一种贴合机的制作方法
1.本实用新型涉及珍珠棉生产机械技术领域,特别是一种贴合机。
背景技术:
2.珍珠棉广泛应用于汽车坐垫、抱枕、电子电器、仪器仪表、电脑、音响、医疗器械、工控机箱、五金灯饰、工艺品、玻璃、陶瓷、家电、喷涂、家具家私、酒类及树脂等高档易碎礼品包装、五金制品、玩具、瓜果、皮鞋的内包装、日用品等多种产品的包装,以及快递包装。
3.而珍珠棉在生产中需要进行多次复合对珍珠棉材料进行加厚才能到达理想的厚度。
4.并且在珍珠棉的生产过程中,为了保证珍珠棉的拉伸性能以及抗撕裂性能,通常会在珍珠棉的表面进行覆膜,以加强珍珠棉的拉伸性能和抗撕裂性能。并且在珍珠棉表面覆膜也有利于品牌印刷于珍珠棉上。珍珠棉板覆膜机是对生产出来的珍珠棉板进行覆膜的机器。
5.由于覆膜所使用的膜材厚度相较于珍珠棉较薄,而珍珠棉复合机和珍珠棉覆膜机在工作过程时,两个加热辊的相对距离并不能大幅度调整,造成现有的珍珠棉复合机和珍珠棉覆膜机并不能很有效的兼容珍珠棉复合以及珍珠棉覆膜工作。
技术实现要素:
6.本实用新型要解决的技术问题是:提供一种贴合机,以解决现有技术中所存在的一个或多个技术问题,至少提供一种有益的选择或创造条件。
7.本实用新型解决其技术问题的解决方案是:
8.一种贴合机,包括机架、第一放卷装置、热贴合装置、第二放卷装置和收卷装置,所述第一放卷装置、热贴合装置、第二放卷装置均设置于机架上,所述第一放卷装置、热贴合装置、第二放卷装置和收卷装置依次排列;所述热贴合装置包括第一加热辊、第二加热辊、开合滑动座、开合直线驱动装置和间距调节装置;所述第一加热辊和第二加热辊相互平行;所述间距调节装置包括间距调节座和间距调节驱动装置,所述间距调节座设置有两个,两个间距调节座分别设置于机架相对的两侧,所述间距调节座与机架滑移连接,所述间距调节驱动装置驱动间距调节座靠近或远离第一加热辊;所述第一加热辊的两端均与机架转动连接;所述开合滑动座以及开合直线驱动装置均设置有两个,所述第二加热辊的两端分别与开合滑动座转动连接;所述开合滑动座与间距调节座滑移连接,所述开合直线驱动装置驱动开合滑动座靠近或远离第一加热辊;所述机架上还设置有张力调节机构,所述张力调节机构设置于第二放卷辊与热贴合装置之间;所述第二放卷装置包括底座、机座、卷料辊、第一辅助辊、检测装置、平整直线驱动装置和处理控制端;所述机座设置于底座上方并且与底座滑移连接;所述卷料辊以及第一辅助辊均与机座转动连接;所述检测装置与底座连接,所述检测装置的检测端朝向第一辅助辊;所述检测装置以及平整直线驱动装置均与处理控制端连接,所述处理控制端用于接收检测装置发出的信号并且控制平整直线驱动装置的驱
动端的运动;所述平整直线驱动装置的驱动端与机座滑移连接、固定端与底座固定连接。
9.通过上述方案,张力调节装置能调节第二放卷装置处卷材的张力。卷料放卷时经过第一辅助辊,检测装置检测卷料放卷的时候物料的边缘是否在监测装置下方,若物料的边缘不在检测装置下方,则通过处理控制端控制直线驱动装置的驱动端运动,从而实现卷料辊的位置的微调,保证两种材料的边缘能较好的对齐。提高产品质量。在需要对珍珠棉进行复合时,通过间距调节座调节第一加热辊和第二加热辊的距离,使开合直线驱动装置驱动第二加热辊向第一加热辊运动时,产生的压合力在合适的范围内,避免压合力过大导致材料性能降低或压合力过小导致复合不完全;在需要对珍珠棉进行覆膜时,通过间距调节座调节第一加热辊和第二加热辊的距离,使开合直线驱动装置驱动第二加热辊向第一加热辊运动时,产生的压合力在合适的范围内,避免压合力过大导致膜材或珍珠棉损坏或压合力过小导致覆膜质量降低。本实用新型能同时兼容珍珠棉的复合与覆膜需求,可适用于珍珠棉与编织布的贴合、编织布与纸的贴合、珍珠棉与纸的贴合、珍珠棉与铝膜的贴合等多种包装材料的生产,增强了贴合机的实用性。
