经热处理的PVC塑料面板的制作方法
经热处理的pvc塑料面板
1.分案申请说明
2.本技术是申请日为2018年2月2日、申请号为201880010048.7、题为“经热处理的pvc塑料面板”的中国发明专利申请的分案申请。
技术领域
3.本发明涉及用于处理基于硬质pvc(pvc-u)承载板的改进的面板,特别是墙壁、天花板或地板面板的方法,及其制造方法。
背景技术:
4.聚氯乙烯长期以来一直用于制造地板覆盖物。聚氯乙烯(pvc)是在不添加添加剂的情况下硬而脆的热塑性材料。然而,通过添加合适的辅助材料(诸如增塑剂、填料、着色剂、稳定剂等),可以在较宽的范围内调节pvc的机械性能。为此,本文件中的术语“pvc”不是指纯聚氯乙烯,而是指包括通常添加和实际使用所必需的添加剂的pvc,除非另有说明。
5.在公报de 10 2006 058 655 a1中描述了现有技术的典型示例。该公报公开了多层矩形层压板的形式的地板面板,其具有由柔软地聚氯乙烯制成的承载板和布置在聚氯乙烯层顶部的装饰纸层。装饰纸张的施加在技术上是复杂的并且涉及相当大的成本。
6.从de 10 2006 029 963 a1中已知由聚氯乙烯制成的地板覆盖物,其涂有耐磨漆层,以改进pvc地板覆盖物的耐用性。漆层基于丙烯酸酯树脂并且通过辐射固化。该公报的核心在于向丙烯酸酯树脂中添加导电物质,以为成品地板覆盖物提供抗静电和/或导电性能。
7.同一申请人的wo 2008/061791 a1表示了漆涂层的进一步发展。该公报的内容通过引用整体并入本文。该公报的改进的核心在于以下事实:两个液体的、不同聚合物层湿对湿地施加到面板的表面,使得发生的涂布剂部分混合。然后,将这两个湿对湿涂层一起固化,其中,固化的所得涂层由于部分混合而具有硬度梯度,涂层的硬度随着从所得涂层表面的深度的增加而减小。
8.ep 3 088 205 a1涉及制造装饰墙壁或地板面板的方法以及根据这种方法制造的墙壁或地板面板。
9.公报wo 2011/1418549 a1涉及一种类型的地板,其包括至少一个衬底和设置在其上的上层,上层包括图案。衬底基本上由泡沫塑料层组成。
10.公报de 10 2010 011 602 a1公开了一种方法,其中,首先,用塑料薄膜在一侧或两侧层压承载板。将层压的承载板进料至打印机,并且用图像或图形图案对板进行印刷,由此,然后使用uv辐射固化墨水。然后,将印刷的板从打印机中移出,并且将其暂时存放在搁架中以便进一步加工。然后,用单层或多层uv可固化漆涂布印刷的承载板。
11.公报fr 2 805 548 a1涉及一种用于制造防滑地板覆盖物的方法,该地板覆盖物包括用或不用织物芯增强的并且与表面覆盖物相关联的增塑pvc 基础结构,其是提供具有防滑性能的布置的嵌入颗粒。
12.pvc板因此也是由pvc板制成的面板或地板的基本问题在于它们不耐高热负荷,诸如太阳辐射等。例如,pvc板在暴露于直射阳光时会扭曲或弯折。当瓷砖用作地板并且靠近大窗户区域(诸如冬季花园等)安装时,这可能会发生。诸如辐射器等的其他热影响也会导致pvc板的扭曲和弯曲,使得它们在家庭中的使用受到某些限制。
13.鉴于这些已知的pvc板及其缺点,本发明旨在提供用于处理pvc板的方法,以改进已知板的耐受性。特别地,本发明的任务是提供用于处理 pvc板的方法,该方法可以增加板对太阳辐射和热应力的耐受性。另一个任务是提供改进的面板,特别是墙壁、天花板或地板面板,其包括(特别是)硬质pvc的支撑板。另一个任务是提供具有改进的耐用性和高质量装饰图案的这种面板。
14.在阅读本说明书时仍然提到的或者可以由专家认识到的这些和其它任务由根据权利要求1的用于处理pvc板的方法、根据权利要求9的面板和根据权利要求25的用于制造该面板的方法来解决。
技术实现要素:
