一种环保材料芯材模块化拼装管道及其制造方法与流程
1.本发明涉及竹木复合管道制造领域,具体涉及一种环保材料芯材模块化拼装管道及其制造方法。
背景技术:
2.现有的气液运输管道多为单一的塑料材质或者金属材质,一方面材质环保性差,另一方面其物理性能(如抗压、抗拉性能)和化学性能(如防腐性能)比较单一。
3.现有的如公开号为cn 1453109a的发明专利申请说明书公开了一种木管产品及其生产方法,其主要利用了木管的支撑性能好,因此其应用场景为装饰工程、制作家具、日光暖棚、施工中支撑、脚手架等。并没有涉及管道运输的应用方向,并且其生产方法为在高温模芯上缠绕粘结制成如图1(该发明专利申请书说明书附图5)所示,其管体侧面上会出现多道连结斜缝3,因此会影响管体径向上承力的强度,当管体横置安装时,容易在连结斜缝3处开裂。所以,此种木管的应用方向主要是竖直状态下进行轴向承力,并不能适用于纵横设置的运输管道。
技术实现要素:
4.为克服上述现有技术的不足,本发明提供一种环保材料芯材模块化拼装管道,物理机械性能好,提升径向承力性能,兼顾物理性能、化学性能以及环保性能,功能多样性,使用适性好。
5.为了实现上述目的,本发明是通过如下的技术方案来实现:一种环保材料芯材模块化拼装管道,包括:包括管道体,所管道体至少包括一层芯材层,所述芯材层包括至少两层环保层和至少一层加强层,相邻两层环保层之间设有一层加强层;所述芯材层还包括功能层,所述功能层设置在芯材层最里层和/或最外层;并且,所述芯材层由至少两块芯材模块拼件沿侧边接缝拼成,芯材模块拼件材料对应芯材层各层材料。
6.上述装置中,其中,至少两块所述芯材模块拼件沿侧边缘贴合能够形成与管道体形状相对应的空心管体形状,成为本发明所述一种环保材料芯材模块化拼装管道的基础拼接标准件。并且,所述管道体可以由多层芯材层径向叠加。一方面,管道体相对于背景技术所述高温模芯缠绕制造的管件的机械性能好,尤其在径向承力方面;另一方面,芯材模块拼件的制作工艺适性好,能够适用木或竹质片材的模压工艺。具有制造成本低、经济性好的优点。管道体通过芯材模块拼件拼成,芯材模块拼件为模块化基础件能够提升储存空间和运输空间的利用效率的优点。本发明所述的一种环保材料芯材模块化拼装管道相对于传统的单一材料的管道,以环保层为主,复合了加强层和功能层的材料,可以兼顾物理性能、化学性能以及环保性能,功能多样性,使用适性好。
7.进一步的,所述的一种环保材料芯材模块化拼装管道,所述环保层材料为竹和/或木。作为本发明的优选方案,使用竹材和/或木材作为管道体和芯材层的主体材料,竹、木材料具有轻质、环保、成本低的优点,并且天然具有韧性的机械性能上的优点。此外、通过多层
片材纤维的方向的正交排列,能够得到刚性柔性兼顾的基础性能。
8.进一步的,所述的一种环保材料芯材模块化拼装管道,所述加强层.材料至少包括玻纤网格布、金属丝网、金属薄板、碳纤维网格布等功能材料其中的一种。作为本发明的优选方案,复合加强层,能提升管道体的抗压、抗拉等机械性能。
9.进一步的,所述的一种环保材料芯材模块化拼装管道,所述功能层材料至少包括:玻纤布、玄武岩网格布、碳纤维网格布、铝箔、pet膜、不锈钢薄膜、钢丝网、涂料等功能材料其中的一种。作为本发明的优选方案,在管道体最外层和最里层使用功能层能够提升所述管道体的防水防腐防渗漏保温等性能。其中涂料优选的为,无机纤维涂料,无机纤维涂料属于无机纤维喷涂技术,利用相应的功能性喷涂材料能够对管内壁、外壁的功能层增加防火、保温等功能。
10.进一步的,所述的一种环保材料芯材模块化拼装管道,所述芯材模块拼件横截面形状的两侧拼接边上设有阶梯形搭接部。作为本发明的优选方案,在厚度一定的情况下增加接缝径向上的长度,提升防渗漏以及密封性能。
