用于制造柔性玻璃的玻璃叠层结构物及其制造方法与流程
1.本发明涉及一种用于制造玻璃叠层结构物及其制造方法,更详细地提供一种用于制造显示装置用柔性玻璃(flexible glass)的玻璃叠层结构物及其制造方法。
背景技术:
2.一般来说,为了免受暴露在外部引起的刮擦或冲击和外部影响,在显示装置的屏幕附着覆盖窗(cover window),近来,随着对柔软地弯曲或者弯折的柔性显示装置的需求增加,对柔性覆盖窗的需求也在增加。
3.近来,作为相对小的小型显示装置的覆盖窗,对利用降低厚度的薄型玻璃(ultra thin glass,utg)来提高柔性的柔性玻璃窗的关注正在增加。尤其,近来,通过不降低薄型玻璃(utg)的耐久性的同时减少厚度的柔性玻璃来显著降低玻璃的曲率半径。利用这样的utg或者柔性玻璃的柔性玻璃覆盖窗具有代替cpi之类的塑料覆盖窗而能够充分改善透明度和信号灵敏度的优点。
4.然而,由于所述柔性玻璃厚度薄,在制造工艺中需要各种处理方式。在玻璃基板的特性上,当厚度低于一定水平以下时,由于耐久性降低在制造工艺中带来各种处理负载(handling load)。
5.例如,为了所述薄型玻璃的制造工艺效率,首先将具有与所述薄型玻璃相同的厚度的圆盘玻璃在基底基板上粘合多个而形成耐久性充分得到确保的玻璃叠层结构物,以显示装置用面板尺寸单位切割所述玻璃叠层结构物而形成通过粘合剂彼此粘合多个薄型玻璃的薄型玻璃束。接着,通过从所述薄型玻璃束去除粘合剂来同时形成彼此分离的多个薄型玻璃。
6.此时,在具有薄厚度的圆盘玻璃的粘合过程中,由于气泡没有充分被去除而导致从玻璃叠层结构物形成为所述薄型玻璃束的区域即有效区域缩小。
7.当在粘合圆盘玻璃的过程中位于界面的气泡没有充分被去除时,导致圆盘玻璃之间的粘合不良,由于从相邻的圆盘玻璃隔开的翘起现象,增加平坦度不良和处理中玻璃破损可能性。
8.因此,需要一种从彼此粘合的圆盘玻璃之间的界面充分去除气泡的新型玻璃叠层结构物。
技术实现要素:
9.本发明的一目的在于提供一种在相邻层叠的圆盘玻璃的周边部中配置联动气泡的排出流动而生成的高粘度凹凸线,从而防止气泡回流和有效单元区域得到改善的玻璃叠层结构物。
10.用于实现上述的目的的根据本发明的一实施例的玻璃叠层结构物包括:载体基板,具有沿第一方向的载体宽度和沿与所述第一方向实质上垂直的第二方向的载体长度以及第一厚度;叠层玻璃,层叠于所述载体基板上,并具备具有小于所述第一厚度的第二厚度
的多个玻璃圆盘;高粘度粘合线,配置于所述载体基板以及各所述玻璃圆盘的周边部而粘合彼此相邻层叠的所述载体基板以及所述玻璃圆盘,并具备沿所述第一方向隔开且沿所述第二方向延伸的一对凹凸线和沿所述第二方向隔开且沿所述第一方向延伸的一对线型线;以及低粘度粘合膜,配置为面状以覆盖被所述凹凸线以及所述线型线所限定的所述载体基板以及各所述玻璃圆盘的单元区域而粘合彼此相邻层叠的所述载体基板以及所述玻璃圆盘。
11.(发明效果)
12.根据本发明的实施例的玻璃叠层结构物及其制造方法,利用具有高粘度的粘合线和具有低粘度的粘合膜来粘合载体基板以及玻璃圆盘之间,将沿层压工艺的行进方向配置的粘合线形成为将点型块和流动空间排成一列的分离型坝挤压而成的凹凸线。
13.在所述分离型坝中充分提供用于排出气泡的流动空间,因此在进行层压工艺期间充分地排出气泡,从而能够防止由于在分离型坝附近气泡未能排出而向单元区域回流的回流不良。
14.由此,随着残留气泡的最小化,能够最大化玻璃叠层结构物的有效单元尺寸。
15.但是,本发明的效果并不限于上述的效果,在不脱离本发明的构思以及领域的范围内能够进行各种扩展。
附图说明
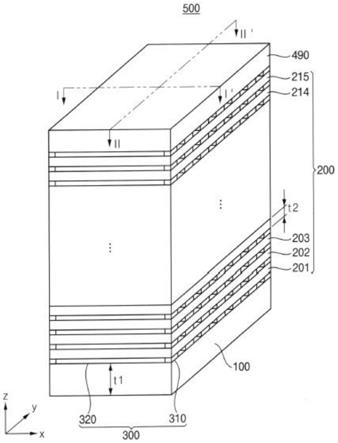
16.图1是示出根据本发明的一实施例的玻璃叠层结构物的立体图。
17.图2是示出配置在图1中所示的载体基板上的粘合线以及粘合膜的平面图。
18.图3a是将图1中所示的玻璃叠层结构物沿图1的i-i
′
方向截取的截面图。
19.图3b是将图1中所示的玻璃叠层结构物沿ii-ii
′
方向截取的截面图。
20.图4是示出根据本发明的另一实施例配置在载体基板上的粘合线以及粘合膜的平面图。
21.图5是示出根据本发明的又另一实施例配置在载体基板上的粘合线以及粘合膜的平面图。
22.图6是示出制造图1至图3b中所示的玻璃叠层结构物的方法的流程图。
23.图7a至7f是示出根据图6中所示的制造方法来制造玻璃叠层结构物的步骤的工艺平面图。
24.图8a是示出图7c中所示的点型块的平面图。
25.图8b是示出形成在图7c中的点型块的第一变形例的平面图。
26.图8c是示出形成在图7c中的点型块的第二变形例的平面图。
