一种复合包装材料及其制作方法、包装容器与流程
1.本技术涉及包装技术领域,特别是涉及一种复合包装材料及其制作方法、包装容器。
背景技术:
2.由于铝箔材料具备良好的氧气阻隔性能,水蒸气阻隔性能、可见光阻隔性能等,目前市面上用于液体食品的一次性类型的复合包装材料中大多仍包含铝箔。
3.然而,针对包含铝箔的包装复合材料,需要使用浸泡、水洗等化学方法来溶解铝箔以达到回收的目的,该回收方式可能造成铝箔回收不彻底的现象,大大降低含有铝箔的现有复合包装材料的回收再利用效率,甚至造成严重的环境污染问题。鉴于此,如何替代现有复合包装材料中铝箔成为亟待解决的问题。
技术实现要素:
4.本技术主要解决的技术问题是提供一种复合包装材料及其制作方法、包装容器,能够替代现有复合包装材料中的铝箔,有效提高回收再利用效率。
5.为解决上述技术问题,本技术采用的一个技术方案是:提供一种复合包装材料,其中氧气阻隔层包括五元环聚酯或者二羧酸酯聚合物;在温度25℃、相对湿度30%的条件下,所述氧气阻隔层的氧气透过率otr小于0.7cc/(m2
·
day
·
0.1mpa)。
6.为解决上述技术问题,本技术采用的另一个技术方案是:提供一种包装容器,由上述任一实施例中所提及的复合包装材料折叠形成;其中,在温度25℃、相对湿度30%的条件下,所述包装容器的氧气透过率小于0.7cc/(pkg
·
day
·
0.1mpa)。
7.为解决上述技术问题,本技术采用的另一个技术方案是:提供一种复合包装材料的制作方法,包括:提供纸层卷材和双向拉伸的氧气阻隔层卷材;利用高速复合淋膜机在所述氧气阻隔层卷材和所述纸层卷材中间形成复合层,以同时在所述纸层一侧形成依次层叠设置的所述复合层和所述氧气阻隔层;其中,所述氧气阻隔层包括五元环聚酯或者二羧酸酯聚合物,所述氧气阻隔层的氧气透过率otr小于0.7cc/(m2
·
day
·
0.1mpa);采用淋膜工艺在所述氧气阻隔层远离所述复合层的一侧形成内层;采用淋膜工艺在所述纸层远离所述复合层的一侧形成外层。
8.本技术的有益效果是:区别于现有技术的情况,本技术提供的复合包装材料中的氧气阻隔层包括五元环聚酯或者二羧酸酯聚合物,且氧气阻隔层的氧气透过率otr小于0.7cc/(m2
·
day
·
0.1mpa)。通过上述方式,利用五元环聚酯或者二羧酸酯聚合物这类可回收降解的聚合物作为氧气阻隔层的材料,在保证复合包装材料氧气阻隔性能的同时,替代了现有复合包装材料中的铝箔,解决了现有技术中铝箔难以回收彻底的问题,有效提高了复合包装材料的回收再利用效率。
附图说明
9.为了更清楚地说明本技术实施方式中的技术方案,下面将对实施方式描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。其中:
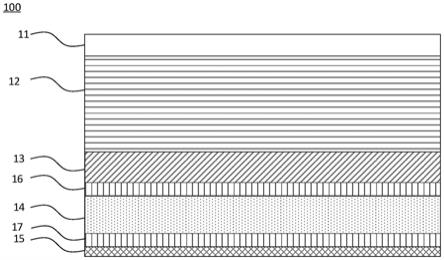
10.图1为本技术复合包装材料一实施方式的结构示意图;
11.图2是图1中纸层一实施方式的结构示意图;
12.图3是图1中纸层又一实施方式的结构示意图;
13.图4为本技术复合包装材料的制作方法一实施方式的流程示意图。
具体实施方式
14.下面将结合本技术实施方式中的附图,对本技术实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本技术一部分实施方式,而不是全部实施方式。基于本技术中的实施方式,本领域普通技术人员在没有做出创造性的劳动前提下所获得的所有其他实施方式,都属于本技术保护的范围。