15.本发明涉及用于处理聚氯乙烯(pvc)板的方法,该方法包括按给定顺序的下列步骤:提供pvc板;在炉中将pvc板加热到至少70℃;以及冷却加热板。因此,该方法涉及pvc板的热处理。令人吃惊的是,已经发现这种热处理导致已知pvc板的特别是对热和/或太阳辐射的耐受性的显著改进。认为将板加热到玻璃化转变温度(玻璃化温度)及以上导致板的内应力减小。为此,应将板加热到至少70℃,这是由于该温度接近常规 pvc板,特别是硬质pvc的玻璃化转变温度。虽然物理和化学关系不明确,但怀疑加热和随后的冷却导致大分子的重新取向,这导致内应力的减小,或者最终导致板的耐受性的改进。特别地,例如,当pvc板暴露于强烈的直射阳光时,根据本发明的pvc板的处理可以有效地减小或防止板的变形或者弯曲的发生。根据本发明的处理可以在未经处理的pvc板(诸如从挤压机出来的那些板)上进行。然而,其也可以随后应用于具有作为支撑板的pvc板并且可以具有附加层的面板。在本公开中更详细地描述了这种面板的示例。
16.优选将板加热到至少其玻璃化转变温度,并且特别优选到至少75℃、更优选到至少79℃、更优选到至少81℃、甚至更优选到至少85℃。pvc 的玻璃化转变温度约为80℃,但根据所使用的添加剂,其也可略低或更高。出于本发明的目的,有利的是,稍微超过(即,超过几度)所使用的 pvc的玻璃化转变温度。pvc板应优选完全达到期望温度,即,板的芯也应优选具有期望的最低温度。然而,由于pvc的低导热性,pvc板的芯 (即,最内层)可能需要相对较长的时间才能达到期望温度。因此,优选在板的挤压期间使用热能,并且在挤压之后不允许板完全冷却。相反,允许板冷却至仅40-50℃,然后在炉中加热至玻璃化温度以上。应优选均一地加热整个板体积。以这种方式,实现了特别是尺寸稳定的板。
17.优选将板保持在最低温度至少3分钟、更优选至少5分钟并且最优选至少10分钟。已经表明,如果在再次冷却下来之前将板保持在期望的最低温度一段时间,可以最安全地实现板的内应力或者预期的和创造性的效果。
18.此外,优选以平均2℃/min至20℃/min、优选平均4℃/min至15℃ /min、更优选平均6℃/min至12℃/min并且最优选平均为7℃/min至10℃ /min的加热梯度对板进行加热。pvc的导热性相对较低,使得缓慢加热是有利的,否则板的最外部分可能显著高于期望的最
低温度,而板的内部仍然相对较冷。因此,对给定区域的缓慢加热导致均匀地加热并因此导致分子的更均匀的重新取向或重新排列(据了解,加热对分子取向的确切效果尚未完全知晓)。认为这种均匀性对于这种缓慢加热的板的特别好的性能是决定性的。在例如1℃/min的加热梯度下,在一小时内将板加热约 60℃。由于仍然冷却的板和炉温度之间的较高温差,因此开始时的加热可能比过程结束时的更快,其取决于所使用的炉和加热类型。因此,虽然可以通过适当的炉选择或炉控制使这种效果最小化,但是加热梯度在加热过程开始时比在过程结束时更大。因此,关于梯度的数据在这里应理解为平均梯度,在某种意义上,例如2℃/min的梯度意味着将板从20℃加热到 100℃需要约40分钟。同样,虽然基本期望将板完全加热,但是使板的质量的大部分(诸如质量的约90%)达到期望温度也是足够的。
19.冷却过程与加热板一样重要。在快速和不均一冷却的情况下(例如在处于室温的水浴中进行冲击冷却),尽管存在先前的加热,但是只能观察到稳定性的轻微改进或没有改进。为了实现改进,应将板缓慢并均一地冷却到至少50-40℃。缓慢冷却完全至室温是有利的。然而,如果在达到 50℃的温度后将板放入水浴中,也证明了稳定性的明显改进,然而,水浴应具有不低于35-25℃的水温(取决于待浸渍板的初始温度;板与水浴之间的温差不应太大)。
20.该板还优选以受控的方式优选在冷却炉中冷却,并且以平均3℃/min 至20℃/min、优选平均5℃/min至15℃/min、更优选平均7℃/min至12℃ /min并且最优选平均8℃/min至10℃/min的冷却梯度在表面上方均匀地冷却至30-50℃的板芯中的最低温度。冷却梯度应以与加热梯度相同的方式理解,即平均值,直至板达到约30至50℃的芯温度,例如仅比环境高 10℃。缓慢且受控的冷却导致特别耐受性的板。认为缓慢冷却导致分子取向的良好固定。