27.图9是将图7e中所示的第一玻璃圆盘201与载体基板100的结合体沿iii-iii
′
方向截取的截面图。
28.图10是示出执行与图7e中所示的第一玻璃圆盘201相关的层压工艺的轧辊结构物的结构截面图。
29.图11是示出根据本发明的一实施例的图6中所示的玻璃圆盘与载体基板的粘合过程的流程图。
具体实施方式
30.以下,参照所附附图对根据本发明的优选实施例的蒸镀装置进行详细说明,但是本发明不限于下面的实施例,只要是在本领域中具有通常知识的人,在不脱离本发明的技术构思的范围内,可以将本发明实现为各种其它形式。
31.在所附附图中,基板、层(膜)、区域、图案或结构物的尺寸比实际放大示出以求本发明的明确性。在本说明书中,针对形状或几何条件以及物理特性,以及用于特定它们的程度的,例如“平行”、“正交”、“相同”、“等同”等术语、长度或角度,以及物理特性的值等,不受术语的严格含义的约束,解释为包括能够期待相同功能程度的范围。
32.本技术中所使用的术语是仅仅为了说明特定实施例而使用的,而非旨在限制本发明。除非在文脉上明确表示不同含义,单数表达包括复数表达。在本技术中,应理解为“包括”或“具有”等术语用于指定说明书中所记载的特征、数字、步骤、工作、构成要件、部件或它们组合的存在,并不是预先排除一个或其以上的其他特征、或者数字、步骤、工作、构成要件、部件或它们组合的存在或附加可能性。
33.另外,可以是,当提及各层(膜)、区域、电极、图案或结构物形成在基板、各层(膜)、区域、电极、结构物或图案“上”、“上方”或“下方”时,是意指各层(膜)、区域、电极、图案或结构物直接形成在基板、各层(膜)、区域、结构物或图案之上或者位于之下,或者其它层(膜)、其它区域、其它电极、其它图案或其它结构物附加形成在基板上。另外,当提及物质、层(膜)、区域、电极、图案或结构物为“第一”、“第二”、“第三”以及/或“预备”时,并不是用于限制这些部件,而仅仅是为了区分各物质、层(膜)、区域、电极、图案或结构物。因此,“第一”、“第二”、“第三”以及/或“预备”可以各自选择性地或替换性地用于各层(膜)、区域、电极、图案或结构物。
34.图1是示出根据本发明的一实施例的玻璃叠层结构物的立体图,图2是示出配置在图1中所示的载体基板上的粘合线以及粘合膜的平面图。图3a是将图1中所示的玻璃叠层结构物沿图1的i-i
′
方向截取的截面图,图3b是将图1中所示的玻璃叠层结构物沿ii-ii
′
方向截取的截面图。为了方便起见,在图3a以及3b中仅示出至第一玻璃圆盘。图4是示出根据本发明的另一实施例配置在载体基板上的粘合线以及粘合膜的平面图。图5是示出根据本发明的又另一实施例配置在载体基板上的粘合线以及粘合膜的平面图。
35.参照图1至图3b,根据本发明的一实施例的玻璃叠层结构物500包括:载体基板100;叠层玻璃200,具备层叠在所述载体基板100上的多个玻璃圆盘201~215;高粘度粘合线300,配置于所述载体基板100和玻璃圆盘201~215的周边部而将载体基板100和玻璃圆盘201~215进行线粘合并固定;低粘度粘合膜400,在通过所述高粘度粘合线300限定的单元区域c中,将所述载体基板100和玻璃圆盘201~215彼此面粘合而固定;以及保护基板490,通过覆盖叠层玻璃200来保护最上方玻璃圆盘215免受外部的影响。
36.根据本发明的一实施例的玻璃叠层结构物500示例性地公开了分割为显示装置用覆盖窗的薄板玻璃(ultra thin glass,utg)或柔性玻璃(flexible glass)的叠层结构物,但是若在基底基板上通过利用粘合剂接合玻璃来形成叠层结构物,则显而易见的是可以以各种方式应用。
37.例如,所述载体基板100可以具备沿第一方向x的载体宽度w和沿与所述第一方向x实质上垂直的第二方向y的载体长度l,并提供为用于支承所述叠层玻璃200的基底基板,并
且根据层叠的所述玻璃圆盘201~215的数量和物理特性具有各种物性。
38.在本实施例的情况下,在提供为具有比所述宽度w长的长度l的长方形形状而沿第一方向x执行层压工艺的情况下,能够沿所述高粘度粘合线300确保充分的气泡排出区域。
39.尤其,将具有相对极其小厚度的玻璃层叠多个来形成玻璃叠层结构物,因此需要具有比层叠的玻璃圆盘足够大的厚度。
40.另外,所述玻璃圆盘不是成品,而是以用于形成显示装置之类的成品的部件的供应单位提供,因此制造后传送到成品制造线上是必不可少的。
41.此时,所述玻璃圆盘即薄板玻璃或柔性玻璃之类的层叠对象玻璃圆盘具有足够小的厚度,因此暴露在传送过程中带来的破损或者外部颗粒之类的各种传送风险中。.
