一种高阻隔热塑性单向预浸带及其制备方法和设备与流程
1.本发明涉及热塑性复合材料技术领域,特别涉及一种高效率高阻隔连续纤维增强热塑性单向预浸带及其制备方法和设备。
背景技术:
2.连续纤维增强复合材料有热固性和热塑性两种;两者都具有强度高、刚性好及耐腐蚀、耐疲劳、免喷涂、易清洗等共同优点。但与热固性材料相比,热塑性材料还具有:韧性好、抗冲击、易修补、可回收再生利用等显著特征。连续纤维增强热塑性预浸带是指以热塑性塑料熔融浸渍连续纤维,复合而成的连续纤维增强热塑性单向带材,涉及的热塑性树脂包括pp、pa、pet、pc、pps、pei和peek等,纤维涉及玻璃纤维、碳纤维、芳纶纤维等,产品可长期保存,在高温、高湿度下能保持良好的力学性能,成型方法多,生产效率高,近年来需求量迅猛增长。
3.中国发明专利cn201610806836.x公布了一种连续纤维增强热塑性预浸带的制备工艺,其先是对单向连续的增强纤维进行开纤处理,然后进行预加热;接着采用熔融纺丝法将热塑性树脂挤出成半熔融态的丝条,并垂直落至预处理后的增强纤维表面;通过粘结辊作用使丝条平行均匀排列在增强纤维间,后经热压浸润使热塑性树脂充分浸润增强纤维,最后冷压定型收卷,得到连续纤维增强热塑性预浸带,但未提及阻隔性能。
4.中国发明专利cn202010662080.2一种单向连续纤维增强热塑复合材料的制备方法和设备,其通过采用开放式的热熔树脂与纤维热熔融合的涂抹工艺设计,将挤出机塑化熔融的树脂经过设定的模头输送至所述的热熔树脂涂抹引导辊,并在热熔树脂涂抹引导辊的辊面形成一层厚度均匀的热熔树脂膜层;热熔树脂涂抹引导辊通过设定的旋转运动将热熔树脂沿引导辊辊面连续、均匀地涂抹在一排连续运行,均匀展开的纤维体上,一排已涂抹了热熔树脂的均匀展开的纤维连续经过多级串联、平行交互、开放式的连续纤维与热熔树脂辊压浸渍涂抹装置,完成热熔树脂与纤维的有效融合,热熔树脂与纤维有效融合的复合体在主牵引的驱动力作用下,连续通过冷却、定型装置,收卷成单向连续纤维增强树复合材料,制备方法复杂品字形对压结构使用过程中易断纱积料且没有提及阻隔性能。
5.中国发明专利cn202110095987.x一种高效率高阻隔热塑性复合材料板,其通过热压复合的隔离层、功能表面层、缓冲层、增强层、阻隔层和介质层,其中,所述隔离层为全透明或半透明bopet膜,下表面与功能表面层的上表面贴合;所述阻隔层为铝塑复合膜,增强层为多层连续纤维增强热塑性复合材料预浸片组成,所述连续纤维增强热塑性复合材料预浸片由增强纤维经过熔融的基体树脂充分浸渍加工而成。但其为层压复合板材并未提及阻隔连续纤维增强预浸带。
6.本发明使用淋膜预浸工艺制备连续纤维增强热塑性预浸带并将多层热塑复合阻隔膜,通过在线加热复合方式实现多层热塑复合膜与连续纤维增强热塑性单向预浸带热熔贴合,既保持了连续纤维的单向状态,维持单向带较高的拉伸强度,又赋予单向预浸带良好的阻隔性能,所制备的单向预浸带也可以通过层层热熔复合制备相关阻隔板材。
技术实现要素:
7.本发明所采取的技术方案如下:
8.高效率高阻隔连续纤维增强热塑性单向预浸带为三层结构,上下层结构为多层热塑复合阻隔膜,中间层为连续纤维增强热塑性单向预浸带,该材料由以下结构复合制备而成:
9.1、多层热塑复合阻隔膜,为多层共挤膜,其基础树脂一般是hdpe、pp等树脂,阻隔树脂主要是pa、evoh、pvdc等。多层热塑复合阻隔膜一般来说按ab两层、abc、aba三层或abcba五层及abcdcba七层结构的对称设计,其阻隔性及复合强度好。
10.2、连续纤维增强热塑性单向预浸带,纤维涉及玻璃纤维、碳纤维、芳纶纤维等,热塑性树脂包括pp、pa、pet、pc、pps、pei和peek等,常用为hdpe、pp树脂。