15.请参阅图1,图1为本技术复合包装材料一实施方式的结构示意图,复合包装材料100包括依次层叠设置的外层11、纸层12、复合层13、氧气阻隔层14和内层15。在本实施方式中,氧气阻隔层14包括五元环聚酯或者二羧酸酯聚合物,在温度25℃、相对湿度30%的条件下,氧气阻隔层的氧气透过率otr小于0.7cc/(m2·
day
·
0.1mpa)。通过上述实施方式,利用五元环聚酯或者二羧酸酯聚合物这类可回收降解的聚合物作为氧气阻隔层14的材料,由于材料本身具备的氧气阻隔性能,有效保证复合包装材料氧气阻隔性能;同时,利用上述材料替代了现有复合包装材料100中的铝箔,解决了现有技术中铝箔难以回收彻底的问题,有效提高了复合包装材料100的回收再利用效率。
16.在一实施方式中,上述五元环聚酯包括一种五元环二羧酸的单体,上述二羧酸酯聚合物包括一种二醇的单体,或者一种含有二羧酸和二醇的单体。在一具体的实施场景中,上述五元环二羧酸的单体可以包括呋喃二甲酸和乙二醇的共聚酯、聚2,5-呋喃二甲酸乙二醇酯、聚2,5-呋喃二甲酸环己烷二甲醇酯、聚(2,5-呋喃二甲酸丁二醇酯-共-壬二酸丁二醇酯)、聚(2,5-呋喃二甲酸丁二醇酯-共-癸二酸丁二醇酯)、聚(2,5-呋喃二甲酸丁二醇酯-共-巴西酸丁二醇酯)、聚(2,5-呋喃二甲酸丁二醇酯-共-1,18-c18-二甲酸丁二醇酯)中至少一种。在又一具体的实施场景中,上述含有二羧酸与二醇的单体包括聚(己二酸丁二醇酯-共-对苯二甲酸丁二醇酯),聚(癸二酸丁二醇酯-共-对苯二甲酸丁二醇酯)中至少一种。当然,在其他实施方式中,氧气阻隔层使用的材料还可以采用生物基的聚羧酸,例如聚谷氨酸pga、聚天冬氨酸、聚赖氨酸pll、聚衣康酸中的一种或多种。通过上述实施方式,利用以上材料替代传统铝箔,可以使得氧气阻隔层同样具备良好的氧气阻隔性能。
17.下面以聚2,5-呋喃二甲酸乙二醇酯(pef)为例详细介绍本技术提供的氧气阻隔层材料的构成。具体地,pef是一种100%生物基、可回收、可降解的聚合物,具体是由两种单体缩聚而成,其中一种是2,5-呋喃二甲酸,简称fdca;另一种是乙二醇,简称meg。上述两种单体均来自于玉米等农作物,以及森林和农业废弃物等非粮食来源,因此,将其选作氧气阻隔层的材料,有利于提高复合包装材料的回收再利用效率。
18.可选地,氧气阻隔层还包括成核剂。成核剂的添加有利于提高共聚物或聚酯材料的结晶度,进而提高复合包装材料的氧气阻隔性能。需要说明的是,结晶度越高,复合包装材料的阻隔性能越好,但对于后续需折叠成盒的复合材料来说,结晶度的提升并不利于折叠成型。优选地,氧气阻隔层的结晶度范围以22%~49%为宜,例如22%、30%、40%或49%。适宜的结晶度范围既能保证材料加工性能,又能保证氧气阻隔性能。
19.可选地,氧气阻隔层还包括氧气缓冲剂,例如维生素e、花青素等抗氧化剂、或者聚酰胺、聚己二酰间苯二甲胺、二甲胺四氢呋喃、n-(苯磺酰基甲基)对甲苯磺酰胺的一种或多种。通过上述实施方式,利用氧气缓冲剂捕捉进入包装材料内部的氧气或氧原子,与之发生氧化反应,氧气向液体饮料内部渗透而氧化影响成分使之变质。优选地,氧气缓冲剂在氧气阻隔层中的质量分数比小于或等于1.5%。