11.进一步的,所述的一种环保材料芯材模块化拼装管道,互相搭接的芯材模块拼件的一对所述阶梯形搭接部上穿设有紧固件。作为本发明的优选方案,通过紧固件进一步加强接缝连接的牢固性,防止开裂,其中紧固件优选的为铆钉或圆榫。
12.进一步的,所述的一种环保材料芯材模块化拼装管道,所述芯材层至少为2层,相邻两层芯材层的侧边拼接缝互相错开。作为本发明的优选方案,即相邻两层芯材层周向上的接缝不互相重叠。提升管道体整体的防渗漏性以及密封性。
13.进一步的,所述的一种环保材料芯材模块化拼装管道,所述相邻两层芯材层的轴向上的接缝互相错开。作为本发明的优选方案,即相邻两层芯材层轴向上的接缝不互相重叠。提升管道体整体的防渗漏性以及密封性。
14.所述的一种环保材料芯材模块化拼装管道的制造方法,包括如下步骤:s1:将对应各环保层、加强层、功能层材料的的片材进行尺寸裁切;s2:通过芯材模块拼件的模具将涂胶黏剂依顺序叠加的各层片材进行冷压/热压,得到芯材模块拼件基础型状;s3:通过机床对芯材模块拼件进行齐边加工以及阶梯形搭接部的加工,得到各尺寸形状的芯材模块拼件;s4:将对应最里层的芯材层的各芯材模块拼件在芯模轴上通过胶黏剂进行拼缝,进行周向上和/或轴向上的粘接,其中芯模轴对应管道体空心腔;s5:通过至少两块动模,将最里层的芯材层在芯模轴上进行压合定型,其中至少两块动模形成的模腔形状对应最里层的芯材层的外轮廓;s6:再在里层的芯材层的外侧面上涂覆胶黏剂进行外一层的芯材层的拼缝,再使用适应于外一层尺寸的动模进行压合定型,直至得到设计要求。作为本发明的优选方案,步骤6中进行外一层的芯材层的拼缝操作时,将周向以及轴向处的接缝互相错开,即各层之间的接缝不互相重叠。其中,胶黏剂为聚胺脂防水防腐胶水和/或防火型的聚胺脂胶水,胶黏剂形成的膜层也属于加强层和/或功能层。
15.进一步的,所述的一种环保材料芯材模块化拼装管道的制造方法,功能层的材料包括涂料时,则在s2完成后进行功能层的涂覆作业。
16.进一步的,所述的一种环保材料芯材模块化拼装管道的制造方法,至少一层1压合定型后,互相拼接的芯材模块拼件的互相搭接的阶梯形搭接部处打入一组紧固件。
17.上述技术方案可以看出,本发明具有如下有益效果:本发明提供了一种环保材料芯材模块化拼装管道,至少两块所述芯材模块拼件沿侧边缘贴合能够形成与管道体形状相对应的空心管体形状,成为本发明所述一种环保材料芯材模块化拼装管道的基础拼接标准件。并且,所述管道体可以由多层芯材层径向叠加。一方面,管道体相对于背景技术所述高温模芯缠绕制造的管件的机械性能好,尤其在径向承力方面;另一方面,芯材模块拼件的制作工艺适性好,能够适用木或竹质片材的模压工艺。具有制造成本低、经济性好的优点。管道体通过芯材模块拼件拼成,芯材模块拼件为模块化基础件能够提升储存空间和运输空间的利用效率的优点。本发明所述的一种环保材料芯材模块化拼装管道相对于传统的单一材料的管道,以环保层为主,复合了加强层和功能层的材料,可以兼顾物理性能、化学性能以及环保性能,功能多样性,使用适性好。
附图说明
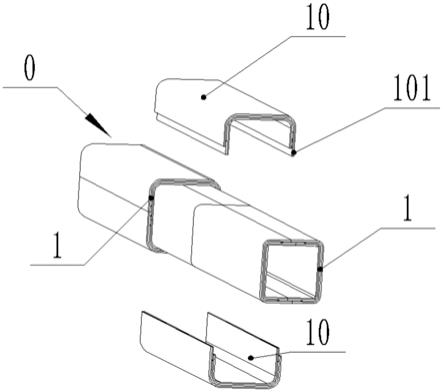
18.图1为公开号为cn 1453109a的发明专利申请说明书附图5;图2为本发明所述的一种环保材料芯材模块化拼装管道的三维结构示意图(方框形管);图3为本发明所述的一种环保材料芯材模块化拼装管道的外层的部分芯材模块拼件爆炸示意图(方框形管);图4为本发明所述的一种环保材料芯材模块化拼装管道的横截面的结构示意图(方框形管);图5为本发明所述的一种环保材料芯材模块化拼装管道的模压成型示意图(方框形管);图6为本发明所述的一种环保材料芯材模块化拼装管道的三维结构示意图(圆管);图7为本发明所述的一种环保材料芯材模块化拼装管道的外层的部分芯材模块拼件爆炸示意图(圆管);图8为本发明所述的一种环保材料芯材模块化拼装管道的横截面的结构示意图(圆管);图9为本发明所述的一种环保材料芯材模块化拼装管道的模压成型示意图(圆管);图10为本发明所述的一种环保材料芯材模块化拼装管道的所述芯材模块拼件通过紧固件连接的示意图(方框形管)。
