜,在其中一面进行反镀铝镀 铝层,反镀铝工艺的参数如下:等离子功率为3
±
1kw,alubondx氧气流量 为3.5
±
0.5sccm,放卷辊张力340
±
30kg,收卷辊张力210
±
30kg,制得改性 vmpet膜;
15.s3、制备pe膜:按所述的组分比例称取pe膜的各层物料,并分别加 入到多层共挤流延机中对应的料斗中,通过三层共挤出成型的方式和吹膜工 艺制得pe膜;
16.s4、制备cpe膜:按所述的组分比例称取cpe膜的各层物料,并分别 加入到多层共挤流延机中对应的料斗中,通过三层共挤出成型的方式和流延 工艺制得cpe膜;
17.s5、一复:在pet印刷膜的印刷面上涂胶,涂胶面和改性vmpet膜的 镀铝层进行复合,制得pet/改性vmpet膜;
18.s6、二复:将pet/改性vmpet膜与pe膜进行无溶剂复合,其中vmpet 膜的非镀铝层与pe膜的第二复合层相连接制得pet/改性vmpet/pe膜;
19.s7、三复:将pet/改性vmpet/pe膜中pet的非电晕面进行涂胶,涂 胶面与cpe膜的第一复合层进行无溶剂复合,制得cpe/pet/改性 vmpet/pe结构的高阻隔防滑包装膜;
20.其中,步骤s1、s2、s3、s4的步骤不分先后顺序。
21.作为高阻隔防滑包装膜的制备方法的进一步改进:
22.优选的,所述步骤s1的印刷机为日本12色富士印刷机,步骤s2所用 的镀铝设备为博斯特设备,步骤s3的吹膜机为德国进口的三层共挤的w&h 吹膜机,步骤s4所述的流延机为莱芬三层共挤的流延机。
23.优选的,所述一复的复合参数为:机速120
±
20m/min,一放张力为 0.15
±
0.05mpa,二放张力为0.15
±
0.05mpa,烘道张力为15
±
5kg,收卷张力 为18(18
‑
8)kg,胶水质量配比为主剂:固化剂:乙酯=20:2:20,熟化温度50
ꢀ±
5℃,熟化时间24
‑
32h,胶水粘度18
±
2s,熟化后冷却。
24.优选的,所述二复的复合参数为:机速100
±
20m/min,一放张力为 0.15
±
0.05mpa,二放张力为0.10
±
0.05mpa,烘道张力为15
±
5kg,收卷张力 为17(17
‑
7)kg,胶水质量配比为主剂:固化剂:乙酯=20:4:28,熟化温度50℃
ꢀ±
5℃,熟化时间30
‑
38h,胶水粘度18
±
2s,熟化后冷却。
25.优选的,所述三复的复合参数为:机速180m/min,一放张力为13
±
2kg, 二放张力为3
±
2kg,烘道张力为20
±
2kg,收卷张力为24
±
2kg,熟化温度 45℃
±
5℃,熟化时间36
‑
44h,熟化后冷却。
26.本发明相比现有技术的有益效果在于:
27.本发明包装材料的结构为cpe(耐热)/pet/改性vmpet/pe(低温)。
28.1)包装的材质结构最外层cpe膜选用流延工艺生产,透明度和平整度 都比吹膜的好,袋的外观好,无波纹。三层都选用线性茂金属中密度聚乙烯, 尤其选用陶氏化学牌号5538g的增强型线性茂金属中密度聚乙烯(熔指: 1.3g/10min,密度:0.941g/cm3),一方面5538牌号树脂的熔点130℃、软 化点121℃,在125℃下md/td无收缩,制袋效能高,袋子挺度较好,袋形 稳定;另一方面,5538g牌号树脂的撕裂强度和抗穿刺强度在线性高密度的 聚乙烯树脂中相对比较高,避免了因跌落或撞击导致的破包。30cpe最外层 中加入3%开口剂,可顺畅解卷,防止袋与袋之间黏连。ds
‑
a1058ld为基 体的加工助剂,主要是起到消除熔体强度,降低加工温度和加工压力,提升 产能,消除或减少膜面缺陷。