20.请继续参阅图1,本技术复合包装材料100还包括设置于氧气阻隔层14两侧的第一粘结层16和第二粘结层17,其中,第一粘结层16位于复合层13和氧气阻隔层14之间,用于在氧气阻隔层14的一侧将氧气阻隔层14和复合层13粘结在一起,同时对氧气阻隔层14起到防水保护作用;第二粘结层17位于氧气阻隔层14和内层15之间,用于在氧气阻隔层14的另一侧将氧气阻隔层14和内层15粘结在一起,另一方面第二粘结层17也对氧气阻隔层14起到防水保护作用。优选地,第一粘结层16和第二粘结层17的材质和厚度相同。具体地,第一粘结层16和第二粘结层17均包括乙烯丙烯酸乙酯eea、乙烯-丙烯酸甲酯共聚物ema和马来酸酐改性的低密度聚乙烯中至少一种。
21.在一实施方式中,复合包装材料100中的外层11、复合层13和内层15均包括聚乙烯pe。具体地,外层11中的聚乙烯pe起到塑封和防水作用;复合层13中的聚乙烯pe为基材,主要用于与复合包装材料100的第一粘结层16粘结;内层15中的聚乙烯pe包括低密度聚乙烯ldpe、高密度聚乙烯hdpe、线性低密度聚乙烯lldpe、茂金属聚乙烯mlldpe中的至少一种,主要用于直接与被包装的液体食品相接触,成分上需要做到安全稳定,以保证被包装的液体食品的风味。
22.可选地,上述实施例中所提及的聚乙烯pe的原料包括生物基聚乙烯biope。具体而言,生物基聚乙烯biope是一种包含生物基碳原子c14的材料,它可以是由妥尔油经热裂解后得到的乙烯单体再聚合而成的,也可以来自于沙特基础创新塑料的生物基biope,品牌trucircle
tm
solutions),或者来自于巴西布拉斯科公司(braskem)公司由甘蔗副产物为原料生产的生物基聚乙烯。通过上述实施方式,采用生物基聚乙烯biope作为聚乙烯pe的原料,能够降低对石油原料的消耗,大幅度降低产品的碳排放量,减弱温室效应,进而提高复合包装材料的后续回收利用效率。优选地,生物基聚乙烯biope的质量占所聚乙烯pe原料的总质量的比重大于或等于31%,例如31%、50%或80%等。当然,在其他实施方式中,聚乙烯pe的原料还包括物理回收的聚乙烯rpe或者化学回收的聚乙烯rpe等,同样能够降低产品碳排放,降低对石油原料消耗的目的。需要说明的是,上述生物基碳原子指的是碳元素同位素c14;具体地,c14的半衰期为5730年,由于其半衰期达5730年,且碳是有机物的元素之一,则可以根据死亡生物体的体内残余c14成份来推断其存在年龄。当生物在生存的时候,由于需要呼吸,其体内的c14含量大致不变,而生物死去后呼吸停止,此时体内的碳14开始减少。
23.可选地,生物基聚乙烯biope中的生物基碳原子含量占聚乙烯pe中碳原子含量的
比重大于或等于8%,例如8%、34%或60%等。具体地,聚乙烯pe原料中使用的生物基聚乙烯biope越多,则生物基碳原子含量占聚乙烯pe中碳原子含量的比重越大,进而复合包装材料的回收再利用效率更高。
24.可选地,本技术所提供的复合包装材料中的生物基碳原子的含量占复合包装材料中碳原子含量的比重大于或等于90%。对于复合包装材料来说,除了本技术纸层的材料为生物材料外,塑料部分使用到的生物基材料越多,生物基碳原子含量占复合包装材料中碳原子含量越大。其中,生物碳原子含量的测试方式采用cen/ts 16137或astm 6866方法。通过上述实施方式,能够有效提高复合包装材料中的生物材料占比,降低对石油原料的消耗,大幅度减少产品的碳排放量,提高复合包装材料的回收再利用效率。