21.优选地,pvc板在传送机上通过炉进料,并且炉是连续炉。由于可以在连续炉中实现具有不同温度的不同加热区域,因此以这种连续方法的加热和/或冷却是特别经济的。因此,例如,炉中的温度可以在通过炉的传送方向上连续增加或减小,由此可以实现用于加热或冷却的均匀梯度。
22.优选地,加热板的冷却在连续炉中进行。在此,也有利的是沿着通过炉的板的传送方向设置不同的温度范围,使得例如通过使板与环境之间的温差保持大致恒定,来使冷却梯度尽可能地保持均匀。炉内的温度有利地沿着通过炉(冷却炉)的板的传送方向减小。当板离开炉时,其优选具有与周围温度相似的温度,例如仅比周围温度高10℃或20℃。
23.根据本发明,还提供了包括聚氯乙烯板(下文中,在板的描述中同义地称为板和支撑板)的、优选如上所述地进行处理的面板。薄膜附着于板上,其中,薄膜是具有0.04至0.2mm的厚度并包括直接印刷在其上的装饰图案的pvc薄膜,并且固化的聚合物层设置在pvc薄膜上方。聚合物层通常优选基于可聚合树脂,特别是丙烯酸酯树脂。通常,固化的聚合物层优选具有根据开头所述的同一申请人的wo 2008/061791的硬度梯度。 pvc板的热处理优选在施加薄膜(优选pvc薄膜)之后进行。装饰印刷和其它层的施加优选在对设置有薄膜的pvc板进行热处理之后进行。
24.聚氯乙烯的板通常优选由硬质pvc(也称为pvc-u)构成,即它基本上不含或不含增塑剂。这适用于在此所述的所有过程和产品。
25.与上述现有技术de 10 2006 058 655 a1相反,本发明提供了一种无需单独的装
饰纸的面板,这是由于装饰图案直接印刷在pvc薄膜上。pvc 薄膜的优点在于可以省去承载板的昂贵的预处理(尽管如果需要,预处理当然是可能的)。特别地,在根据本发明的厚度中,如果使用pvc薄膜,则无需研磨承载板的表面,并且也可以有利地省略现有技术中通常所必需的填料和底漆的施加。
26.在优选实施例中,聚合物层包含硬度梯度,使得聚合物层的硬度随着从聚合物层表面观察到的深度的增加而基本上连续地减小。这种具有硬度梯度的层与相对柔软的pvc薄膜结合是有利的,并且尤其实现了良好的隔音效果。
27.用于印刷装饰图案的印刷油墨是基于溶剂的,并且优选uv印刷油墨。这种印刷油墨轻微地溶解pvc薄膜的表面,导致印刷油墨牢固地固定在薄膜上。uv油墨的使用还导致油墨与pvc薄膜表面的非常好的交联。因此,uv油墨是特别优选的,这是由于它们含有化学性地结合到后一种网络中的反应性溶剂,例如n-乙烯基己内酰胺。
28.因此,优选使用可聚合印刷油墨(墨水(tinte)),特别是基于 basf公司提供的可聚合丙烯酸树脂和/或n-乙烯基己内酰胺(液体反应性稀释剂),来印刷装饰图案。申请人惊奇地发现,通过使用可聚合印刷油墨代替普通的水基乳液油墨,可以实现层体系的改进的粘合性能。这特别适用于具有聚合物层,尤其是具有硬度梯度的优选应用。已发现油墨中可聚合丙烯酸酯和n-乙烯基己内酰胺的合适的重量比例为2%至50%、更优选5%至40%、最优选10%至30%。这些值是指丙烯酸酯和n-乙烯基己内酰胺的总和。例如,印刷油墨中n-乙烯基己内酰胺的重量比例为3%至 12%。
29.如果装饰层(即,装饰图案)的印刷油墨和聚合物层一起固化或聚合 (如在数字印刷中,如果装饰层直接印刷,则装饰层实际上由印刷油墨构成),则积极效果尤其明显。聚合物层或可聚合印刷油墨(诸如通常的可聚合丙烯酸酯或uv反应性油墨)的固化应理解为意指在聚合期间发生的化学反应。油墨和聚合物层的可聚合组分(丙烯酸酯体系和/或n-乙烯基己内酰胺)的联合固化(聚合)导致在两层的交界处化学交联,这被认为是改进层的粘合性的原因。
30.优选用于本发明的可聚合组分包括作为其主要组分的丙烯酸酯,特别是丙烯酸酯单体、低聚物和可选的光引发剂,以及作为液体反应性稀释剂的n-乙烯基己内酰胺。除了丙烯酸酯之外,n-乙烯基己内酰胺可以作为冲淡剂加入到印刷油墨中并且与它们一起聚合。或者,由于n-乙烯基己内酰胺本身可以聚合,因此也可以省去丙烯酸酯并提供相应的更大量的n-乙烯基己内酰胺。从德国公报de 197 02 476 a1中,专家已知这方面的细节。在优选实施例中,可聚合组分因此基本上由n-乙烯基己内酰胺构成。光引发剂在辐射的影响下实现单体或低聚物的聚合,由此印刷油墨快速固化。