29.2)pe膜的复合层采用茂金属聚乙烯,尤其选用埃克森牌号2010ma的 茂金属聚乙烯(密度:0.920、熔指:1g/10min),茂金属聚乙烯2010ma: 线性聚乙烯fk1820=1:3,不仅保证较好撕裂强度,而且线性比例提高,保 证复合后剥离强度较好;线性聚乙烯fk1820所起的作用是提高撕裂强度, 电晕后与vmpet膜界剥离强度较好。中间层所用陶氏牌号2045.11g的线 性聚乙烯(密度0.922,mfr 1.0g/10min),主要是提高袋子耐穿刺性能。热 封层采用扬子石化生产牌号2420h的低密度聚乙烯,所起的作用是提升加工 成型性,膜泡稳定;热封层采用沙特基础牌号8102l的聚乙烯弹性体(密度: 0.902,熔指:1.0g/10min,熔点105℃),可以倍数降低热封温度(降低110℃ 封合);加入陶氏牌号5500g线性茂金属聚乙烯,能够加宽热封的窗口和提 高热封强度;滑爽剂使用道康宁牌号mbsi
‑
002p的硅酮助剂,保证无溶剂 复合后包装的内层摩擦系数稳定,内容物装入袋不会出现粘在袋内壁上。
30.3)改性vmpet工艺通过真空蒸镀法,进氧量由原来的3sccm(即 3l/min)改为3.5sccm,选用康辉石化pet基膜进行反镀生产(pet非电 晕面先经过等离子处理,再蒸镀生产),相比现有的vmpet的阻隔性能、 铝层附着力和电晕值衰减周期都有明显的提升,在恶劣高湿高温条件下,包 装的pet/vmpet镀铝层界面不分层,保证包装的完整性,阻隔性能提升, 保证内容物不变质;
31.4)印刷复合工艺的创新
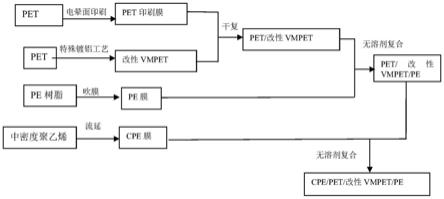
32.这种材质结构设计,印刷膜在第二层,采用反向制版,表印凹版印刷工 艺实现图文看上去还是正面效果,复合方式:一复膜12pet/12改性vmpet, 二复膜12pet/12改性vmpet/95pe,三复采用反复无溶剂复合工艺制得 30cpe/12pet/12改性vmpet/95pe;特殊复
合工艺方式保证了生产操作便 捷可行性,也实现产能大化,消耗最小化。
33.5)材质结构的创新
34.此材质包装,内外结构平衡,袋形平整,外层cpe柔软缓冲耐穿刺跌 落,高静摩擦,堆垛运效果好。中间层pet/vmpet挺度好,袋子支撑性好。
35.外层cpe(流延聚乙烯)膜的静摩擦系数高(us≥0.6),耐热性较高, 强度高;内层pe膜是低温配方,其中茂金属聚乙烯含量高达65%。内外pe 温度差设计,制袋效能大大提升;内外pe配方工艺设计,解决了堆垛滑落 和传输不畅问题,整个大包装撕裂强度和抗穿刺强度高,可耐跌落、撞击破 包。
附图说明
36.图1是本发明高阻隔防滑包装膜的制备工艺流程图;
具体实施方式
37.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例, 对本发明进行进一步详细说明,基于本发明中的实施例,本领域普通技术人 员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保 护的范围。
38.实施例1
39.采用普通镀铝工艺,制备“12pet/12普通vmpet/125pe”结构的膜:
40.s1、制备pet印刷膜:在pet膜的电晕面上进行印刷,印刷参数为: 机速250
±
10m/min,放卷张力为110
±
5n,进给张力为130
±
5n,牵引张力为 150
±
5n,收卷张力为80
±
5n,制得pet印刷膜;
41.s2、制备普通vmpet膜:利用莱宝镀铝机,在pet膜上进行镀铝工艺, 镀铝工艺参数:等离子功率为3kw,alubondx氧气流量为3.5sccm,放卷 辊张力420
±
30kg,收卷辊张力200
±
30kg,制得普通vmpet膜;
42.s3、制备pe膜:按所述的组分比例称取pe膜的各层物料,并分别加 入到多层共挤流延机中对应的料斗中,通过三层共挤出成型的方式和吹膜工 艺制得pe膜;
43.[0044][0045]
s4、制备cpe膜:按所述的组分比例称取cpe膜的各层物料,并分别 加入到多层共挤流延机中对应的料斗中,通过三层共挤出成型的方式和流延 工艺制得cpe膜;
[0046]
s5、一复:在pet印刷膜的印刷面上涂胶,涂胶面和普通vmpet膜的 镀铝层进行复合,复合参数为:机速120
±
20m/min,一放张力为 0.15
±
0.05mpa,二放张力为0.15
±
0.05mpa,烘道张力为15
±
5kg,收卷张力 为18(18
‑
8)kg,曲线60