25.在一实施方式中,复合层13包括掺杂在聚乙烯pe中的遮光材料,其中,遮光材料包括钛白粉、炭黑、沉淀碳酸钙、氧化锌、改性淀粉中至少一种,用于发挥阻隔光照的作用。依照国标gb/t2410-2008,设置光源为d65(色温6500k),在120nm-2900nm波长范围内,测得复合层13的遮光率大于90%。
26.在一实施方式中,请参阅图2,图2是图1中纸层一实施方式的结构示意图。具体地,纸层12包括层叠设置的印刷层121和一层纤维层122,其中,印刷层121与外层11相接触。由于在本实施例中纤维层122直接与印刷层121相接触,因此纤维层122使用的纤维均为漂白后的纤维,包括漂白硫酸盐阔叶木浆、漂白化学热磨机械浆、碱性过氧化氢机械浆中的一种或多种。当然,在其他实施方式中,纤维层122还包括硫酸盐木浆(nukp)、漂白针叶木硫酸盐浆(nbkp)和针叶木漂白化学热磨机械浆(nbctmp)中的一种或多种,且上述提及的材料均是以针叶木为来源的长纤维,其平均长度大于或等于1.3mm。
27.在又一实施方式中,请参阅图3,图3是图1中纸层又一实施方式的结构示意图。具体地,纸层12包括层叠设置的印刷层121、第一纤维层1221、芯层123和第二纤维层1222,其中,芯层123夹设于第一纤维层1221和第二纤维层1222之间。其中,芯层123包括质量比不低于50%的机械浆料或者回收浆,且机械浆料包括针叶木漂白化学热磨机械浆(nbctmp)、碱性过氧化氢机械浆(apmp)、阔叶木漂白化学热密机械浆(lbctmp)中的一种或多种。另外,芯层123还可以包括以阔叶木为来源的浆料,例如漂白硫酸盐阔叶木浆(lbkp)、漂白化学热磨机械浆(bctmp)和碱性过氧化氢机械浆(apmp)中的至少一种。通过上述实施方式,将机械浆料与阔叶木制成的浆料相混合,能够有效节约成本。
28.在一实施方式中,印刷层121包括平面状颜料或者片状颜料构成的第一颜料,其中,平面状颜料包括粘土、高岭土、白云石、沉淀碳酸钙pcc、石墨烯、氧化石墨烯中的至少一种,其对应的径厚比大于或等于5。
29.可选地,印刷层121还包括由研磨碳酸钙、滑石粉、硫酸钡中至少一种颜料构成的第二颜料,即印刷层121由第一颜料和第二颜料混合而成。在本实施例中,印刷层的克重范围大于或等于10g/m2,且第一颜料和第二颜料的质量比为1:9或者5:5或者9:1。
30.可选地,印刷层121还可以使用一种表面修饰颜料替代上述实施例中提及的第二颜料,且第一颜料与表面修饰颜料的质量比为1:9或者5:5或者9:1。通过上述实施方式,有效增强印刷表面的吸墨性。
31.可选地,印刷层121中所用的颜料还包括阳离子聚合物、二价碱土金属盐和季铵盐中至少一种。其中,阳离子聚合物可选取聚二甲基二烯丙基氯化铵的均聚物或共聚物,阳离
子聚丙烯酰胺,聚乙烯胺、阳离子羧基丁苯胶乳、8~22个碳原子的阳离子酯、聚胍、苯乙烯马来酐醯亚胺、苯乙烯丙烯酸聚合物、苯乙烯马来酸酐聚合物、聚尿乙烯中至少一种;二价碱土金属盐可选择钙、镁、钡的卤化物盐,或者硬脂酸盐、或者碱土金属的季铵盐。
32.可选地,印刷层121的面涂层一侧表面包括印刷好的油墨,其中油墨采用无voc的水性油墨,并通过凹版、凸版或数码印刷印制包装内含物液体商品的产品商标、识别码、装潢、说明等信息。