31.优选地,pvc薄膜具有从0.05至0.15mm、更优选从0.06至0.095mm 的厚度。这种厚度可以很好地加工,并且特别是用压延机来施加。例如,可以使用加热的压延机来直接施加pvc薄膜,使得薄膜热连结/熔合到承载板上。然后,无需使用额外的粘合剂而将薄膜附着到承载板上,尽管替代地或附加地这可以当然是可能的。
32.优选地,聚氯乙烯板具有900至2,500kg/m3、优选1,000至 2,200kg/m3、更优选1,300至1,950kg/m3并且最优选1,350至1,500kg/m3的密度。这种密度导致非常坚固且耐用的板,当面板用作地板覆盖物时,这是特别有利的。另外,这些板允许锁定或耦合元件结合在板的侧边缘处,例如以便能够以形状配合的方式将若干相似的板彼此连接。
33.已经证明,pvc板(或承载板)的厚度(强度)在3至20mm之间、优选在4至15mm之间、更优选在3至12mm之间并且最优选在4至 10mm之间是有利的。已经发现,这些区域在制造期间为承载板的厚度提供了足够的稳定性,并且还提供了成品面板的足够的冲击音吸收性(当用作地板时)和尺寸稳定性。
34.在优选实施例中,包含uv底漆的层设置在pvc薄膜上。该层优选具有1至20g/m2、更优选2至15g/m2并且最优选2至5g/m2的表面质量。已经证明,例如,具有2g/m2的量的二丙二醇二丙烯酸酯是合适的材料,其具有良好的效果。底漆优选施加到印刷油墨上,从而改进印刷油墨、基材和聚合物层之间的粘合性。已经表明,特别是在油墨少的区域,通过使用底漆可以改进粘合性。
35.pvc板通常优选是挤压pvc板。
36.在优选实施例中,在聚合物层中嵌入具有10至100μm、优选20至 80μm、更优选25至70μm并且尤其是30至60μm的平均直径的耐磨颗粒,尤其是刚玉颗粒。耐磨颗粒使得能够显著增加根据本发明的面板的寿命。
37.在优选实施例中,使用数字印刷工艺直接施加到pvc薄膜上的装饰图案代表了根据本发明的面板的唯一装饰层,即,没有提供其它装饰纸或装饰薄膜。因此,无需提供单独的装饰纸或类似物,这导致显著降低成本并且简化根据本发明的面板的制造过程。
38.如开头所述,根据本发明的优选实施例,装饰层的(装饰图案的)印刷油墨优选通过将其一起照射,而与施加在其上的聚合物层一起固化(聚合)。这导致在印刷油墨和施加在其上方的聚合物层之间的交界处使用的聚合物的部分化学交联。已经表明,可以实现聚合物层与承载板的特别好的粘合。
39.根据本发明,还提供了制造面板,特别是墙壁、天花板或地板面板,的方法。
40.该方法的第一步骤是提供聚氯乙烯板(承载板),其优选用上述方法之一(热处理/温度处理)进行处理。此外,面板优选具有900至 2,500kg/m3的密度。或者,也可以提供未经处理的pvc板,并且上述热处理只能在将一些或所有其它层施加到板上之后再进行。优选借助于压延机将具有0.04至0.2mm的厚度的pvc薄膜施加到该承载板上,然后优选进行热处理。在热处理之后,在pvc薄膜上印刷装饰图案。
41.在将装饰图案印刷在pvc薄膜上之后,将液体第一聚合物层施加到底漆层。在进一步的步骤中,聚合物层优选与印刷油墨一起固化。可选地,可以以液体形式将至少第二聚合物层施加到仍然湿润的第一聚合物层,使得涂布剂部分混合。印刷油墨和聚合物层的固化可以在一个方法步骤中进行,但也可以在两个单独的方法步骤中连续进行。聚合物层的硬化或固化应理解为在聚合期间发生的化学反应。必须将其与这些层的干燥进行区分,在干燥中,仅减小或除去水含量。
42.优选施加第一聚合物层和第二聚合物层,使得固化的聚合物层具有硬度梯度,其中,涂层的硬度随着从所得涂层的表面观察到的深度的增加而减小。在开头所述的wo 2008/061791 a1中更详细地描述了该过程,因此这里不再给出进一步的细节。
