一种单晶硅炉坩埚碳纤维预制体的制备方法与流程
1.本发明涉及热场碳/碳复合材料技术领域,尤其涉及一种单晶硅炉坩埚碳纤维预制体的制备方法。
背景技术:
2.针刺成型碳纤维坩埚预制体普遍通过单元层叠加复合针刺成型,每个单元层单独裁剪,再拼接针刺成型,增厚部分则均匀分布在整体层中间。此方法成型的坩埚预制体中存在很多拼接缝,当坩埚越厚,层数越多,拼接缝也越多,以至于总会有重合拼接缝出现,拼接缝越多,也影响坩埚的环向强度。除此之外,增厚层均匀分布在整体层中间,而坩埚的腐蚀破坏一般从內型面开始,这就会导致增厚处的整体层会被过早地破坏,进而影响坩埚寿命。
3.因此,本领域的技术人员致力于开发一种单晶硅炉坩埚碳纤维预制体的制备方法,从而克服上述现有技术中的缺点。
技术实现要素:
4.有鉴于现有技术的上述缺陷,本发明所要解决的技术问题是如何提供一种单晶硅炉坩埚碳纤维预制体的制备方法,使得坩埚单元层的环向纤维连续,没有接缝,可以增强坩埚环向强度,进而延长坩埚的使用寿命。
5.为实现上述目的,本发明提供了一种单晶硅炉坩埚碳纤维预制体的制备方法,包括以下步骤:步骤1、 制作碳纤维单元层布;步骤2、 将所述碳纤维单元层布分别裁剪成预制体增厚层坯布和预制体整体层坯布,所述预制体增厚层坯布的厚度小于所述预制体整体层坯布的厚度;步骤3、 将所述预制体增厚层坯布采用连续铺层方式在预制体模具上铺设针刺成型,形成预制体增厚层;步骤4、 将所述预制体整体层坯布采用连续铺层方式在所述预制体模具上铺设针刺成型,形成预制体整体层。
6.进一步地,所述步骤1包括以下步骤:步骤1.1、 将碳纤维通过机织工艺织成碳布;步骤1.2、 将碳纤维通过无纺非织造工艺制成碳纤维网胎;步骤1.3、 将一层所述碳纤维网胎铺层在一层所述碳布上预针刺,成为所述碳纤维单元层布,收卷。
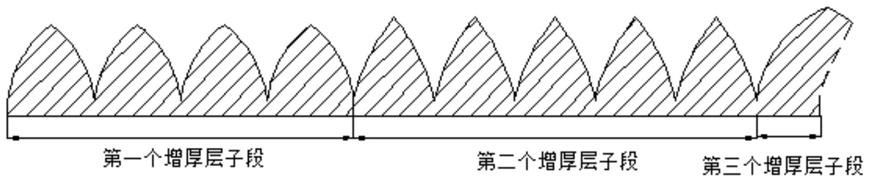
7.进一步地,所述步骤2中的裁剪所述预制体增厚层坯布具体包括以下步骤:以整个预制体增厚层展开长度为一卷,将所述碳纤维单元层布裁出第一铺层形状的坯布,裁好后收卷,所述第一铺层形状包括若干个依次相连的增厚层子段,每个所述增厚层子段包括若干个依次相连的瓣状,每个所述增厚层子段的尺寸逐段增大。
8.进一步地,所述预制体增厚层坯布的经向作为所述碳纤维预制体铺层卷绕的方
向,纬向作为所述碳纤维预制体的轴向。
9.进一步地,单数的所述增厚层子段的底面处分四瓣裁切,双数的所述增厚层子段的底面处分五瓣裁切。
10.进一步地,所述步骤2中的裁剪所述预制体整体层坯布具体包括以下步骤:以整个预制体整体层展开长度为一卷,将所述碳纤维单元层布裁出第二铺层形状的坯布,裁好后收卷,所述第二铺层形状包括若干个依次相连的整体层子段,每个所述整体层子段包括若干个依次相连的瓣状,每个所述整体层子段的尺寸逐段增大,并且大于每个所述增厚层子段的尺寸。
11.进一步地,所述预制体整体层坯布的经向作为所述碳纤维预制体铺层卷绕的方向,纬向作为所述碳纤维预制体的轴向。
12.进一步地,单数的所述整体层子段的底面处分四瓣裁切,双数的所述整体层子段的底面处分五瓣裁切。
13.进一步地,所述步骤3具体包括以下步骤:将所述预制体增厚层坯布的起头铺设在所述预制体模具上,少量针刺固定,旋转所述预制体模具一周,将边缘拼接处修剪整齐,所述预制体增厚层坯布不剪断,完成一个所述增厚层子段的铺设,然后进行针刺,针刺结束后缠绕轴向纤维固定,随后旋转所述预制体模具连续铺层、针刺、缠绕轴向纤维固定,直至所述预制体增厚层尺寸达到要求。
14.进一步地,所述步骤4具体包括以下步骤:将所述预制体整体层坯布的起头铺设在所述预制体模具上,少量针刺固定,旋转所述预制体模具一周,将底部拼接处修剪整齐,所述预制体整体层坯布不剪断,完成一个所述整体层子段的铺设,然后进行针刺,针刺结束后缠绕轴向纤维固定,随后旋转所述预制体模具连续铺层、针刺、缠绕轴向纤维固定,直至所述预制体整体层尺寸达到要求。
15.本发明的优点在于:坩埚单元层的环向纤维连续,没有接缝,可以增强坩埚环向强度。坩埚使用过程中最先腐蚀对坩埚整体强度影响最小的增厚层部分,可以延长坩埚的使用寿命。