33.请参阅表1,复合包装材料中各层的厚度和克重分布范围如下,厚度越厚,表示该层对应的克重越大。如此分布的各层形成的复合包装材料100满足液体食品包装的需求。
34.表1复合包装材料中各层的厚度和克重分布
35.层结构克重g/m2厚度μm外层12~1613~17纸层70~330100~500复合层15~4016~44第一粘结层6~86~9氧气阻隔层10~2011~21第二粘结层6~86~9内层26~3528~38总计145~457180~638
36.另外,本技术实施例中还提供了一种包装容器,是由上述任一实施中所提及的复合包装材料折叠形成;其中,在温度25℃、相对湿度30%的条件下,包装容器的氧气透过率小于0.7cc/(pkg
·
day
·
0.1mpa)。而现有含有铝箔的无菌液体复合包装材料,其氧气透过率otr<1.0cm3/(m2
·
24h
·
0.1mpa),成型包装的氧气透过率otr<0.1cm3/(pkg
·
24h
·
0.1mpa)。依照无菌液体包装材料的国家标准gb/t 18192-2008,如果阻隔材料为铝箔,其氧气透过率otr<1.0cm3/(m2·
24h
·
0.1mpa);如果阻隔材料为其他非铝箔材料,其氧气透过率otr<15.0cm3/(m2
·
24h
·
0.1mpa),可见本技术复合包装材料不仅满足国标规定,还达到了国标中对于铝箔为阻隔材料的氧气透过率要求。而且,由于本技术复合包装材料的氧气阻隔层14是由五元环聚酯或者二羧酸酯聚合物等高分子材料形成,高分子材料具有一定的弹性,在折叠时不易发生开裂,而铝箔材料易在折痕处发生脆断,所以本技术复合包装材料成型包装的氧气透过率otr要小于现有含有铝箔的无菌液体包装材料成型包装的氧气透过率otr。
37.因此,从包装容器的氧气透过率otr方面来看,本技术提供的包装容器可以替代现有包含铝箔的无菌液体复合包装容器,且包装材料的氧气透过率otr请参见表2。
38.表2包装容器的氧气透过率otr
[0039][0040]
本实施例所提供的复合包装容器可以用于包装液体食品,其中,液体食品至少包
括超高温灭菌牛奶、巴氏杀菌奶、奶油、炼乳、非碳酸饮料、茶、椰子水、汤料和番茄酱,能够有效地保持上述液体食品及其他液体食品的风味。
[0041]
请参阅图4,图4为本技术复合包装材料的制作方法一实施方式的流程示意图。上述制作方法具体包括如下步骤:
[0042]
s101:提供纸层卷材和双向拉伸的氧气阻隔层卷材。
[0043]
具体地,氧气阻隔层包括五元环聚酯或者二羧酸酯聚合物,在本实施例中,氧气阻隔层卷材包括pef卷材。且氧气阻隔层的氧气透过率otr小于0.7cc/(m2·
day
·
0.1mpa),例如0.68cc/(m2·
day
·
0.1mpa)、0.6cc/(m2
·
day
·
0.1mpa)等。本实施方式所提供的氧气阻隔层卷材通过共挤工艺制得,其具备良好的氧气阻隔性能,与现有含有铝箔的复合包装材料对氧气的阻隔效果相当。
[0044]
在本实施方式中,请参阅表3,表3是双向拉伸pet薄膜和pef薄膜的阻隔性差异比较。从表3中可以看出,双向拉伸pef薄膜的氧气阻隔性能明显优于双向拉伸pet薄膜。
[0045]
表3双向拉伸pet薄膜和pef薄膜的阻隔性差异比较
[0046][0047][0048]
s102:利用高速复合淋膜机在所述氧气阻隔层卷材和所述纸层卷材中间形成复合层。