43.优选地,以使得pvc薄膜热焊接到载体层的方式来使用加热的压延机。以这种方式,可以在单个步骤中容易且安全地施加和固定薄膜。
44.此外,直接印刷的装饰图案优选模仿木材、石材或瓷砖表面。pvc薄膜通常优选为单色或白色。这为大多数商业上使用的装饰提供了良好的背景颜色。
45.在下文中,将使用两个非限制性示例更详细地解释优点:
46.参考示例:“具有传统间接凹版印刷的面板”。
47.首先,通过辊涂机向具有4mm的厚度的pvc承载板提供基于市售水性丙烯酸分散体的底漆。在下一步骤中,通过辊涂机使用基于高度填充的水性丙烯酸酯分散体的平滑化合物,来使pvc承载板平滑。随后,通过浇铸施加与填料和有色颜料混合的基于水性丙烯酸酯分散体的底漆。在这些涂布步骤中的每一步骤之后,在80至200℃的温度下进行中间干燥。将以这种方式处理的pvc承载板供应到印刷机,该印刷机基本上由雕刻辊和用于将印刷图像从(雕刻辊)雕刻滚筒传送到板的橡胶辊构成。印刷图像由三个下游印刷单元产生,由此每个印刷单元施加其自己的由油墨颜料和水性丙烯酸分散体构成的印刷油墨。例如,如果模仿深色胡桃木,则施加 5g/m2的印刷油墨。然后通过辊涂机将市售uv底漆施加到油墨层上。最后,如wo 2008/061791中所述,施加聚合物层以产生具有硬度梯度的聚合物层。
48.示例:“图案印刷在pvc薄膜上的面板”。
49.使用由硬质pvc制成的6mm厚的pvc承载板,并且使用加热的压延机将具有0.03mm的厚度的pvc薄膜施加到其上,使得将薄膜热焊接到承载板上。然后,优选地,以这种方式产生的板在中间冷却至30-50℃之后进行上述热处理。在附着的pvc薄膜上,使用数字打印机产生与示例1相同的装饰图像。然而,使用基于溶剂的、uv固化数字印刷油墨。为了产生印刷图像,需要约2g/m2的油墨量。首先,用150mj/cm2(汞)固定油墨。然后,施加2g/m2的第一uv固化层,其主要包含二丙二醇二丙烯酸酯。在未照射的层上,施加含有与光引发剂混合的低聚物的双键。然后,用uv辐射源照射该化合物,并且固化可聚合组分。所得聚合物层包含印刷油墨及其上方的所有层。
附图说明
50.在下文中,使用附图更详细地解释本发明,其中:
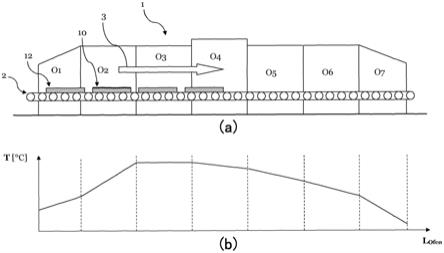
51.图1a示意性地示出了用于pvc板的热处理的装置;
52.图1b示意性地示出了装置中的温度曲线图;
53.图2示出了具有由聚氯乙烯制成的承载板12的板10的示意图;
54.图3示出了涂布装置的示意图;和
55.图4示意性地示出了用于比较经处理的和未经处理的面板的实验仪器。
具体实施方式
56.图1示意性地示出了用于pvc板的热处理的装置。该装置基本上由炉 1组成,在所示的示例中,炉1是连续炉。炉配备有传送机2,传送机2沿箭头3的方向使待处理的部件移动通过炉。附图标记12表示从左到右传送通过炉的pvc板。附图标记10表示已经涂布或设置有如下所述的薄膜的成品面板。这样的涂布面板10也可以经受以便相应地处理面板10的相应的承载板12的热处理。炉1包括七个区域o1至o7,在这些区域中,存在不同的温度。当然,所示装置仅是示例性的,并且具有更多或更少区域的装置以及具有如在此提出的完全不同的温度分布的装置也是可能的。板12或面板10进入炉的第一区域o1。第一区域o1内的温度在炉的传送方向上连续上升。
57.炉的各个区域内的温度进程或温度分布如图1b所示。温度显示在竖轴上并且横轴
对应于沿着炉的长度(l
oven
)的进程。虚线表示不同区域 o1至o7之间的过渡。在所示的示例中,区域o1内的温度以相对较低的增加率连续上升。其原因在于,面板或板在进入炉时具有相对较低的温度,诸如室温,因此即使相对较低的炉温也会导致板的快速加热。例如,这是因为本体加热的速度基本上取决于本体和周围空气之间的温差。如技术人员所知,较大的温差导致更大的热能传递,从而导致本体的更快的加热。通过适当选择炉的传送方向上的温度分布,可以控制板的加热的时间进程。期望加热应尽可能地均衡,即在处理期间,加热或冷却梯度应尽可能恒定