42.所述玻璃圆盘以传送捆扎单位层叠于所述载体基板100上而结合为叠层玻璃200,以使如上所述的传送风险最小化。因此,所述叠层玻璃200层叠于载体基板100上而通过盒或箱之类的传送工具来传送。此时,所述载体基板100与传送工具直接接触,从而防止对于叠层玻璃200的直接接触且阻断颗粒或微尘流入叠层玻璃内部。
43.由此,在本实施例的情况下,所述载体基板100的厚度即第一厚度t1设定为比各玻璃圆盘201~215的厚度即第二厚度t2足够厚且能够符合所述箱的搭载空间。另外,载体基板100设定为大于或等于最下方玻璃圆盘201的尺寸。例如,可以设定为所述第一厚度t1具有第二厚度t2的约50倍至200倍。
44.在本实施例的情况下,所述玻璃圆盘201~215提供为各自具有20μm至300μm的各种厚度t2的柔性玻璃,并以15个至20个的捆扎提供,因此所述载体基板100的厚度t1可以设定为具有0.1mm至1.0mm的范围。
45.尤其,所述载体基板100设定为具有与层叠的各玻璃圆盘201~215实质上相同的线膨胀系数,从而能够防止在后续工艺的热处理过程中因载体基板与玻璃圆盘之间的热膨胀之差引起的不良。
46.因此,根据层叠的玻璃圆盘的数量和荷重以及载体基板100的垂直方向的线膨胀系数之类的物理特性,可以多样地提供所述载体基板100的厚度t1。
47.所述叠层玻璃200由在所述载体基板100上叠层的多个第一至第十五玻璃圆盘201~215构成。
48.例如,第一至第十五玻璃圆盘201~215可以包括具有比载体基板100显著小的厚度t2的柔性玻璃。例如,所述柔性玻璃可以包括具有平均约100μm至250μm的厚度且具有最大2mm-3mm的曲率半径的薄板玻璃(ultra thin glass,utg)或者具有约20μm至80μm的厚度且具有1mm以下的曲率半径的玻璃膜。
49.所述柔性玻璃是将玻璃原料加工成具有一定厚度和曲率半径之后,存储在玻璃传送台中而依次层叠并粘合在所述载体基板100之上。
50.然而,在本实施例的情况下,所述玻璃圆盘不是必须限制于柔性玻璃,在需要将多个玻璃圆盘进行粘合且去除粘合剂的气泡的情况下,可以适用本发明的技术构思是显而易见的。
51.例如,所述玻璃圆盘是按照载体基板100上所需的数量层叠而形成叠层玻璃200。在本实施例中示例性地公开了通过层叠15张玻璃圆盘201~215而形成叠层玻璃。然而,其为示例性的,显而易见的是,可以根据利用玻璃叠层结构物500的成品,例如显示装置的制
造工艺和设备的要求来层叠更多或者更少数量的玻璃圆盘。
52.在所述载体基板100与第一玻璃圆盘201以及第一至第十五玻璃圆盘201~215之间的界面上配置有高粘度粘合线300和低粘度粘合膜400,从而可以将彼此相邻的载体基板100以及玻璃圆盘201~215进行粘合而固定。
53.尤其,高粘度粘合线300和低粘度粘合膜400提供足够强度的结合力,从而能够固定所述载体基板100以及玻璃圆盘201~215直到在后续工艺中溶化为止。
54.所述高粘度粘合线300由高粘性粘合物质构成,从而能够防止在进行形成所述低粘度粘合膜400的层压工艺期间粘合物质向层叠设备渗漏。另外,低粘度粘合膜400可以由低粘性粘合物质构成而涂布为足够薄的膜质。
55.以下,将所述载体基板100和第一玻璃圆盘201作为示例,说明高粘度粘合线300和低粘度粘合膜400的构成。然而,在层叠于载体基板100上方的玻璃圆盘201~215之间也可以配置相同的高粘度粘合线300和低粘度粘合膜400而粘合彼此相邻的玻璃圆盘202~215。
56.例如,所述高粘度粘合线300配置于所述载体基板100以及所述玻璃圆盘201的周边部而粘合彼此相邻地层叠的载体基板100以及玻璃圆盘201。高粘度粘合线300是用于防止粘合剂泄漏的坝的变形物,即在用于形成低粘度粘合膜400的层压工艺中,排出在均匀地涂布粘合物质的过程中产生的气泡,并将粘合物质限定于单元区域而防止由粘合物质带来的粘合设备的污染。
57.由此,所述高粘度粘合线300由用于防止粘合物质的渗漏并充分排出气泡的形状和材质构成,并具备根据层压工艺的挤压过程而变形的形状。
58.例如,所述高粘度粘合线300可以由沿所述第一方向x隔开且沿所述第二方向y延伸的一对凹凸线310和沿所述第二方向y隔开且沿所述第一方向x延伸的一对线型线320构成。
59.第一方向x作为载体基板100的宽度方向,是对玻璃圆盘201进行层压工艺的方向,第二方向y表示载体基板100的长度方向。
60.因此,在进行用于形成低粘度粘合膜400的层压工艺的期间,包含在低粘度粘合物质中的气泡沿第一方向x排出,因此所述凹凸线310通过如后述那样用于抑制粘合物质向第一方向x流动的坝和用于排出气泡的流动空间的组合而形成为具有凹凸形状,所述线型线320通过无需用于排出气泡的流动空间的单杆形状的坝而形成为均匀的线形状。
61.由此,在进行层压工艺的期间,将低粘度粘合物质的气泡充分地去除,从而能够稳定地粘合载体基板100和第一玻璃圆盘201。
62.此时,所述凹凸线310由沿第二方向y延伸且沿第一方向x隔开而限定有效单元区域c的单元长度c
l
的第一以及第二长度限定线312、314构成。另外,所述线型线320由沿第一方向x延伸且沿第二方向y隔开而限定有效单元区域c的单元宽度cw的第一以及第二宽度限定线322、324构成。
63.因此,通过沿所述载体基板100以及玻璃圆盘201的周边部延伸的高粘度粘合线300来划分所述玻璃叠层结构物500的单元区域c和边缘区域m,所述低粘度粘合膜400的大部分配置于所述单元区域c。
64.载体基板100和玻璃圆盘201在单元区域c中通过低粘度粘合膜400而面粘合,在周边部p中通过高粘度粘合线300而线粘合。.