[0049]
s103:采用淋膜工艺在氧气阻隔层远离复合层的一侧形成内层。
[0050]
s104:采用淋膜工艺在纸层远离复合层的一侧形成外层。
[0051]
通过上述实施方式,利用五元环聚酯或者二羧酸酯聚合物这类可回收降解的聚合物作为氧气阻隔层的材料,由于材料本身具备的氧气阻隔性能,有效保证复合包装材料氧气阻隔性能;同时,利用上述材料替代了现有复合包装材料中的铝箔,解决了现有技术中铝箔难以回收彻底的问题,有效提高了复合包装材料的回收再利用效率。
[0052]
在一实施方式中,在上述步骤s102之前还包括采用淋膜工艺在所述复合层靠近所述氧气阻隔层的一侧形成第一粘结层。其中,第一粘结层位于复合层和氧气阻隔层之间,用于在氧气阻隔层的一侧将氧气阻隔层和复合层粘结在一起,同时对氧气阻隔层起到防水保护作用。在另一实施方式中,在上述步骤s103之前还包括采用淋膜工艺在所述内层靠近所述氧气阻隔层的一侧形成第二粘接层。第二粘结层位于氧气阻隔层和内层之间,用于在氧气阻隔层的另一侧将氧气阻隔层和内层粘结在一起,另一方面第二粘结层也对氧气阻隔层起到防水保护作用。优选地,第一粘合剂层112和第二粘合剂层114的材质和厚度相同,且第一粘结层16和第二粘结层17均包括乙烯丙烯酸乙酯eea、乙烯-丙烯酸甲酯共聚物ema和马来酸酐改性的低密度聚乙烯中至少一种。
[0053]
其中,高速复合淋膜机包括外层站、复合站、内层站三个挤出站。在复合过程中,纸
层卷材作为基材放卷运行,先通过复合站淋膜复合层和第一粘结层,同时将氧气阻隔层卷材从铝箔放卷装置上进行放卷运行,在复合站将纸层、复合层和第一粘结层与氧气阻隔层卷材进行复合,也就是将纸层和氧气阻隔通过复合层和第一粘结层粘合在一起;然后直接通过内层站淋膜复合第二粘接层和内层,最后通过外层站将外层复合在纸层的外侧。高速复合淋膜机的基材幅宽范围为850mm~1650mm,生产线速度为300~800m/min,各站加工温度设定范围见表4。
[0054]
表4高速复合淋膜机各站加工温度设定范围
[0055]
加热区复合站外层站加热一区210-250℃200-240℃加热二区240-280℃230-270℃加热三区270-310℃260-300℃加热四区300-340℃285-325℃加热五区300-340℃285-325℃加热六区300-340℃285-325℃加热七区300-340℃285-325℃加热八区300-340℃285-325℃加热九区300-340℃285-325℃加热十区300-340℃285-325℃模头300-340℃285-325℃
[0056]
在一实施方式中,在复合工序之前,还包括复合包装材料的印刷工段,该工段具体可包括进料,印刷,压痕,纸张翻转,收卷。在本实施方式中,具体使用食品级水性油墨,利用8组印刷单元组以500m/min的最大工作速度进行柔版印刷,印刷克重为30~450g/m2。通过上述实施方式,能够为复合包装材料的印刷工序提供技术支持。
[0057]
以上所述仅为本技术的实施方式,并非因此限制本技术的专利范围,凡是利用本技术说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本技术的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1