58.在区域o2中,相较于在区域o1中,温度在传送方向上相对更多地上升。在区域o3中,温度保持恒定,并且在输送通过区域o3期间,将面板或板保持在期望的目标温度几分钟。在区域o4中,炉中的温度在传送方向上缓慢降低,如图1的(b)中相对平坦的温度进程所示。然后,在随后的区域o5至o7中,温度进一步下降,使得板或面板缓慢冷却至接近室温的温度(例如,30或35℃)。如所示出的,冷却阶段有利地比加热阶段更长,即冷却应该优选地相对缓慢地进行。在板离开炉后,可以根据需要对其储存或进一步处理。
59.图2示出了面板10,其具有若干薄膜或层并且可以用作例如地板面板。面板10包括由pvc 12制成的板(承载板),板在其相应的边缘处具有允许各个面板10彼此连接的榫舌和凹槽连接。承载板由挤压硬质pvc (pvc-u)构成,并且例如可以使用在此所述的方法之一来进行热处理。
60.在承载板12上方布置pvc薄膜17。装饰图案(装饰层)18优选通过数字印刷工艺印刷在薄膜17的顶侧。根据应用,该装饰图案可以是任何图案。在pvc薄膜和装饰层上方,设置uv可固化聚合物层体系19。该图不是按比例绘制的,并且这里示出层彼此之间具有距离(在实际产品中不存在)以便使它们更清晰可见。特别地,板12比施加到其上的层厚得多,即在几毫米的范围内,而施加到其上的层仅占总mm的小部分。
61.在下文中,图3用作描述根据本发明的面板的制造或为此所需的方法的示例。图3示意性地示出了用于涂布板12或用于产生面板10的涂布装置。板12由具有4-8mm的厚度的硬质pvc组成,并且首先进行在此所述的热处理。或者,在此所述的热处理也可以随后在成品面板10或中间产品上进行。板12由辊式传送机21引导通过涂布装置的各个工位。所示的涂布工位不应理解为穷举,而仅用作解释根据本发明的方法的示例并且是纯粹示意性地示出。在所示的工位的前面、后面和之间,可以设置进一步的加工工位,诸如进一步的干燥工位、用于施加底漆的工位、用于施加填料的工位等。第一工位30旨在为用于将pvc薄膜17施加到板12的顶部的压延机单元。薄膜从供应辊31上展开并且通过加热的压延机辊32附着到板12的顶部。使用本领域技术人员已知的合适的切割设备将薄膜切割成一定尺寸(未示出)。
62.在工位60中,使用数字印刷在pvc薄膜17上印刷装饰性装饰,特别是真正的木质装饰。在印刷后,在涂布工位70施加聚合物层。聚合物层被施加有硬度梯度,使得聚合物层的硬度随着从聚合物层表面观察到的深度增加而基本上连续地减小。为此,在第一涂布单元71中,施加基于可聚合丙烯酸酯体系的第一聚合物层。在工位72中,将另一湿对湿聚合物层施加到该第一聚合物层。第二聚合物层例如具有更高的双键含量,如上述硬度梯度应用中详细描述的。在工位71和72中,湿对湿地施加两个聚合物层,使得在两个层的交界处发生部分混合。在工位73中,在uv辐射的影响下,使两个聚合物层一起固化。
63.工位60优选是数字印刷工位并且使用基于可聚合丙烯酸酯的印刷油墨。在这种情况下,优选在工位60和70之间不发生油墨固化,而最多是中间干燥步骤,在干燥步骤期间,从油墨的可聚合丙烯酸酯中除去一些水分。然后,在固化工位73中,印刷油墨、第一聚合物层和第二聚合物层一起固化,导致产生特别耐受的表面。
64.标准pvc和经热处理的pvc的对比
65.通过实验研究了根据本发明的热处理的效果。为此,在双螺杆挤压机上挤压具有2,050kg/m3的密度的pvc承载板。然后,将装饰性高性能层设置在该板上,并且将该板加工成地板面板510。将以这种方式制造的面板铺设到约2x4m的试验区域(“标准pvc”),如图4所示。作为对比,根据本发明,在冷却至约40℃之后,在炉中将同样挤压的板再次加热至85℃,然后再次缓慢冷却(“经热处理的pvc”)。然后,进行如未经处理的面板510的情况下那样的相同的涂布、面板生产和铺设到第二试验区域。