65.在本实施例的情况下,所述凹凸线310以及线型线320具有与低粘度粘合膜400实质上相同的厚度,并对应于后述的粘合间隔物401的尺寸具有约30μm至60μm的厚度。
66.所述凹凸线310以及线型线320由具有比低粘度粘合膜400显著大的粘度的高粘度物质构成,从而可以构成为在进行层压工艺期间保持形状。
67.例如,所述高粘度物质包括具有约100,000cp至1,000,000cp的粘度的凝胶状态的粘合剂。由此,可以在进行层压工艺的期间通过保持坝形状来充分地防止粘合物质向载体基板100的外部渗漏。例如,所述高粘度物质可以由双酚f型环氧之类的环氧类物质构成。
68.尤其,所述凹凸线310包括用于防止粘合物质的渗漏的坝被挤压到用于排出气泡的流动空间而沿所述第二方向y交替配置的主体部b和扩展部e。
69.所述主体部b沿所述第一方向x具有第一宽度w1且向第二方向y以一定间隔隔开而配置为多个,所述扩展部e具有小于所述第一宽度w1的第二宽度w2并配置于相邻的主体部b之间而将主体部b彼此连接。所述扩展部e在进行层压工艺的期间位于相邻的用于防止粘合剂渗漏的坝与坝之间的流动空间,并通过挤压相邻的坝而扩展形成。
70.因此,所述主体部b形成为具有与接近用于防止渗漏的坝的原本形状的厚度相对应的第一宽度w1,相反地,所述扩展部e通过相邻的用于防止渗漏的坝的挤压残留物的融合而形成,因此具有小于所述主体部b的第二宽度w2。
71.如后述那样,所述用于防止粘合剂泄漏的坝以沿第二方向y以一定间隔隔开的多个点形状提供,因此所述主体部b和扩展部e配置为对应于作为坝与其之间的空间的流动空间而沿第二方向y交替配置的线形状。
72.由此,由于在所述低粘度粘合物质中包含的气泡通过流动空间充分地排出,并通过所述扩展部e来分离单元区域c和边缘区域m,能够阻断渗漏的气泡向单元区域c回流。因此,能够最大化所述玻璃叠层结构物500的有效单元区域。
73.与此不同,所述线型线320以单杆(rod)型坝提供,因此作为所述杆型坝的挤压产物以单线形状提供。
74.因此,载体基板100的上面划分为通过高粘度粘合线300而限定的单元区域c和位于所述单元区域c的外部的边缘区域m,在单元区域c中涂布有低粘度粘合膜400。
75.由此,所述玻璃圆盘201通过单元区域c整面并利用低粘度粘合膜400与载体基板100面接触而固定。即,所述载体基板100和玻璃圆盘201在单元区域c中通过低粘度粘合膜400而面接触,并通过高粘度粘合线300线接触。
76.此时,所述低粘度粘合膜400由低粘度的流动性粘合物质构成而设定为利用层压工艺并通过单元区域c整面来形成均匀的膜质。例如,所述低粘度粘合物质可以由具有约1,000cp至10,000cp的粘度的凝胶状态的物质构成,从而确保在层压工艺中充分的流动性。所述低粘度粘合物质可以由聚氨酯丙烯酸酯之类的聚氨酯类物质构成。
77.尤其,所述低粘度粘合膜400可以包括间隔物401以使得粘合的载体基板100与玻璃圆盘201之间保持最小限度的间隔。
78.例如,所述间隔物401可以由具有约30μm至60μm的尺寸的无机物颗粒构成,并即使在用于涂布粘合膜的挤压下也可以保持形状。由此,所述载体基板100与玻璃圆盘201之间可以形成为具有与所述间隔物401的尺寸相对应的最小厚度。
79.此时,所述低粘度粘合膜400可以局部性地从所述单元区域c溢出而扩展至所述边
缘区域m。
80.图4是示出根据本发明的另一实施例在载体基板上配置的粘合线以及粘合膜的平面图。
81.参照图4,所述低粘度粘合物质在进行沿第一方向x执行的层压工艺的期间,可以局部性地沿第一方向x越过凹凸线310而覆盖至边缘区域m的一部分。由此,所述低粘度粘合膜400可以由覆盖单元区域c的单元膜质410和泄漏于所述边缘区域m的端部线420构成。
82.所述载体基板100包括通过所述凹凸线310与所述单元区域c划分的第一边缘区域m1以及通过所述线型线320与所述单元区域c划分的第二边缘区域m2,在所述第一边缘区域m1上设置所述端部线420。不存在沿设置有所述线型线320的第二方向y排出的气泡,因此在第二边缘区域m2中不设置端部线420。
83.此时,所述端部线420通过联动于气泡的排出而泄漏的粘合液形成,因此具有与所述凹凸线310的形状相对应的形状。例如,所述端部线420具备与所述主体部b相对应的凹陷部el1和与所述扩展部e相对应的凸出部el2,所述凹陷部el1和凸出部el2以沿所述第二方向y交替配置而连续延伸的线形状提供。
84.所述端部线420可以选择性地提供,并可以设定层压工艺条件以通过与凹凸线310相邻地配置而使得低粘度粘合物质不会从载体基板100通过载体基板100的边缘泄漏。
85.优选地,在用于气泡排出的最小限度的范围内,允许泄漏粘合液,从而也可以仅由以一定间隔隔开的凸出部el2来构成。
86.图5是示出根据本发明的又另一实施例在载体基板上配置的粘合线以及粘合膜的平面图。
87.参照图5,在与所述主体部b相邻的第二边缘区域m2中不配置所述端部线420。因此,所述端部线420以从所述扩展部e凸出的形状提供。同样,在第一玻璃圆盘201的上面通过具有相同的构成的高粘度粘合线300以及低粘度粘合膜400而粘合第二玻璃圆盘202,并依次粘合第三至第十五玻璃圆盘203~215。由此,利用高粘度粘合线300和低粘度粘合膜400,在所述载体基板100上配置依次层叠多个玻璃圆盘的叠层玻璃200。