11.材料名称:聚丙烯
‑
pp、尼龙
‑
pa、涤纶树脂
‑
pet、聚碳酸酯
‑
pc、聚苯硫醚
‑
pps、聚醚酰亚胺
‑
pei、聚醚醚酮
‑
peek、聚偏二氯乙烯
‑
pvdc、乙烯
‑
乙烯醇共聚物
‑
evoh、高密度聚乙烯
‑
hdpe。
12.利用上述材料制备高效率高阻隔连续纤维增强热塑性单向预浸带的方法步骤为:
13.s1:在放纱装置上装载连续纤维,将多束连续纤维拉入定尺梳纱装置进行梳纱;
14.s2:梳纱后的连续纤维通入烘烤装置烘烤,而后连续纤维依次通入恒温展纱装置展纱,拔纱震纱装置循环拔纱、高频震纱直至到达托纱辊时呈无缝状态;
15.s3:浸润辊转动将熔融状态的树脂均匀涂抹至连续纤维上,再经多级品字形浸润涂抹辊辊压浸渍,后经热对压辊热压浸润,得到连续纤维增强热塑性单向预浸带;
16.s4:在牵引装置的驱动下,上下两侧薄膜放卷架中的多层热塑复合阻隔膜与中间层的连续纤维热塑性单向预浸带经热熔贴合、冷却定型后,收卷得到高阻隔连续纤维热塑性单向预浸带。
17.用于制备以上所述的一种高效率高阻隔连续纤维增强热塑性单向预浸带及其制备方法,包括如下装置:
18.1、放纱装置,包含纱架,纺纱轴可调张力。
19.2、定尺梳纱装置,排纱定位将纱排列均匀不缠结。
20.3、烘烤装置,高温烘纱将玻璃纤维表面易挥发物,烘烤挥发。
21.4、展纱装置,展纱辊为加热镀瓷辊,通过品字形垂直包辊提高纱的横向展纱性,所用的辊镜面辊、陶瓷辊或镀瓷辊,具备加热功能。
22.5、拨纱震纱装置,通过左右循环拨纱,上下高频振动将纱震动均匀。
23.6、托纱辊,辊为加热镀瓷辊,保证纱均匀通过,所用的辊镜面辊、陶瓷辊或镀瓷辊,也具备加热功能。
24.7、挤出机淋膜模头,将树脂料均匀挤出。
25.8、浸润辊将挤出树脂均匀涂抹到玻璃纤维(连续纤维)上。
26.9、品字形浸润涂抹装置将树脂在玻璃纤维表面上下涂抹,调节淋胶量,多级品字热辊涂抹浸润,保证连续纤维的预浸,品字形浸润辊不可对压否则玻璃纤维容易断裂,其中品字形浸润涂抹装置内包括若干级品字形浸润辊。
27.10、热对压装置,单级或多级热对压辊热压浸润,调整带材表面淋胶均匀性,将上下树脂压入玻璃纤维内部,防止带材干纱,横向开裂,其中热对压装置包括若干级热对压
辊。
28.11、薄膜放卷装置,至少两台薄膜放卷架,用于分别装载上下多层热塑复合阻隔膜,设置放卷张力,当预浸带温度达到热塑树脂熔融温度时放下阻隔膜,热熔贴合。
29.12、压合冷却装置,多层热塑复合阻隔膜与单向带贴合,经过压辊压合定型,通过逐级降温定型保状产品表面平整光滑,其中压合冷却装置包括若干级压合冷却对辊。
30.13、牵引装置,保证纱单向拉紧。
31.14、收卷装置:调节收卷收紧收齐,即得一种高效率高阻隔连续纤维增强热塑性单向预浸带。
32.与现有技术相比,本发明具有如下优点与技术效果:
33.本发明的一种高效率高阻隔连续纤维增强热塑性单向预浸带,通过采用品字形涂抹及热对压辊浸润过程将树脂均匀浸润玻璃纤维制备连续纤维增强热塑性单向预浸带,同时在线将多层热塑复合阻隔膜与预浸带经过热熔复合成为一体,并利用冷辊持续压合作用,防止多层复合阻隔膜与单向带分层,这种材料生产速度快不仅具有良好的拉伸强度,而且阻隔性也比较优异。
附图说明
34.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
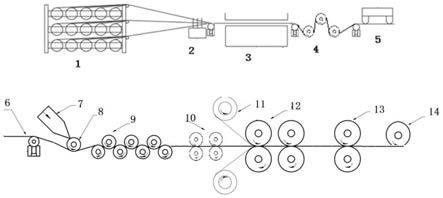
35.图1为本发明某一具体实施例制备高效率高阻隔连续纤维增强热塑性单向预浸带的设备示意图。
