一种仿不锈钢镀锌板的制作方法
1.本技术涉及镀锌板的领域,尤其是涉及一种仿不锈钢镀锌板。
背景技术:
2.仿不锈钢镀锌板具有耐蚀性好,色彩明亮,外观美观,加工成型方便及具有钢板原有的强度等优点而且成本较低等特点。仿不锈钢镀锌板广泛用于建筑家电和交通运输等行业,如冰箱,洗衣机等设备近几年的应用也在不断的增多。
3.在相关技术中公告号为cn207044846u的中国实用新型专利,其公开了一种高强度耐磨损pvc拉丝膜,包括拉丝膜主体和改性uv抗刮层,所述拉丝膜主体表面设置有改性uv抗刮层,所述改性uv抗刮层下端设置有第一化学处理层,所述第一化学处理层下端设置有pet层,所述pet层下端粘贴连接有第二化学处理层。通过对传统vcm用膜进行改进,引入改性uv抗刮层和丙炔来提高膜层的表面强度和抗刮性能,同时由于改性uv抗刮层和丙炔的添加可大幅提升膜层与各层的粘贴强度,通过对传统pvc层进行改性,引入多种聚合物来协同提高对含pvc膜的粘贴效果,从而有效保证pvc拉丝膜整体结构的稳定性。
4.针对上述中的相关技术,发明人认为:采用具有拉丝外观的薄膜贴附在镀锌板上,镀锌板受到碰撞或长时间使用后,薄膜容易损坏,从而影响镀锌板的外观效果。
技术实现要素:
5.为了保证镀锌板长时间具有拉丝的外观效果,本技术提供一种仿不锈钢镀锌板。
6.本技术提供的一种仿不锈钢镀锌板,采用如下的技术方案:
7.一种仿不锈钢镀锌板,镀锌板本体,所述镀锌板本体包括冷轧基板、设置于所述冷轧基板两侧的镀锌层以及设置于所述镀锌层远离所述冷轧基板一侧的保护层,所述镀锌层远离所述冷轧基板一侧的侧面拉丝处理。
8.通过采用上述技术方案,先在冷轧基板上镀上一层镀锌层,然后再在镀锌层上进行拉丝处理,从而不会对基板进行损伤,又能够到达拉丝效果,且保护层能够有效的对镀锌层进行保护,也降低镀锌层的锌损失量,延伸仿不锈钢镀锌板的使用寿命。
9.优选的,所述镀锌层厚度为7.9μm。
10.通过采用上述技术方案,将镀锌层的厚度设置为7.9μm,既可以对冷轧基板进行保护,又能够保证镀锌层具有足够的厚度,以减少在拉丝时对冷轧基板造成损伤。
11.优选的,所述拉丝处理的砂带为120
‑
240目。
12.通过采用上述技术方案,使用120
‑
240目的砂带进行拉丝处理,可以在保证拉丝效率的同时,减少因目数过高而导致穿过镀锌层,降低镀锌层产生断面的可能性,以保证镀锌层的保护效果。
13.优选的,所述保护层包括由所述镀锌层远离所述冷轧基板一侧面依次设置的抗指纹涂层和保护膜层。
14.通过采用上述技术方案,在镀锌板生产完成后,在镀锌板上涂覆抗指纹涂液后,再
贴附保护膜,可以进一步起到防护作用,减少镀锌板发生腐蚀,进一步延长了使用寿命。
15.优选的,所述保护膜层靠近所述抗指纹涂层一侧的侧面上设置有长链脂肪酸层。
16.通过采用上述技术方案,由于在后期使用仿不锈钢镀锌板时,需要将保护膜撕掉,在保护膜上涂覆长链脂肪酸,长链脂肪酸具有亲油能力,进而在撕掉保护膜时,有利于将抗指纹涂层上的油污一同去除,有利于提高镀锌板的清洁度。
17.优选的,所述镀锌板本体长度方向的两端均冲压有冲压槽,所述镀锌板本体端部的两侧均设置有所述冲压槽。
18.通过采用上述技术方案,当将镀锌板卷材上的镀锌板按照预设长度进行涂料以及裁剪后,可以对裁剪后的镀锌板进行冲压处理,从而当将多片镀锌板叠放起来时,可以将相邻两片镀锌板上的冲压槽进行叠放,进而可以阻碍镀锌板的左右横移,以保证在搬运时镀锌板不会发生散落。
19.优选的,所述冲压槽的外侧壁固接有凸起,所述凸起设置有若干个并沿所述冲压槽的一周均匀分布。
20.通过采用上述技术方案,在相邻两个冲压槽相互叠放时,利用凸起,可以提高摩擦力,阻碍了相邻两个镀锌板相互脱离,进一步提高了相邻两个镀锌板叠放时的稳固性。
21.优选的,所述镀锌板本体上开设有预切槽,所述预切槽贯穿所述镀锌板本体两侧的侧边,且所述预切槽位于所述冲压槽远离所述镀锌板本体端面的一侧。
22.通过采用上述技术方案,在使用者使用镀锌板时,需要将带有冲压槽的部分切割下来,操作人员在切割镀锌板时,可以沿着预切槽进行切割,进而提高了切割效率。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.先在冷轧基板上镀上一层镀锌层,然后再在镀锌层上进行拉丝处理,从而不会对基板进行损伤,又能够到达拉丝效果,且保护层能够有效的对镀锌层进行保护,也降低镀锌层的锌损失量,延伸仿不锈钢镀锌板的使用寿命;
25.通过使用120
‑