88.同样,在所述第十五玻璃圆盘215的上面配置所述高粘度粘合线300以及低粘度粘合膜400,并粘合保护基板490,从而构成为覆盖作为最上方玻璃圆盘的第十五玻璃圆盘215。
89.此时,所述保护基板490可以保护设置在下方的叠层玻璃200免受外部冲击或颗粒的影响,防止在所述玻璃叠层结构物500的处理过程中可能发生的各种破损或损坏。
90.根据如上所述的玻璃叠层结构物500,可以是,通过在层叠的圆盘玻璃的周边部设置联动于气泡的排出流动而生成的高粘度凹凸线310来最小化在粘合所述圆盘玻璃的层压工艺中低粘度粘合剂从载体基板泄漏,并通过充分排出包含在所述粘合剂中的气泡来极大化有效单元区域的尺寸。
91.图6是示出制造图1至图3b中所示的玻璃叠层结构物的方法的流程图,图7a至7f是示出图6中所示的制造方法的结构图。
92.参照图6至图7a,将具备沿第一方向x的载体宽度w和沿所述第二方向y的载体长度l且以用于支承所述叠层玻璃200的基底基板提供的载体基板100向层叠装置的支承台装载(步骤s100)。
93.所述载体基板100以具有比所述宽度w长的长度l的长方形形状提供,在沿第一方向x执行层压工艺的情况下,能够确保足够的气泡排出空间。
94.在后续工艺中,在所述载体基板100的上面形成叠层玻璃200,因此提供为具有能够平坦地层叠各玻璃圆盘201~215的程度的足够的平坦度且具有能够支承叠层玻璃200的荷重的程度的强度和刚性的平板。
95.另外,设定为具有与在上面层叠的玻璃圆盘201~215相同的线膨胀系数,从而设定为能够防止后续的热处理工艺所带来的彼此不同的热膨胀引起的剥离或扭曲。
96.在本实施例的情况下,可以是,所述载体基板100由具有与玻璃圆盘相同的材质的玻璃构成,并设定为具有在上面层叠的玻璃圆盘厚度的约50倍至200倍的厚度。
97.可以根据待支承的叠层玻璃200的特性来选择的多个载体基板存储在载体甲板(deck)中,根据玻璃层叠工艺的开始信号从所述载体甲板选择适当的载体基板100而向层叠用支承台10的上面装载。
98.例如,所述层叠用支承台10可以以具备用于玻璃层叠工艺的一系列处理程序的层叠装置的支承单元提供,并可以通过轧辊或传送带之类的传送工具(未图示)从输入端口向输出端口沿一方向移动。可以是,所述传送工具的工作通过驱动器20来控制,并按照层叠工艺的顺序将所述层叠用支承台10移动到适当的位置。由此,可以调整在层叠用支承台10中固定的载体基板100的位置。
99.参照图6以及图7b,形成一对高粘度一体型坝320a,所述一对高粘度一体型坝沿所述第一方向x延伸,并沿所述第二方向y将所述载体基板100划分为备用单元区域pc和沿所述第二方向y隔开所述备用单元区域pc的第二边缘区域m2(步骤s200)。
100.例如,可以是,使得连接于所述驱动器20的喷嘴30沿第一方向移动的同时向所述载体基板100的下端周边部喷射适量的高粘度粘合物质。由此,在载体基板100的下端周边部中形成下一体型坝322a。
101.接着,可以是,将所述喷嘴30沿所述第二方向y传送单元长度c
l
,使所述喷嘴30沿第一方向x移动的同时向载体基板100的上端周边部喷射高粘度粘合物质。由此,在载体基板100的上端周边部中形成上一体型坝324a。
102.因此,上一体型坝322a和下一体型坝324a之间的载体基板100上面设定为备用单元区域pc,载体基板100的边缘区域与所述上一体型坝322a和下一体型坝324a之间的区域设定为第二边缘区域m2。
103.此时,所述高粘度粘合物质由具有约100,000cp至1,000,000cp的粘性的凝胶状态的粘合液构成,从所述喷嘴30以凝胶状态喷射到所述载体基板100上。由此,所述喷嘴30可以由能够充分地喷射高粘性药液的程度的喷射压力高的喷嘴构成。例如,所述高粘度粘合物质可以由双酚f型环氧构成。
104.可以通过调整沿第二方向y移动的喷嘴的距离来调节所述单元长度c
l
,所述单元长度c
l
确定在载体基板100中单元区域c的第二方向尺寸。因此,可以根据在玻璃叠层结构物500中所需的单元区域c的尺寸来调节所述喷嘴30的第二方向y传送距离。
105.参照图6以及图7c,在所述载体基板100上形成沿所述第二方向y延伸且沿所述第一方向x隔开的一对高粘度分离型坝310a,将所述备用单元区域pc划分为被所述一对分离型坝310a限定的单元区域c和位于所述分离型坝310a的外侧的第一边缘区域m1(步骤
s300)。由此,可以形成由通过具有预定周期的注塑成型隔开流动空间fs的多个点型块bl构成的一对高粘度分离型坝310a。
106.例如,可以使得连接于所述驱动器20的喷嘴30沿第二方向y移动的同时向所述载体基板100的左侧周边部周期性地喷射适量的高粘度粘合物质。所述喷嘴30沿第二方向y以一定速度移动的同时通过具有一定周期的脉冲波来控制喷射工作而约束高粘度粘合物质的喷射。
107.由此,在通过脉冲波执行喷射工作的期间喷射所述高粘度粘合物质而在左侧周边部中形成所述块bl,在不执行喷射工作的期间沿第二方向y移动而不形成块bl。由此,在喷嘴30不喷射粘合物质地移动的区域中,不形成块bl而提供为载体基板100的上面暴露的流动空间fs。
108.因此,根据一定的脉冲周期,块bl的形成和未形成沿第二方向y反复执行而对齐沿第二方向y延伸且以一定间隔隔开并具有点形状的多个块bl。在相邻的点型块bl之间配置有流动空间fs而形成块bl和流动空间fs在左侧周边部中交替配置的左侧分离型坝312a。