66.用四个ir辐射器501从上方约1m2的区域内照射两个试验区域(如通过大幅拉开窗户模拟太阳辐射,例如在冬季花园中)。辐射器以约1℃ /min的速度将地板或面板加热至约80℃的表面温度。在照射期间,测量并记录面板的最大弯曲。该试验的结果总结在下表中:
[0067][0068][0069]
在未经热处理的pvc(“标准pvc”)的情况下,红外灯501下方的地板在50℃的表面温度下在25分钟后开始显著弯曲。弯曲发生在较大的区域,如图4中的圆圈502所示。经处理的pvc板的地板没有显示出可见的弯曲。未经处理的地板(“标准pvc”)在68.6℃的表面温度下达到其最大弯曲9.5mm。经处理的pvc板的地板在该温度下没有变化。在127 分钟和表面温度为81℃之后,试验中止。
[0070]
在所研究的整个区域中,经处理的pvc板的地板是稳定的并且没有显示出弯曲行为。在试验中获得的表面温度对应于在地板暴露于直射阳光时可以实现的表面温度,尤其在具有深色装饰的情况下。标准pvc的问题经常引起投诉,使得许多面板制造商在其包装上指出该产品“不适合例如冬季花园和阳光直射的地方”。根据本发明的经处理的板没有显示出这样的问题。
[0071]
为了促进对本发明的理解,下面描述进一步的实施例:
[0072]
1.一种处理聚氯乙烯(pvc)板的方法,其包括按给定顺序的以下步骤:
[0073]-提供pvc板;
[0074]-在炉中将所述pvc板加热到至少70℃;
[0075]-冷却经加热的所述pvc板。
[0076]
2.根据实施例1所述的方法,其中,将所述pvc板加热到至少其玻璃化转变温度并且优选到至少75℃、更优选到至少79℃、更优选到至少 81℃、甚至更优选到至少85℃。
[0077]
3.根据实施例1或2所述的方法,其中,将所述pvc板保持在最低温度至少3分钟、更优选至少5分钟并且最优选至少10分钟。
[0078]
4.根据前述实施例中任一项所述的方法,其中,优选以平均2℃/min 至20℃/min、优选平均4℃/min至15℃/min、更优选平均6℃/min至12℃/min并且最优选平均7℃/min至10℃/min的加热梯度对所述pvc板进行加热。
[0079]
5.根据前述实施例中任一项所述的方法,其中,还优选以受控的方式优选在冷却炉中以平均3℃/min至20℃/min、优选平均5℃/min至15℃ /min、更优选平均7℃/min至12℃/min并且最优选平均8℃/min至10℃ /min的冷却梯度对所述pvc板进行冷却。
[0080]
6.根据前述实施例中任一项所述的方法,其中,所述pvc板在传送机上通过所述炉进料并且所述炉是连续炉。
[0081]
7.根据前述实施例中任一项所述的方法,其中,经加热的所述pvc板的冷却发生在所述连续炉中。
[0082]
8.根据前述实施例中任一项所述的方法,其中,在热处理之前或之后,将具有0.04至0.2mm的厚度的pvc薄膜设置在所述pvc板上。
[0083]
9.一种面板,特别是墙壁、天花板或地板面板,包括聚氯乙烯板 (12)和附着于其上的薄膜(17),其特征在于,所述薄膜(17)是具有 0.04至0.2mm的厚度并包括直接印刷在其上的装饰图案(18)的pvc薄膜,并且固化的聚合物层(19)设置在所述pvc薄膜上方。
[0084]
10.根据实施例1所述的面板,其特征在于,所述聚合物层(19)包括硬度梯度,使得所述聚合物层的硬度随着从所述聚合物层的表面观察到的深度的增加而基本上连续地减小。
[0085]
11.根据前述实施例中任一项所述的面板,其特征在于,用于印刷所述装饰图案(18)的印刷油墨是基于溶剂的,并且优选是uv印刷油墨。
[0086]
12.根据实施例11所述的面板,其特征在于,所述印刷油墨含有可聚合丙烯酸酯和/或n-乙烯基己内酰胺。
[0087]
13.根据实施例12所述的面板,其特征在于,用于印刷所述装饰图案 (18)的所述印刷油墨含有在油墨中的重量比例为2%至50%、更优选5%至40%并且最优选10%至30%的可聚合丙烯酸酯和n-乙烯基己内酰胺。