±
5%,胶水配比为主剂:固化剂:乙酯=20:2:20, 熟化温度50℃
±
5℃,熟化时间24
‑
32h,胶水粘度18
±
2s,熟化后冷却,制 得pet/普通vmpet膜;
[0047]
s6、二复:将pet/普通vmpet膜与95pe膜进行无溶剂复合,复合参 数为:机速100
±
20m/min,一放张力为0.15
±
0.05mpa,二放张力为 0.10
±
0.05mpa,烘道张力为15
±
5kg,收卷张力为17(17
‑
7)kg,曲线80
±
5%, 胶水配比为主剂:固化剂:乙酯=20:4:28,熟化温度50℃
±
5℃,熟化时间 30h+(0
‑
8h),胶水粘度18
±
2s,熟化后冷却,制得12pet/12普通vmpet/125pe 包装膜1;
[0048]
实施例2
[0049]
采用反镀铝工艺,制备“30cpe/12pet/12普通vmpet/95pe”结构的膜:
[0050]
s1、制备pet印刷膜:在pet膜的一面上进行电晕面印刷,印刷参数 为:机速250
±
10m/min,放卷张力为110
±
5n,进给张力为130
±
5n,牵引张 力为150
±
5n,收卷张力为80
±
5n,制得pet印刷膜;
[0051]
s2、制备普通vmpet膜:利用莱宝镀铝机,在pet膜上进行镀铝工艺, 镀铝工艺参数:等离子功率为3kw,alubondx氧气流量为3.5sccm,放卷 辊张力420
±
30kg,收卷辊张力200
±
30kg,制得普通vmpet膜;
[0052]
s3、制备pe膜:按所述的组分比例称取pe膜的各层物料,并分别加 入到多层共挤流延机中对应的料斗中,通过三层共挤出成型的方式和吹膜工 艺制得pe膜;
[0053][0054]
s4、制备cpe膜:按所述的组分比例称取cpe膜的各层物料,并分别 加入到多层共
挤流延机中对应的料斗中,通过三层共挤出成型的方式和流延 工艺制得cpe膜;
[0055][0056]
s5、一复:将pet印刷膜涂胶,然后将涂胶面和普通vmpet膜进行复 合,复合参数为:机速120
±
20m/min,一放张力为0.15
±
0.05mpa,二放张力 为0.15
±
0.05mpa,烘道张力为15
±
5kg,收卷张力为18(18
‑
8)kg,曲线60
±
5%, 胶水配比为20:2:20,熟化温度50℃,熟化时间24h,胶水粘度18
±
2s,熟化 后冷却,制得pet/普通vmpet膜;
[0057]
s6、二复:将pet/普通vmpet膜与95pe膜进行无溶剂复合,复合参 数为:机速100
±
20m/min,一放张力为0.15
±
0.05mpa,二放张力为 0.10
±
0.05mpa,烘道张力为15
±
5kg,收卷张力为18(18
‑
8)kg,曲线60
±
5%, 胶水配比为主剂:固化剂:乙酯=20:2:20,熟化温度50℃
±
5℃,熟化时间 24h+(0
‑
8h),胶水粘度18
±
2s,熟化后冷却,制得pet/普通vmpet膜;
[0058]
s7、三复:将pet/普通vmpet/pe膜中pet的非电晕面进行涂胶,涂 胶面与cpe膜的第一复合层进行无溶剂复合,复合参数为:机速180m/min, 一放张力为13mpa,二放张力为3mpa,烘道张力为20kg,收卷张力为24kg, 熟化温度45℃,熟化时间36h,熟化后冷却,制得制得30cpe/12pet/12普 通vmpet/95pe结构的高阻隔防滑包装膜1。
[0059]
将实施例1中步骤s2制备的普通vmpet膜和实施例2中步骤s2制备 的普通vmpet膜进行性能测试,结果如下表1所示:
[0060]
表1实施例1和2制备的普通vmpet膜性能测试
[0061][0062]
由表1的数据可知,在同样进行镀膜工艺的情况下,相比实施例1的原 料配方,实施例2中对配方进行特别设计,vmpet膜的阻隔性能、铝层附 着力和电晕值衰减周期都有明显的提升,在恶劣高湿高温条件下,包装的 pet/vmpet镀铝层界面不分层,保证包装的完整性,阻隔性能提升,保证 内容物不变质。
[0063]
实施例3