109.接着,将所述喷嘴30沿所述第一方向y移动单元宽度cw,在载体基板100的右侧周边部配置所述喷嘴30。执行如上所述那样的相同的喷射工作而在载体基板100的右侧周边部中形成块bl和流动空间fs交替配置的右侧分离型坝314a。
110.若形成所述分离型坝310a,则左侧以及右侧分离型坝312a、314a之间的备用单元区域pc设定为所述玻璃叠层结构物的单元区域c,载体基板100的边缘区域与所述左侧以及右侧分离型坝312a、314a之间的区域设定为第一边缘区域m1。
111.此时,分离型坝310a由与一体型坝320a相同的高粘性粘合物质形成而形成为限定所述单元区域c的高粘度接触线300。所述高粘度接触线300通过高粘性针对在进行后续层压工艺期间基于辊压的挤压力充分地保持形状的同时,粘合玻璃圆盘201和载体基板100。
112.尤其,所述分离型坝310a和一体型坝320a形成为具有适当的初始厚度t。如后所述,若完成低粘度粘合剂400a的喷射,则粘合对象玻璃圆盘安置于所述分离型坝310a和一体型坝320a的上面之后挤压而粘合。
113.此时,若分离型坝310a和一体型坝320a的厚度t过于厚,则被挤压而增加填平流动空间fs的高粘度粘合物质的量,从而在进行层压工艺的期间气泡可能不会充分地排出去,当厚度过于薄时,由于后述的设置在低粘度粘合剂400a的间隔物401而产生台阶,对玻璃圆盘无法充分地保持粘合力。
114.由此,所述分离型坝310a和一体型坝320a形成为具有约50μm至100μm的厚度t。
115.此时,可以通过调整沿第一方向x移动的喷嘴30的距离来调节所述单元宽度cw,所述单元宽度cw确定载体基板100中单元区域c的第一方向尺寸。因此,可以根据在玻璃叠层结构物500中所需的单元区域c的尺寸来调节所述喷嘴30的第一方向x传送距离。
116.所述点型块bl的对齐状态通过沿第一方向的所述块bl的长度即坝长度da和沿第二方向的块bl的长度即坝宽度db以及彼此相邻的块bl之间的隔开距离即流动距离dc来确定。
117.在后述的层压工艺中,所述点型块bl通过阻止低粘性粘合液的流动来防止向载体基板100流动,所述块bl之间的隔开空间即流动空间fs提供用于排出包含在低粘性粘合液中的气泡的流动路径。因此,所述块bl和流动空间fs的尺寸可以根据在层压工艺中低粘性
粘合液的泄漏和气泡的排出特性而以各种方式提供。
118.图8a是示出图7c中所示的点型块的平面图。图8b是示出形成在图7c中的点型块的第一变形例的平面图,图8c是示出形成在图7c中的点型块的第二变形例的平面图。
119.如图8a所示,可以将所述坝长度da和坝宽度db彼此相同地形成而形成为圆形块。此时,所述流动空间fs从单元区域c朝向第二边缘区域m2流动空间变窄后再变宽。由此,当排出低粘性粘合液中的气泡时,在从单元区域c流入时具有相对快的流速,而向第一边缘区域m1流出时具有相对慢的流速。
120.因此,可以考虑沿流动空间fs排出的气泡的流动特性,将所述流动距离dc确定为适当的尺寸。例如,所述流动距离dc可以设定为所述坝长度da的约0.3倍至1.0倍。
121.当所述块之间的流动距离dc小于沿所述块bl的第二方向的长度db的0.3倍时,用于排出气泡的流动空间fs的尺寸过于小,在单元区域c与分离型坝310a之间的界限区域中气泡被坝bl反弹而可能发生向单元区域c的中央部反弹的回流不良(suck back defect)。
122.所述气泡的回流不良在单元区域c中形成气泡残存区域而使得单元区域c减少气泡残存区域,从而减少由玻璃叠层结构物500生成的有效面板的数量。由此,减少所述玻璃叠层结构物500的面板产率。
123.与此不同,当所述流动距离dc大于所述坝长度da的1.0倍时,用于排出气泡的流动空间fs的尺寸形成为过于大,在层压工艺中气泡从单元区域c向第二边缘区域m2分离时与低粘度粘合物质也一起分离,从而可能向载体基板100的外部溢出。
124.从载体基板100溢出的所述低粘性粘合液引发玻璃层叠设备的层叠用支承台10的污染,从而在进行后续的层叠工艺期间可能成为颗粒来源。由此,所述玻璃叠层结构物500的颗粒不良会增加。
125.由此,所述流动距离dc可以设定为所述坝长度da的约0.3倍至1.0倍。
126.所述块bl的形状可以通过适当地调节坝长度da和坝宽度db的比例来进行各种变形。然而,所述块bl作为用于防止低粘度粘合物质从封装基板100溢出的坝发挥功能,因此坝长度da可以形成为大于或等于坝宽度db以设定为防止低粘度粘合物质的泄漏。
127.如图8a所示,也可以将坝长度da和坝宽度db相同地设定而形成为圆形,如图8b所示,也可以将坝长度da形成为大于坝宽度db而形成为椭圆形。
128.尤其,如图8c所示,也可以将坝长度da形成为大于坝宽度db的同时均匀地形成流动空间fs的侧面轮廓,从而在流动空间fs中一定地保持气泡的流速分布。
129.在第一边缘区域m1中形成的端部线420的形状根据所述流动空间fs内部的流速分布来确定,因此,显而易见地,除非低粘度粘合物质在进行层压工艺期间从载体基板100的边缘泄漏,否则为了提高低粘度粘合膜400的均匀度而能够具有各种流速分布。
130.再次参照图6以及图7d,供应不规则地覆盖所述载体基板100的所述单元区域c一部分的低粘度粘合剂400a(步骤s400)。
131.例如,可以是,呈液体状的凝胶状态的低粘度粘合剂储存在点胶机(未图示)中,所述点胶机与所述驱动器20连接而向第一以及/或第二方向移动。点胶机只要能够储存凝胶状态的低粘度粘合剂并以一定速度进行喷射,则可以由各种部件构成。