16.以下将结合附图对本发明的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本发明的目的、特征和效果。
附图说明
17.图1是本发明的一个较佳实施例的裁剪成的预制体增厚层坯布形状示意图;图2是本发明的一个较佳实施例的裁剪成的预制体整体层坯布形状示意图;图3是本发明的一个较佳实施例的制备的坩埚的部分剖面视图;图4是本发明的一个较佳实施例的制备的坩埚预制体中的纤维走向示意图。
18.其中,1
‑
增厚层,2
‑
整体层。
19.具体实施方式
20.以下参考说明书附图介绍本发明的优选实施例,使其技术内容更加清楚和便于理解。本发明可以通过许多不同形式的实施例来得以体现,本发明的保护范围并非仅限于文
中提到的实施例。
21.在附图中,结构相同的部件以相同数字标号表示,各处结构或功能相似的组件以相似数字标号表示。附图所示的每一组件的尺寸和厚度是任意示出的,本发明并没有限定每个组件的尺寸和厚度。为了使图示更清晰,附图中有些地方适当夸大了部件的厚度。
22.本实施例提供了一种单晶硅炉坩埚碳纤维预制体的制备方法,包括以下步骤:1、织布:将碳纤维通过机织工艺织成碳布;2、成网:将碳纤维通过无纺非织造工艺制成碳纤维网胎;3、预针刺:将一层碳纤维网胎铺层在一层碳布上预针刺,成为单元层布,收卷;4、裁剪:以整个预制体增厚层展开长度为一卷,将单元层布在裁床上裁出铺层形状的坯布,如图1所示,其中经向作为预制体铺层卷绕的方向,纬向作为预制体轴向,单数的增厚层子段的底面处分四瓣裁切,双数的增厚层子段的底面处分五瓣裁切,每个增厚层子段的尺寸逐段增大,裁好后收卷。
23.以整个预制体整体层展开长度为一卷,将单元层布在裁床上裁出铺层形状的坯布,如图2所示,其中经向作为预制体铺层卷绕的方向,纬向作为预制体轴向,单数的整体层子段的底面处分四瓣裁切,双数的整体层子段的底面处分五瓣裁切,每个整体层子段的尺寸逐层增大,裁好后收卷。
24.预制体增厚层坯布的厚度小于所述预制体整体层坯布的厚度。
25.5、增厚层铺层针刺:将增厚层坯布的起头铺设在预制体模具上,少量针刺固定,旋转预制体模具一周,将一个增厚层铺设完成,边缘拼接处修剪整齐,增厚层坯布不剪断。将增厚层部分针刺完成,针刺结束后缠绕轴向纤维固定,缠绕时分16个固定点,沿着180
°
方向缠绕,每缠绕一圈后就顺时针偏转一个固定点,直至16个固定点全部缠绕了纤维即可。按此不断铺层,不断针刺,不断缠绕轴向纤维固定,直至预制体增厚层的尺寸达到要求。
26.6、整体层铺层针刺:将整体层坯布的起头铺设在预制体模具上,少量针刺固定,旋转预制体模具一周,将一个整体层铺设完成,底部拼接处修剪整齐,整体层坯布不剪断,然后进行针刺,针刺结束后缠绕轴向纤维固定,缠绕时分16个固定点,沿着180
°
方向缠绕,每缠绕一圈后就顺时针偏转一个固定点,直至16个固定点全部缠绕了纤维即可,按此不断旋转缠绕,不断针刺,不断缠绕轴向纤维固定,直至预制体整体层的尺寸达到要求。
27.本实施例中,具体参数选择如下:1、碳纤维参数:≥12k;2、碳布参数:经向纱线2~4根/cm,纬向纱线1~3根/cm;3、碳纤维网胎参数:40~100 g/m2;4、工艺参数:预针刺深度5~15 mm,预针刺密度2~10针/cm2,针刺深度8~20 mm,针刺密度20~40针/cm2,单元层密度5~15层/cm。
28.本实施例方法制备的单晶硅炉坩埚碳纤维预制体,坩埚单元层的环向纤维连续,没有接缝,可以增强坩埚的环向强度。坩埚使用过程中最先腐蚀对坩埚整体强度影响最小的增厚层部分,可以延长坩埚的使用寿命。图3为坩埚的部分剖面视图,如图所示,增厚层1在坩埚埚底的最内型面处,整体层2处于外层,形成了成一体的坩埚埚底和埚帮,制备时采用内模,先制备增厚层1,然后制备整体层2。图4为坩埚预制体中纤维走向示意图,纤维沿轴向方向排布,其中,增厚层1在内层,整体层2在外层。
29.以上详细描述了本发明的较佳具体实施例。应当理解,本领域的普通技术无需创造性劳动就可以根据本发明的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本发明的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1