10.作为上述技术方案的进一步改进,所述调节装置包括调节架、蜗轮、蜗杆和机壳;所述机壳安装于机架上,所述蜗轮和蜗杆均设置于机壳内并且均与机壳转动连接,所述蜗轮与蜗杆传动连接,所述蜗杆的一端伸出机壳并且固定连接有第一转动手轮;所述调节架包括两个连接轴、至少两个端部连接件和两个调节轴,多个所述端部连接件分别设置于调节轴的两端,两个所述调节轴相互平行设置;所述连接轴与其中一端与连接件固定连接、另一端与蜗轮连接或与机架转动连接。
11.通过上述方案,在张力调节完毕后,调节架能通过蜗轮蜗杆的自锁,使调节架的位置相对固定,使用同一个装置即可实现调节架的旋转调节以及调节架的位置的锁定,结构简单,实用性强。
12.作为上述技术方案的进一步改进,所述机座连接有至少四个滚轮,所述滚轮两两一组分别与机座的两个相对的侧壁转动连接,所述滚轮的转动轴线垂直于机座的滑移方向,所述滚轮的外周面与机座的上端面抵接。
13.通过上述方案,滚轮能用于减少机座与底座相对滑移时产生的摩擦。
14.作为上述技术方案的进一步改进,所述底座上设置有限位条,所述限位条与滚轮一一对应,所述限位条与滚轮的端面抵接,所述限位条设置于对应的滚轮远离第二放卷装置的一侧。
15.通过上述方案,限位条避免机器运作过程中产生的振动导致机座在垂直于卷料辊的转轴的水平方向上发生偏移。
16.作为上述技术方案的进一步改进,所述第二放卷装置还包括第二辅助辊和第三辅助辊,所述第二辅助辊和第三辅助辊均与机座转动连接,所述第一辅助辊与第二辅助辊竖直分布,所述第一辅助辊设置于第二辅助辊的上方,所述第三辅助辊设置于第一辅助辊远离卷料辊的一侧并且位于第一辅助辊的斜下方。
17.通过上述方案,第二辅助辊和第三辅助辊在放卷的时候能保持卷料的张力。
18.作为上述技术方案的进一步改进,所述卷料辊包括辊轴以及辊体,所述辊轴穿设于辊体;所述机座上设置有轴承组,所述轴承组设置有两组,两组轴承组分别安装于机座相对的两端,所述轴承组包括两个滚动轴承,所述滚动轴承与机座转动连接,所述滚动轴承与
辊轴转动连接。
19.作为上述技术方案的进一步改进,所述间距调节驱动装置包括齿轮组、连杆和丝杆,所述齿轮组和丝杆均设置有两个,所述齿轮组与丝杆一一对应;所述齿轮组包括主动齿轮和从动齿轮,所述主动齿轮和从动齿轮相互啮合,所述主动齿轮与连杆的端部固定连接,所述从动齿轮与丝杆固定连接,所述丝杆与间距调节座螺纹连接,所述连杆的端部设置有第二转动手轮。
20.通过上述方案,通过连杆驱动两端的从动齿轮同时转动,从而实现两个间距调节驱动装置同时运动。
21.作为上述技术方案的进一步改进,所述主动齿轮和从动齿轮为螺旋齿轮,所述主动齿轮的轴线平行于第一加热辊的轴线,所述从动齿轮的轴线垂直于主动齿轮的轴线,所述从动齿轮的轴线平行于间距调节座的滑移方向。
22.作为上述技术方案的进一步改进,所述开合直线驱动装置设置为液压缸。
23.本实用新型的有益效果是:提高贴合机的实用性,保证卷材在放卷过程中张力保持在较为合适的范围内,能使两种材料的边缘对准,保证加工质量。
24.本实用新型用于珍珠棉生产机械技术领域。
附图说明