132.若形成高粘度分离型坝310a以及一体型坝320a且确定所述单元区域c,则所述驱动器20通过驱动点胶机来喷射不规则地覆盖单元区域c的一部分的粘合剂。由此,形成覆盖
所述单元区域c的一部分且以预定的厚度喷射的线形状的低粘度粘合剂400a。
133.所述低粘度粘合剂400a可以由具有低粘度的物质构成以具有充分的流动性,从而通过层压工艺以均匀的膜质涂布在单元区域c整面。例如,所述低粘度粘合剂400a可以由具有约1,000cp至10,000cp的粘度的凝胶状态的物质构成。在本实施例的情况下,所述低粘度粘合物质可以由聚氨酯丙烯酸酯之类的聚氨酯类物质构成。
134.尤其,所述凝胶状态的低粘度粘合剂400a可以均匀地包括间隔物401以使得在载体基板100以及玻璃圆盘201之间保持最小限度的间隔,例如,所述间隔物401可以由具有约30μm至60μm的尺寸的无机质颗粒构成,并即使在后续的层压工艺中执行的挤压下也可以保持形状。
135.以下,将除了参照图7e至图7f之外,也一起参照与第一玻璃圆盘201和载体基板100的结合体相关的截面图进行说明。图9是将图7e中所示的载体基板100和第一玻璃圆盘201的结合体以iii-iii
′
方向截取的截面图,图10是示出对图9中所示的第一玻璃圆盘201执行层压工艺的轧辊结构物的结构截面图。
136.参照图6、图7e以及图9,将粘合对象玻璃圆盘即第一玻璃圆盘201配置于所述高粘度分离型坝310a以及所述高粘度一体型坝320a的上面(步骤s500)。例如,通过玻璃加工工艺设定为具有预定厚度的玻璃圆盘储存在玻璃传送台50中而配置于所述层叠用支承台10的侧部,并通过传送机械手将粘合对象玻璃圆盘即第一玻璃圆盘201从玻璃传送台50中提取。所述第一玻璃圆盘201将载体基板100的中心轴与中心轴进行对齐之后,安置于高粘度分离型坝310a以及高粘度一体型坝320a的上面。
137.此时,根据所述低粘度粘合剂400a的喷射形态,也可以与低粘度粘合剂400a接触,也可以仅与高粘度分离型坝310a以及高粘度一体型坝320a接触。
138.若完成第一玻璃圆盘201的对齐和安置,则所述传送机械手返回待机区域并开启对第一玻璃圆盘201的粘合工艺。
139.参照图6、图7f以及图10,以一定的驱动力df向所述第一方向x移动的同时,将第一玻璃圆盘201以预定的压缩力cf加压并通过流动空间fs去除具备于低粘度粘合剂400a中的气泡,并将所述玻璃圆盘201和所述载体基板100进行粘合(步骤s600)。
140.所述第一玻璃圆盘201和载体基板100可以根据玻璃叠层结构物500的结构和所需条件并通过各种粘合工艺进行粘合。例如,也可以利用粘合剂机械性地附着,也可以利用层压工艺去除粘合剂内部的气泡的同时形成薄膜形态的粘合膜而附着。
141.在本实施例的情况下,示例性公开了通过执行层压工艺在载体基板100上使用薄膜形态的粘合膜来粘合柔性玻璃圆盘。
142.图11是示出根据本发明的一实施例的在图6中所示的玻璃圆盘和载体基板的粘合过程的流程图。
143.如图11所示,通过结合用于执行层压工艺的盖板玻璃cg以覆盖所述第一玻璃圆盘201来准备对第一玻璃圆盘201的挤压(步骤s610)。
144.若开启用于粘合第一玻璃圆盘201和载体基板100的层压工艺,则从玻璃传送台50提取盖板玻璃cg而与所述第一玻璃圆盘201结合。例如,可以利用传送臂之类的传送工具(未图示)自动提取盖板玻璃cg之后,通过各种结合工具固定在所述第一玻璃圆盘201的上面。
145.接着,将轧辊r进行加压以挤压所述盖板玻璃cg(步骤s620),使轧辊r沿第一方向x以一定的驱动力df移动的同时通过规定的压缩力cf来挤压(步骤s630)。
146.例如,所述轧辊r可以由自身所具备的内置加热器而被加热的热轧辊(hot roller)构成,并可以以具有沿第二方向y能够充分覆盖所述单元长度cl的长度的线型轧辊提供。
147.在本实施例的情况下,所述轧辊r从与左侧分离型坝312a相邻的单元区域c的侧部挤压所述盖板玻璃cg的同时沿第一方向x线性移动。
148.由此,低粘度粘合剂400a遍及单元区域c的整面而均匀地涂布,从而形成为低粘度粘合膜400,具备于低粘度粘合剂400a中的气泡与轧辊r的线性移动一起向右侧分离型坝314a挤出而向流动空间fs排出。由此,在第一玻璃圆盘210和载体基板100的单元区域c中通过所述低粘度粘合膜400而彼此粘合。
149.通过所述轧辊r的挤压来局部挤压分离型坝310a以及一体型坝320a而分别形成为凹凸线310以及线型线320。所述凹凸线310以及线型线320在用于限定单元区域c的周边部中将所述第一玻璃圆盘201粘合于载体基板100。
150.由此,所述第一玻璃圆盘201通过由高粘性粘合物质构成的凹凸线310和由线型线320构成的高粘度粘合线300和由低粘性粘合物质构成的低粘度粘合膜400粘合于载体基板100。
151.此时,具备于所述低粘度粘合剂400a中的气泡沿轧辊r的传送方向即第一方向x排出,而沿第二方向y不排出,因此所述一体型坝320a仅执行将低粘度粘合剂400a向单元区域c限定的功能。由此,虽然所述一体型坝320a被轧辊r挤压,但形成为保持初始形状的一体型线型线320。低粘度粘合剂400a仅配置于作为线型线320的内侧的单元区域c,并涂布成不向边缘区域m溢出。