240目的砂带进行拉丝处理,可以在保证拉丝效率的同时,减少因目数过高而导致穿过镀锌层,降低镀锌层产生断面的可能性,以保证镀锌层的保护效果;
26.通过冲压冲压槽,在搬运镀锌板时,可以将相邻两片镀锌板上的冲压槽进行叠放,进而可以阻碍镀锌板的左右横移,以保证在搬运时镀锌板不会发生散落。
附图说明
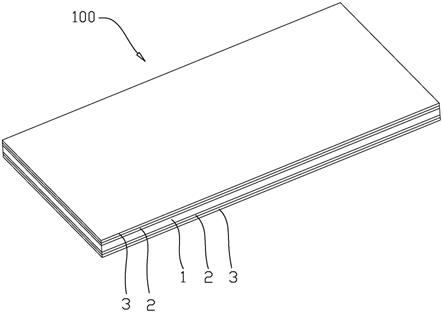
27.图1是申请实施例的仿不锈钢镀锌板的层结构示意图。
28.图2是图1中保护层的层结构示意图。
29.图3是申请实施例的仿不锈钢镀锌板的整体结构示意图,主要示意冲压槽和预切槽的构造。
30.图4是申请实施例的仿不锈钢镀锌板的部分结构示意图,主要示意凸起的构造。
31.附图标记说明:100、镀锌板本体;101、冲压槽;1011、凸起;102、预切槽;1、冷轧基板;2、镀锌层;3、保护层;31、抗指纹涂层;32、保护膜层;321、长链脂肪酸层。
具体实施方式
32.以下结合附图1
‑
4对本技术作进一步详细说明。
33.本技术实施例公开一种仿不锈钢镀锌板。参照图1,仿不锈钢镀锌板包括镀锌板本体100,镀锌板本体100包括冷轧基板1,冷轧基板1两侧的侧面依次设置有镀锌层2和保护层3。
34.冷轧基板1是由普通碳素结构钢热轧钢带形成的薄钢板,在具体实施中,还可以将铝薄板或者马口铁作为基板;镀锌层2可以是在清理后的冷轧基板1上镀上一层锌层而形成,在镀锌层2形成后再在镀锌层2上进行拉丝处理,可以选用目数为120
‑
240目内的砂带进行拉丝处理,因而可以在保证拉丝效率的同时,减少因目数过高而导致穿过镀锌层2,降低镀锌层2产生断面的可能性,以保证镀锌层2的保护效果,此外,镀锌层2的厚度可以为7.9μm,既可以对冷轧基板1进行保护,又能够保证镀锌层2具有足够的厚度,以减少在拉丝时对冷轧基板1造成损伤。
35.参照图2所示,保护层3包括抗指纹涂层31和保护膜层32,抗指纹涂层31由抗指纹涂液涂覆于镀锌层2远离冷轧基板1一侧的侧面而形成,保护膜层32位于抗指纹涂层31远离镀锌层2的一侧;镀锌之后,先在镀锌层2上涂覆抗指纹涂液,再将保护膜粘附于抗指纹涂层31上,可以对镀锌板起到抗指纹、防锈以及防刮花的作用,在使用镀锌板时,可以再将保护膜撕扯下来。此外,保护膜层32与抗指纹涂层31之间还设置有长链脂肪酸层321,长链脂肪酸层321中的长链脂肪酸在常温下呈油状,具有亲油特性,在将保护膜贴附在抗指纹涂层31之前,先在保护膜上涂覆长链脂肪酸,当保护膜贴附在抗指纹涂层31上之后,长链脂肪酸可以吸附油污,由于保护膜仍贴附在镀锌板上,抗指纹涂层31仍能够保护镀锌板,而在撕掉保护膜时,可以将油污一同去除,有利于提高镀锌板的清洁度。
36.参照图3和图4所示,镀锌板本体100长度方向两端均冲压有冲压槽101,冲压槽101的截面呈圆形状,冲压槽101的高度大于镀锌板本体100的厚度,且镀锌板本体100端部设置有两个冲压槽101,并对称设置于端部的两侧;进一步的,冲压槽101的外侧壁上焊接有凸起1011,凸起1011设置有若干个,并沿冲压槽101外侧壁的一周均匀分布,在具体实施中,凸起1011可以设置4个。
37.具有冲压槽101的镀锌板,是由镀锌板卷材上的镀锌板放卷后进行涂料以及按照预设长度裁剪后,再进行冲压处理形成的固定长度的镀锌板,其中涂料的颜色可以是通透黑、通透蓝或者透明色,因而在对镀锌板进行搬运时,可以将多片镀锌板叠放起来,在叠放时,将相邻两片镀锌板上的冲压槽101进行叠放,进而可以阻碍镀锌板的左右横移,且利用凸起1011,可以提高摩擦力,以保证在搬运时镀锌板不会发生散落。
38.参照图4所示,镀锌板本体100两侧的侧面上均开设有预切槽102,每个侧面上靠近镀锌板本体100长度方向的端部均开设有预切槽102,预切槽102呈条形状且槽深小于镀锌板本体100厚度的一半,且预切槽102贯穿镀锌板本体100两侧的侧边,预切槽102位于冲压槽101远离镀锌板本体100端面的一侧。在使用者使用镀锌板时,需要将带有冲压槽101的部分切割下来,操作人员在切割镀锌板时,可以沿着预切槽102进行切割,进而提高了切割效率。
39.本技术实施例一种仿不锈钢镀锌板的实施原理为:先在冷轧基板1上镀上一层镀锌层2,然后再在镀锌层2上进行拉丝处理,从而不会对基板进行损伤,又能够到达拉丝效果,且保护层3能够有效的对镀锌层2进行保护,也降低镀锌层2的锌损失量,延伸仿不锈钢镀锌板的使用寿命。
40.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1