25.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单说明。显然,所描述的附图只是本实用新型的一部分实施例,而不是全部实施例,本领域的技术人员在不付出创造性劳动的前提下,还可以根据这些附图获得其他设计方案和附图。
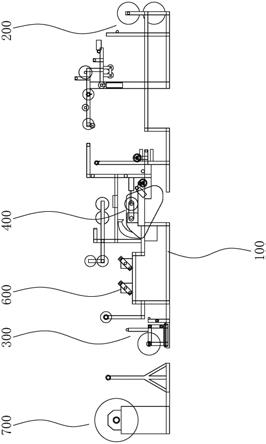
26.图1是本实用新型实施例的整体结构示意图;
27.图2是本实用新型实施例的局部结构示意图;
28.图3是本实用新型实施例的第二放卷装置的整体结构示意图;
29.图4是本实用新型实施例的张力调节装置的整体结构示意图;
30.图5是本实用新型实施例的张力调节装置的局部剖视结构示意图。
31.图中,100、机架;200、第一放卷装置;300、第二放卷装置;310、底座;311、限位条;320、机座;321、卷料辊;330、第一辅助辊;340、第二辅助辊;350、第三辅助辊;360、检测装置;370、滚轮;400、热贴合装置;410、第一加热辊;420、第二加热辊;430、开合滑动座;440、开合直线驱动装置;510、间距调节座;520、间距调节驱动装置;521、主动齿轮;522、从动齿轮;523、连杆;524、第二转动手轮;600、张力调节装置;610、调节架;611、端部连接件;612、调节轴;613、连接轴;620、蜗轮;630、蜗杆;640、机壳;700、收卷装置。
具体实施方式
32.以下将结合实施例和附图对本实用新型的构思、具体结构及产生的技术效果进行清楚、完整地描述,以充分地理解本实用新型的目的、特征和效果。显然,所描述的实施例只是本实用新型的一部分实施例,而不是全部实施例,基于本实用新型的实施例,本领域的技术人员在不付出创造性劳动的前提下所获得的其他实施例,均属于本实用新型保护的范围。另外,文中所提到的所有联接/连接关系,并非单指构件直接相接,而是指可根据具体实
施情况,通过添加或减少联接辅件,来组成更优的联接结构。本发明创造中的各个技术特征,在不互相矛盾冲突的前提下可以交互组合。
33.参照图1至图5,一种贴合机,包括机架100、第一放卷装置200、热贴合装置400、第二放卷装置300和收卷装置700。第一放卷装置200、热贴合装置400、第二放卷装置300均设置于机架100上,第一放卷装置200、热贴合装置400、第二放卷装置300和收卷装置700依次排列。
34.机架100上设置有
35.第一放卷装置200设置为升降式放料架,升降式放料架通过直线气缸驱动,升降式放料架包括轴架和两个放料轴,两个放料轴均与轴架固定连接,两个放料轴相互平行设置,轴架突出有转轴,转轴与旋转气缸固定连接。
36.第一放卷装置200的一侧设置有切平装置,切平装置包括压辊、底板以及切平刀,压辊设置有两个,压辊以及切平刀均设置于底板上方。两个压辊分别设置于切平刀的两侧。
37.热贴合装置400包括第一加热辊410、第二加热辊420、开合滑动座430、开合直线驱动装置440和间距调节装置;第一加热辊410和第二加热辊420相互平行;间距调节装置包括间距调节座510和间距调节驱动装置520,间距调节座510设置有两个,两个间距调节座510分别设置于机架100相对的两侧,间距调节座510与机架100滑移连接,间距调节驱动装置520驱动间距调节座510靠近或远离第一加热辊410;第一加热辊410的两端均与机架100转动连接;开合滑动座430以及开合直线驱动装置440均设置有两个,第二加热辊420的两端分别与开合滑动座430转动连接;开合滑动座430与间距调节座510滑移连接,开合直线驱动装置440安装于间距调节座510上,开合直线驱动装置440驱动开合滑动座430靠近或远离第一加热辊410。开合直线驱动装置440设置为液压缸。