19.图11为为本发明所述的一种环保材料芯材模块化拼装管道的所述芯材模块拼件通过紧固件连接的剖视图(方框形管)。
20.图中:102-紧固件;101-阶梯形搭接部;22-动模;21-芯模轴;13-功能层;12-加强层;11-环保层;10-芯材模块拼件;3-连结斜缝;1-芯材层;0-管道体。
具体实施方式
21.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
22.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
23.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上,除非另有明确的限定。
24.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
25.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
26.实施例1结合图2-4所示的一种环保材料芯材模块化拼装管道,包括管道体0,管道体0横截面呈方框形,所管道体0包括2层芯材层1,所述芯材层1包括2层环保层11和1层加强层12,2层环保层11之间设有1层加强层12;所述芯材层1还包括功能层13,所述功能层13设置在里层的芯材层1最里层和外侧的芯材层1的最外层;并且,所述芯材层1周向上由2块芯材模块拼件10沿侧边接缝拼成,芯材模块拼件10材料对应芯材层1各层材料。所述芯材模块拼件10横截面形状的两侧拼接边上设有阶梯形搭接部101。并且,2层芯材层1的侧边拼接缝互相错开;2层芯材层1的轴向上的接缝互相错开。
27.其中,所述环保层11材料包括竹和木,所述加强层12材料包括玻纤网格布。最外层的功能层13材料为不锈钢薄膜,最里层的功能层13材料为pet膜。
28.结合图5所示的本实施例所述的一种环保材料芯材模块化拼装管道的制造方法,包括如下步骤:s1:将对应各环保层11、加强层12和功能层13材料的的片材进行尺寸裁切;s2:通过芯材模块拼件10的模具将涂胶黏剂依顺序叠加的各层片材进行冷压,得到芯材模块拼件10基础型状;
s3:通过机床对芯材模块拼件10进行齐边加工以及阶梯形搭接部101的加工,得到各尺寸形状的芯材模块拼件10;s4:将对应最里层的芯材层1的各芯材模块拼件10在芯模轴21上通过胶黏剂进行拼缝,进行周向上和轴向上的粘接,其中芯模轴21对应管道体0空心腔;s5:通过2块动模22,将最里层的芯材层1在芯模轴21上进行压合定型,其中至少两块动模22形成的模腔形状对应最里层的芯材层1的外轮廓;s6:再在里层的芯材层1的外侧面上涂覆胶黏剂进行外一层的芯材层1的拼缝,再使用适应于外一层尺寸的动模22进行压合定型,直至得到设计要求。
29.基于上述结构,其中,2块所述芯材模块拼件10沿侧边缘贴合能够形成与管道体0形状相对应的空心管体形状,成为本实施例所述一种环保材料芯材模块化拼装管道的基础拼接标准件。并且,所述管道体0可以由多层芯材层1径向叠加。一方面,管道体0相对于背景技术所述高温模芯缠绕制造的管件的机械性能好,尤其在径向承力方面;另一方面,芯材模块拼件10的制作工艺适性好,能够适用木或竹质片材的模压工艺。具有制造成本低、经济性好的优点。管道体0通过芯材模块拼件10拼成,芯材模块拼件10为模块化基础件能够提升储存空间和运输空间的利用效率的优点。本实施例所述的一种环保材料芯材模块化拼装管道相对于传统的单一材料的管道,以环保层11为主,复合了加强层12和功能层13的材料,可以兼顾物理性能、化学性能以及环保性能,功能多样性,使用适性好。