36.图2为本发明某一具体实施例的品字形浸润辊示意图。
37.图3为本发明的结构示意图。
38.图4为本发明某一具体实施例制备高效率高阻隔连续纤维增强热塑性单向预浸带的方法步骤图。
39.图中编号:1放纱装置,2定尺梳纱装置,3烘烤装置,4展纱装置,5拨纱震纱装置,6托纱辊,7挤出机淋膜模头,8浸润辊,9品字形浸润涂抹装置,10热对压装置,11薄膜放卷装置,12压合冷却装置,13牵引装置,14收卷装置。
具体实施方式
40.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
41.实施例1
42.如图1所示,将62卷连续纤维装载在放纱装置1上,然后将每根纤维拉到定尺梳纱装置2,形成一排连续纤维,然后经过380℃烘烤装置3,将纤维表面用于粘连纤维束的部分浸润剂烘烤掉,利于进一步的展纱,连续纤维从烤箱出来后进入恒温展纱装置4、拨纱震纱
装置5,通过左右循环拨纱,上下高频振动将纱震动均匀,到托纱辊6时连续纤维已经展开到无肉眼可见缝隙状态准备与树脂的浸润过程,热塑性树脂通过挤出熔融树脂的模头挤出后,形成薄膜状的一层胶膜淋在品字形浸润辊8,辊温260℃保持树脂熔融状态,连续纤维经过品字形浸润辊8并与之接触且有一定包角,纤维与品字形浸润辊8上的树脂结合在一起,然后经过四组品字形浸润涂抹装置9,多级平行交互串联的品字形浸润辊辊温260℃,将连续纤维与热熔树脂辊压浸渍得到连续纤维与树脂熔融态产品,再经过单组热对压辊热压浸润,调整对压辊间隙控制带材表面淋胶均匀性,将上下树脂压入玻纤内部,防止带材干纱,横向开裂。打开上下薄膜放卷装置11放入薄膜,然后经过压合冷却装置12压合并逐级降温定型,牵引装置13调速20m/min不断向前输送,收卷装置14得到最终的高阻隔单向连续纤维增强热塑性预浸带卷材产品。
43.在本实施例中,连续纤维采用巨石集团的牌号为362cyf的2400tex的无捻连续纤维,树脂的主料选择聚丙烯材料(pp),熔指50~110g/10min,并加入主料聚丙烯10%量的相容剂,其作用是增加聚丙烯(pp)和玻璃纤维的结合强度,其主要成分为接枝马来酸酐,另外加入了0.3%的抗氧化剂,多层热塑复合阻隔膜结构为pp/evoh/pp。
44.实施例2
45.如图1所示,将62卷连续纤维装载在放纱装置1上,然后将每根纤维拉到定尺梳纱装置2,形成一排连续纤维,然后经过400℃烘烤装置3,将纤维表面用于粘连纤维束的部分浸润剂烘烤掉,利于进一步的展纱,连续纤维从烤箱出来后进入恒温展纱装置4、拨纱震纱装置5,通过左右循环拨纱,上下高频振动将纱震动均匀,到托纱辊6时连续纤维已经展开到无肉眼可见缝隙状态准备与树脂的浸润过程,热塑性树脂通过挤出熔融树脂的模头挤出后,形成薄膜状的一层胶膜淋在品字形浸润辊8,辊温260℃保持树脂熔融状态,连续纤维经过品字形浸润辊8并与之接触且有一定包角,纤维与品字形浸润辊8上的树脂结合在一起,然后经过六组品字形浸润涂抹装置9,多级平行交互串联的品字形浸润辊辊温260℃,将连续纤维与热熔树脂辊压浸渍得到连续纤维与树脂熔融态产品,再经过两组热对压辊热压浸润,调整对压辊间隙控制带材表面淋胶均匀性,将上下树脂压入玻纤内部,防止带材干纱,横向开裂。打开上下薄膜放卷装置11放入薄膜,然后经过压合冷却装置12压合并逐级降温定型,牵引装置13调速25m/min不断向前输送,收卷装置14得到最终的高阻隔单向连续纤维增强热塑性预浸带卷材产品。