38.间距调节驱动装置520包括齿轮组、连杆523和丝杆,齿轮组和丝杆均设置有两个,齿轮组与丝杆一一对应;齿轮组包括主动齿轮521和从动齿轮522,主动齿轮521和从动齿轮522相互啮合,主动齿轮521和从动齿轮522为交错轴斜齿轮,主动齿轮521的轴线平行于第一加热辊410的轴线,从动齿轮522的轴线垂直于主动齿轮521的轴线,从动齿轮522的轴线平行于间距调节座510的滑移方向。两个主动齿轮521分别与连杆523的两端固定连接,从动齿轮522与丝杆固定连接,丝杆与间距调节座510螺纹连接,连杆523的端部设置有第二转动手轮524。
39.机架100上设置有若干用于保持材料张力的中继轴。其中最靠近第一放卷装置200的中继辊设置有两个限位挡板,两个限位挡板分别设置于该中继辊的两端,两个限位挡板通过双向螺杆同时调节位置,该双向螺杆通过旋转电机驱动,以达到调节两个限位挡板之间的距离的效果。其中靠近第一放卷装置200的中继辊的两端分别开设有若干切割槽,若干切割槽沿该中继辊的长度方向阵列分布,该中继辊附近的机架100上还设置有圆片切边刀,圆片切边刀部分设置于切割槽中。圆片切边刀下方设置有抽絮辊,抽絮辊设置有两个,两个抽絮辊均与机架100转动连接,其中一个抽絮辊通过旋转电机驱动,两个抽絮辊对切割出多余的棉絮进行夹紧和拉扯,使废料与材料分离。部分靠近第一放卷装置200的中继轴的两端分别设置有圆形的限位板,其中一个靠近放卷装置的中继轴的两端分别设置有圆片切边刀。
40.机架100还设置有洒炭粉装置,洒炭粉装置配备有监测气候变化自动升温系统,洒
炭粉装置设置于热贴合装置400靠近第一放卷装置200的一侧。
41.机架100还设置有喷胶装置,喷胶装置设置于热贴合装置400靠近第一放卷装置200的一侧,喷胶装置用于喷出热熔胶。喷胶装置连接有双泵双层泵胶量调节系统,双泵双层泵胶量调节系统用于调节喷胶装置的喷胶量,当材料速度较快时,双泵双层泵胶量调节系统控制喷胶量提高;而当材料速度较慢时,双泵双层泵胶量调节系统控制喷胶量降低。
42.机架100还设置有低温加热装置,低温加热装置设置于洒炭粉装置和喷胶装置的下方。并且加热装置与洒炭粉装置分别设置于其中一个中继轴的上下两侧。
43.机架100上还设置有废气环保净化抽风系统,废气环保净化抽风系统的抽气端设置于热贴合装置400的上方。
44.第二放卷装置300包括底座310、机座320、卷料辊321、第一辅助辊330、第二辅助辊340、第三辅助辊350、检测装置360、直线驱动装置和处理控制端。
45.机座320设置于底座310上,底座310的上端面设置有限位条311,限位条311设置有四条,四条限位条311分别设置于底座310的四端。机座320的侧壁上转动连接有滚轮370,滚轮370设置有四个,四个滚轮370矩形分布,滚轮370与限位条311一一对应,滚轮370设置于对应的限位条311靠近第二放卷装置300内侧的一侧,滚轮370的外周面与底座310的上端面抵接,滚轮370的端面与限位条311抵接。
46.卷料辊321、第一辅助辊330、第二辅助辊340和第三辅助辊350均与机座320转动连接,第一辅助辊330、第二辅助辊340和第三辅助辊350设置于卷料辊321的同一侧,第二辅助辊340设置于第一辅助辊330的下方,第三辅助辊350设置于第一辅助辊330和第二辅助辊340远离卷料辊321的一侧,第三辅助辊350设置于第一辅助辊330的斜下方。