[0088]
14.根据前述实施例9至13中任一项所述的面板,其特征在于,所述印刷油墨和所述聚合物层优选通过辐射一起固化。
[0089]
15.根据前述实施例9至14中任一项所述的面板,其特征在于,所述装饰图案(18)通过数字印刷施加。
[0090]
16.根据前述实施例9至15中任一项所述的面板,其特征在于,所述 pvc薄膜具有从0.05至0.15mm、更优选从0.06至0.095mm的厚度。
[0091]
17.根据前述实施例中任一项所述的面板或方法,其特征在于,所述 pvc板(12)具有3到20mm之间、优选4到15mm之间、更优选3到 12mm之间并且最优选4到10mm之间的厚度。
[0092]
18.根据前述实施例9至17中任一项所述的面板,其特征在于,包含 uv底漆的层设置在所述pvc薄膜(17)上方。
[0093]
19.根据前一项实施例所述的面板,其特征在于,所述包含uv底漆 (14)的层具有1至15g/m2的表面质量、优选1.5至10g/m2的表面质量、特别优选2至5g/m2的表面质量。
[0094]
20.根据前述实施例中任一项所述的面板或方法,其特征在于,所述 pvc板(12)是挤压pvc板。
[0095]
21.根据实施例9至20中任一项所述的面板,其特征在于,所述pvc 薄膜(17)胶合或热焊接到所述pvc板。
[0096]
22.根据前述实施例9至21中任一项所述的面板,其特征在于,耐磨颗粒设置在所述聚合物层中,其中,所述耐磨颗粒优选具有10至 150μm、优选20至80μm、更优选25至70μm并且特别优选30至60μm 的平均直径,并且进一步优选由刚玉构成。
[0097]
23.根据前述实施例9至22中任一项所述的面板,其特征在于,所述聚合物层(19)基于下列丙烯酸酯中的一种或多种:1,6-己二醇二丙烯酸酯、聚酯丙烯酸酯、聚氨酯丙烯酸酯和二丙二醇二丙烯酸酯。
[0098]
24.根据前述实施例9至23中任一项所述的面板,其特征在于,所述 pvc薄膜(17)上除了所述装饰图案(18)之外,没有设置其它装饰层、特别是没有装饰纸或装饰薄膜。
[0099]
25.一种用于制造面板,特别是墙壁、天花板或地板面板的方法,包括按给定顺序的以下步骤:
[0100]
执行根据实施例1至9中任一项所述的方法,其中,在热处理之前或之后,将具有0.04至0.2mm的厚度的pvc薄膜施加到pvc板上;
[0101]
直接在所述pvc薄膜上印刷装饰图案;
[0102]
将至少第一聚合物层施加到所述pvc薄膜上;以及
[0103]
固化所述聚合物层。
[0104]
26.根据实施例25所述的方法,其特征在于,将第二液体聚合物层施加到仍然湿润的所述第一聚合物层上,使得聚合物层发生部分混合并且聚合物层一起固化,使得固化的最终聚合物层具有硬度梯度,其中,所述涂层的硬度随着从所得涂层的表面观察到的深度的增加而减小。
[0105]
27.根据前述方法实施例25或26中任一项所述的方法,其特征在于,使用加热的压延机,以用于以使得所述pvc薄膜热焊接到所述承载板上的方式来施加所述pvc薄膜。
[0106]
28.根据前述方法实施例25至27中任一项所述的方法,其特征在于,通过数字印刷将所述装饰图案直接印刷在所述pvc薄膜上。
[0107]
29.根据前述方法实施例25至28中任一项的方法,其特征在于,所述pvc薄膜具有0.05至0.15mm、更优选0.06至0.095mm的厚度。
[0108]
30.根据前述实施例9至29所述的面板或方法,其特征在于,直接印刷的所述装饰图案模仿木材、石材或瓷砖表面。
[0109]
31.根据前述实施例中任一项所述的面板或方法,其特征在于,所述聚氯乙烯板(12)不含增塑剂。
[0110]
32.根据前述实施例中任一项所述的面板或方法,其特征在于,所述聚氯乙烯板(12)由硬质pvc(pvc-u)构成。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1