46.在本实施例中,连续纤维采用巨石集团的牌号为362cyf的2400tex的无捻连续纤维,树脂的主料选择高密度聚乙烯材料(hdpe),熔指30~100g/10min,并加入主料高密度聚乙烯材料10%量的相容剂,其作用是增加高密度聚乙烯材料和玻璃纤维的结合强度,其主要成分为接枝马来酸酐,另外加入了0.3%的抗氧化剂,多层热塑复合阻隔膜结构为hdpe/evoh/hdpe。
47.实施例3
48.如图1所示,将62卷连续纤维装载在放纱装置1上,然后将每根纤维拉到定尺梳纱装置2,形成一排连续纤维,然后经过400℃烘烤装置3,将纤维表面用于粘连纤维束的部分浸润剂烘烤掉,利于进一步的展纱,连续纤维从烤箱出来后进入恒温展纱装置4、拨纱震纱装置5,通过左右循环拨纱,上下高频振动将纱震动均匀,到托纱辊6时连续纤维已经展开到无肉眼可见缝隙状态准备与树脂的浸润过程,热塑性树脂通过挤出熔融树脂的模头挤出
后,形成薄膜状的一层胶膜淋在品字形浸润辊8,辊温260℃保持树脂熔融状态,连续纤维经过品字形浸润辊8并与之接触且有一定包角,纤维与品字形浸润辊8上的树脂结合在一起,然后经过8组品字形浸润涂抹装置9,多级平行交互串联的品字形浸润辊辊温260℃,将连续纤维与热熔树脂辊压浸渍得到连续纤维与树脂熔融态产品,再经过三组热对压辊热压浸润,调整对压辊间隙控制带材表面淋胶均匀性,将上下树脂压入玻纤内部,防止带材干纱,横向开裂。打开上下薄膜放卷装置11放入薄膜,然后经过压合冷却装置12压合并逐级降温定型,牵引装置13调速35m/min不断向前输送,收卷装置14得到最终的高阻隔单向连续纤维增强热塑性预浸带卷材产品。
49.在本实施例中,连续纤维采用巨石集团的牌号为362cyf的2400tex的无捻连续纤维,树脂的主料选择尼龙材料(pa),熔指30~100g/10min,并加入主料尼龙材料10%量的相容剂,其作用是增加尼龙材料和玻璃纤维的结合强度,其主要成分为接枝马来酸酐,另外加入了0.3%的抗氧化剂,多层热塑复合阻隔膜结构为pa/evoh/pa。
50.对比例1
51.如图1所示,将62卷连续纤维装载在放纱装置1上,然后将每根纤维拉到定尺梳纱装置2,形成一排连续纤维,然后经过380℃烘烤装置3,将纤维表面用于粘连纤维束的部分浸润剂烘烤掉,利于进一步的展纱,连续纤维从烤箱出来后进入恒温展纱装置4、拨纱震纱装置5,通过左右循环拨纱,上下高频振动将纱震动均匀,到托纱辊6时连续纤维已经展开到无肉眼可见缝隙状态准备与树脂的浸润过程,热塑性树脂通过挤出熔融树脂的模头挤出后,形成薄膜状的一层胶膜淋在品字形浸润辊8,辊温260℃保持树脂熔融状态,连续纤维经过品字形浸润辊8并与之接触且有一定包角,纤维与品字形浸润辊8上的树脂结合在一起,然后经过四组品字形浸润涂抹装置9,多级平行交互串联的品字形浸润辊辊温260℃,将连续纤维与热熔树脂辊压浸渍得到连续纤维与树脂熔融态产品。经过压合冷却装置12压合并逐级降温定型,牵引装置13调速20m/min不断向前输送,收卷装置14得到最终的高阻隔单向连续纤维增强热塑性预浸带卷材产品。
52.在本实施例中,连续纤维采用巨石集团的牌号为362cyf的2400tex的无捻连续纤维,树脂的主料选择聚丙烯材料(pp),熔指50~110g/10min,并加入主料聚丙烯10%量的相容剂,其作用是增加聚丙烯(pp)和玻璃纤维的结合强度,其主要成分为接枝马来酸酐,另外加入了0.3%的抗氧化剂。
53.实验数据对比:
[0054][0055]
由以上结果可以看出,本发明所得一种高效率高阻隔连续纤维增强热塑性单向预浸带不仅玻纤分布均匀具有较高的横向、纵向拉伸强度而且具有较高的阻隔性能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1