[0064]
采用反镀铝工艺,制备“30cpe/12pet/12改性vmpet/95pe”结构的膜:
[0065]
s1、制备pet印刷膜:在pet膜的一面上进行电晕面印刷,印刷参数 为:机速250
±
10m/min,放卷张力为110
±
5n,进给张力为130
±
5n,牵引张 力为150
±
5n,收卷张力为80
±
5n,制得pet印刷膜;
[0066]
s2、制备改性vmpet膜:利用博斯特镀铝机,在pet膜上进行反镀铝 工艺,镀铝工艺参数:等离子功率为3kw,alubondx氧气流量为3.5sccm, 放卷辊张力340
±
30kg,收卷辊张
力210
±
30kg,制得改性vmpet膜;
[0067]
s3、制备pe膜:按所述的组分比例称取pe膜的各层物料,并分别加 入到多层共挤流延机中对应的料斗中,通过三层共挤出成型的方式和吹膜工 艺制得pe膜;
[0068][0069]
s4、制备cpe膜:按所述的组分比例称取cpe
[0070]
膜的各层物料,并分别加入到多层共挤流延机中对应的料斗中,通过三 层共挤出成型的方式和流延工艺制得cpe膜;
[0071][0072]
s5、一复:将pet印刷膜涂胶,然后将涂胶面和改性vmpet膜进行复 合,复合参数为:机速120
±
20m/min,一放张力为0.15
±
0.05mpa,二放张力 为0.15
±
0.05mpa,烘道张力为15
±
5kg,收卷张力为18(18
‑
8)kg,曲线60
±
5%, 胶水配比为主剂:固化剂:乙酯=20:2:20,熟化温度50℃
±
5℃,熟化时间 24h+(0
‑
8h),胶水粘度18
±
2s,熟化后冷却,制得pet/改性vmpet膜;
[0073]
s6、二复:将pet/改性vmpet膜与95pe膜进行无溶剂复合,复合参 数为:机速100
±
20m/min,一放张力为0.15
±
0.05mpa,二放张力为 0.10
±
0.05mpa,烘道张力为15
±
5kg,收卷张力为17(17
‑
7)kg,曲线80
±
5%, 胶水配比为主剂:固化剂:乙酯=20:4:28,熟化温度50℃
±
5℃,熟化时间 30h+(0
‑
8h),胶水粘度18
±
2s,熟化后冷却,制得pet/改性vmpet/pe膜;
[0074]
s7、三复:将pet/改性vmpet/pe膜中pet的非电晕面进行涂胶,涂 胶面与cpe膜的第一复合层进行无溶剂复合,复合参数为:机速180m/min, 一放张力为13mpa,二放张力为3mpa,烘道张力为20kg,收卷张力为24kg, 熟化温度45℃,熟化时间36h,熟化后冷却,制得30cpe/12pet/12改性 vmpet/95pe结构的高阻隔防滑包装膜2;
[0075]
将实施例1
‑
3制备的成品包装膜分别进行性能测试,堆垛效果、传输效 率、撕裂强度、穿刺强度、阻隔性能、剥离强度、热条件(50℃,80rh%, 12小时,20包样品)下pet/vmpet膜界的分层情况数据对比效果,如下 表2所示:
[0076]
表2实施例1
‑
3制备包装膜的性能测试
[0077][0078]
实施例1中复合膜的组分为常规组分、结构为普通结构,实施例2的结 构与实施例3相同,但vmpet膜由pet膜普通镀铝得到,而实施例3的改 性vmpet膜由pet膜进行反镀铝工艺制得;由表2数据可知,本发明的技 术方案对复合膜的结构和配方进行改进,外层使用cpe材质,增大外摩擦 系数,使得堆垛效果层数和传输效率明显增加;水蒸气透过率(wvtr)、 氧气透过率(otr)都得到了明显降低,使得薄膜的阻隔性能增加;剥离强 度增加,保证袋子不分层,保证袋子内容物不易变质;撕裂强度和穿刺强度 也明显增加,大大解决跌落破包问题。
[0079]
本领域的技术人员应理解,以上所述仅为本发明的若干个具体实施方 式,而不是全部实施例。应当指出,对于本领域的普通技术人员来说,还可 以做出许多变形和改进,所有未超出权利要求所述的变形或改进均应视为本 发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1