47.卷料辊321包括辊轴和辊体。辊轴穿设于辊体,辊体的两端分别开设有螺孔,螺孔内穿设有螺钉,螺钉的端部与辊体抵接。机座320上设置有轴承组,轴承组有两组,两组轴承组分别设置于机座320相对的两端。轴承组包括两个滚动轴承。两个滚动轴承均与机座320转动连接。辊体的两端开设有限位槽,限位槽与滚动轴承卡接配合。卷料棍的端部设置有制动器,制动器设置为磁粉制动器。
48.第一辅助辊330的外周面由黑色橡胶层包裹,第一辅助辊330的外周面还设有若干沿第一辅助辊330长度方向间隔分布的凹槽。
49.检测装置360设置为电子光眼,检测装置360设置于第一辅助辊330的上方,检测装置360的检测端朝向第一辅助辊330。检测装置360与处理控制端连接,检测装置360发出的信号被处理控制端接收。
50.直线驱动装置的输出端与机座320连接、固定端与底座310连接,直线驱动装置为直线电机,直线驱动装置与处理控制端连接并且被处理控制端控制。
51.第二放卷装置300和热贴合装置400之间设置有两组张力调节装置600,两组张力调节装置600均设置于机架100上。张力调节装置600包括调节架610、蜗轮620、蜗杆630和机壳640。机壳640安装于机架100上,所述蜗轮620和蜗杆630均设置于机壳640内并且均与机壳640转动连接,所述蜗轮620与蜗杆630传动连接,所述蜗杆630的一端伸出机壳640并且固定连接有第一转动手轮。调节架610包括两个连接轴613、两个端部连接件611和两个调节轴612,两个调节轴612相互平行设置,两个端部连接件611分别设置于调节轴612的两端,端部连接件611分别与两个调节轴612固定连接,两个端部连接件611和两个调节轴612形成矩形
框状结构。两个连接轴613分别与两个端部连接件611固定连接,并且两个连接轴613的延伸方向相互背离。同一调节架610上的其中一个连接轴613与蜗轮620连接、另一个连接轴613通过轴承座与机架100转动连接。机架100上还设置有制动器,制动器与连接轴613连接。制动器为磁粉制动器。
52.机架100上还设置有二次平整装置,二次平整装置设置于靠近第一放卷装置200的张力调节装置600的上方,平整装置包括两个上下排布的平整辊,两个平整辊相互平行,材料从两个平整辊之间穿过,两个平整辊对材料进行压合,以起到去除气泡、起到二次平整贴合后的材料以及使两种材料粘合更加牢固的作用。
53.机架100上还设置有电子记米数装置,电子记米数设置有数显屏幕,用于指示材料米数,当电子记米数装置检测到材料的长度到底一定值时,电子记米数装置发出信号,使贴合机停机。
54.机架100上还设置有吊式灭火器。
55.机架100上还设置有喷水装置,喷水装置设置于热贴合装置400上方,用于避免喷胶粘合至第一加热辊410和第二加热辊420上。
56.机架100上还设置有覆膜装置,覆膜装置设置于热贴合装置400上方,覆膜装置包括电加热辊和胶辊,电加热辊和胶辊水平排布,电加热辊和胶辊均与机架100转动连接。
57.以上对本实用新型的较佳实施方式进行了具体说明,但本发明创造并不限于所述实施例,熟悉本领域的技术人员在不违背本实用新型精神的前提下还可作出种种的等同变型或替换,这些等同的变型或替换均包含在本技术权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1