30.其中,使用竹和/或木作为管道体0和芯材层1的主体材料,竹、木材料具有轻质、环保、成本低的优点,并且天然具有韧性的机械性能上的优点。此外、通过多层片材纤维的方向的正交排列,能够得到刚性柔性兼顾的基础性能。复合加强层12,能提升管道体0的抗压、抗拉等机械性能。在管道体0最外层和最里层使用功能层13能够提升所述管道体0的防水防腐防渗漏保温等性能。
31.其中,相邻两层芯材层1的侧边拼接缝和轴向上的接缝互相错开。即相邻两层芯材层1周向上和轴向上的接缝不互相重叠。提升管道体0整体的防渗漏性以及密封性。
32.基于上述方法,步骤6中进行外一层的芯材层1的拼缝操作时,将周向以及轴向处的接缝互相错开,即各层之间的接缝不互相重叠。其中,胶黏剂为聚胺脂防水防腐胶水和/或防火型的聚胺脂胶水,胶黏剂形成的膜层也属于加强层12或功能层13。
33.实施例2结合图6-8所示的一种环保材料芯材模块化拼装管道,包括管道体0,管道体0横截面呈圆环形,所管道体0包括2层芯材层1,所述芯材层1包括2层环保层11和1层加强层12,2层环保层11之间设有1层加强层12;所述芯材层1还包括功能层13,所述功能层13设置在里层的芯材层1最里层和外侧的芯材层1的最外层;并且,所述芯材层1周向上由3块芯材模块拼件10沿侧边接缝拼成,芯材模块拼件10材料对应芯材层1各层材料。所述芯材模块拼件10横截面形状的两侧拼接边上设有阶梯形搭接部101。并且,2层芯材层1的侧边拼接缝互相错开;2层芯材层1的轴向上的接缝互相错开。
34.其中,所述环保层11材料包括竹材和木材,所述加强层12材料包括玻纤网格布。最外层的功能层13材料为不锈钢薄膜,最里层的功能层13材料为pet膜。
35.结合图9所示的本实施例所述的一种环保材料芯材模块化拼装管道的制造方法,包括如下步骤:
s1:将对应各环保层11、加强层12和功能层13材料的的片材进行尺寸裁切;s2:通过芯材模块拼件10的模具将涂胶黏剂依顺序叠加的各层片材进行冷压,得到芯材模块拼件10基础型状;s3:通过机床对芯材模块拼件10进行齐边加工以及阶梯形搭接部101的加工,得到各尺寸形状的芯材模块拼件10;s4:将对应最里层的芯材层1的各芯材模块拼件10在芯模轴21上通过胶黏剂进行拼缝,进行周向上和轴向上的粘接,其中芯模轴21对应管道体0空心腔;s5:通过2块动模22,将最里层的芯材层1在芯模轴21上进行压合定型,其中至少两块动模22形成的模腔形状对应最里层的芯材层1的外轮廓;s6:再在里层的芯材层1的外侧面上涂覆胶黏剂进行外一层的芯材层1的拼缝,再使用适应于外一层尺寸的动模22进行压合定型,直至得到设计要求。
36.基于上述结构和制造方法,本实施例是在实施例1的基础上每层芯材层1周向上由3块相等芯材模块拼件10拼成。
37.实施例3结合图10和图11所示,在实施例1的基础上,两层互相搭接的芯材模块拼件10的一对所述阶梯形搭接部101上穿设有紧固件102。本实施例的紧固件10为圆榫,通过紧固件102进一步加强接缝连接的牢固性,防止开裂。
38.其制造方法为:在实施例1的基础上,当至少一层1压合定型后,互相拼接的芯材模块拼件10的互相搭接的阶梯形搭接部101处打入一组紧固件102。
39.以上结合具体实施例描述了本发明的技术原理,这些描述只是为了解释本发明的原理,而不能以任何方式解释为对本发明保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本发明的其它具体实施方式,这些方式都将落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1