152.与此不同,如图8a至图8c所示,所述分离型坝310a起到停止流动的功能以使得通过流动空间fs排出气泡的同时沿第一方向x挤出的低粘度粘合剂400a不向载体基板100的外侧溢出(over flow)。
153.由此,所述分离型坝310a的点型块bl通过被轧辊挤压而向所述流动空间fs挤出,被挤出的块的残留物利用通过流动空间fs排出的气泡按照气泡的流动形状填平流动空间fs。
154.由此,所述分离型坝310a由被所述轧辊r挤压而沿所述第一方向x具有第一宽度w1的主体部b以及形成在所述流动空间fs中而连接彼此相邻的所述主体部b,并沿所述第一方向x具有小于所述第一宽度w1的第二宽度w2的扩展部e形成。所述块bl和流动空间fs沿第二方向y交替配置,因此所述主体部b和扩展部e也沿第二方向y交替配置而构成所述凹凸线310。
155.此时,所述凹凸线310和线型线320以及低粘度粘合膜400被轧辊r挤压而形成为具有相同的粘合厚度,并形成为具有与设置于所述低粘度粘合膜400内部的间隔物401的尺寸相对应的最小厚度。所述高粘度粘合线300和低粘度粘合膜400形成为具有相同的厚度而使得层叠的第一玻璃圆盘201不破坏平坦度的同时粘合于载体基板100。在本实施例的情况下,所述高粘度粘合线300和低粘度粘合膜400形成为具有约30μm至60μm的最小厚度。
156.尤其,在所述载体基板100的第一边缘区域m1中,与第二边缘区域m2不同地,在层
压过程中向单元区域c的外围挤出的低粘度粘合剂400a与气泡一起向流动空间fs排出的情况下,可以选择性地进一步形成端部线420。由此,所述低粘度粘合层400由覆盖单元区域的单元膜质410和覆盖所述第一边缘区域m1的端部线420构成。显然地,在充分阻断所述低粘度粘合剂400a的泄漏的情况下,所述端部线420也可以不生成。
157.在所述分离型坝310a中充分提供用于排出气泡的流动空间fs,因此能够防止由于在进行层压工艺期间气泡排出不通畅而导致从分离型坝310a附近向单元区域c重新回流的回流不良。
158.当发生所述气泡的回流不良时,与分离型坝310a相邻的单元膜质410中因气泡未去除而发生粘合不良,并导致所述玻璃叠层结构物500的结构不良。然而,根据本发明的制造方法,气泡通过流动空间fs充分地排出,从而能够防止气泡向单元区域c的内部回流。由此,能够最大化玻璃叠层结构物500的有效单元尺寸。
159.所述端部线420的形状可以根据所述分离型坝310a的结构以各种方式形成。
160.即,可以通过调节构成分离型坝310a的块bl的坝长度da和坝宽度da以及流动长度dc来调节流动空间fs中的气泡举动,并可以根据所述气泡举动的变化来确定与所述气泡一起排出的低粘度粘合剂400a在第一边缘区域m1中的分布。
161.因此,通过调节所述分离型坝310a的结构来控制泄漏粘合物质的流动分布以防止朝向分离型坝310a挤出的低粘度粘合剂400a越过所述分离型坝310a而向载体基板100的边缘外围泄漏。
162.在本实施例的情况下,所述分离型坝310a设定为具有圆形或椭圆形块bl和小于所述块bl的坝长度da的流动长度dc,从而具备与所述主体部b相对应的凹陷部el1和与所述扩展部e相对应的凸出部el2的端部线420形成在第一边缘区域m1中。即,所述端部线420以在第一边缘区域m1上沿所述第二方向y交替配置所述凹陷部el1和凸出部el2而连续的线形状提供。
163.此后,执行与参照图7a至7d说明的相同的工艺,在所述第一玻璃圆盘201上形成高粘度一体型坝320a、高粘度分离型坝310a以及低粘度粘合剂400a,并通过执行与参照图7e以及图7f说明的相同的工艺,对第二玻璃圆盘202执行层压工艺。由此,可以通过高粘度粘合线300和低粘度粘合膜400将第二玻璃圆盘202粘合于第一玻璃圆盘201。
164.重复这样的工艺,将第三至第十五玻璃圆盘203~215彼此粘合,在最上方粘合保护基板490,从而完成所述玻璃叠层结构物500。
165.在本实施例中,针对形成在载体基板100以及第一玻璃圆盘201上的高粘度粘合线以及低粘度粘合膜使用相同的附图标记。即,在本发明中,配置于载体基板100或各玻璃圆盘201~215的界面而与相邻的玻璃圆盘201~215或载体基板100以及保护基板490粘合的粘合部件全部以相同的附图标记来表示,并具有相同的组成和构成。
166.根据如上所述的玻璃叠层结构物的制造方法,可以是,将分离型坝310a由对齐成一列的多个点型块和流动空间构成,防止低粘度粘合剂向载体基板的外部泄漏,并有效地排出具备于粘合剂的内部的气泡。由此,通过抑制气泡向单元区域c回流,能够最大化所述玻璃叠层结构物500的有效单元尺寸。
167.根据如上所述的玻璃叠层结构物及其制造方法,利用具有高粘度的粘合线和具有低粘度的粘合膜来粘合载体基板以及玻璃圆盘之间,将沿层压工艺的行进方向配置的粘合
线形成为将点型块和流动空间配置成一列的分离型坝310a挤压而成的凹凸线。
168.在所述分离型坝310a中充分提供用于排出气泡的流动空间fs,因此在进行层压工艺期间充分排出气泡,从而能够防止由于在分离型坝310a附近气泡未能排出而向单元区域c回流的回流不良。由此,可以根据残留气泡的最小化来最大化玻璃叠层结构物500的有效单元尺寸。以上参照本发明的优选实施例进行了说明,但是对本技术领域中熟练的技术人员应能理解,在不脱离权利要求书中所记载的本发明的构思以及领域的范围内,本发明可以进行各种修改以及变更。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1