一种IML膜的制作方法
一种iml膜
技术领域
1.本实用新型属于膜技术领域,特别涉及一种iml膜。
背景技术:
2.为了提高现有的电子产品,如手机、平板电脑的美观程度,电子产品在生产时表面通常会覆盖一层装饰膜,现有的各式各样的手机壳表面也覆盖有一层装饰膜,以满足不同消费者的审美需求,这类装饰膜在和产品进行结合时,多采用iml工艺(模内镶件注塑),即将装饰膜裁剪成合适大小后放入到模具内,再在模具内注塑成型,脱模后,装饰膜就结合在了产品表面。但是现有的装饰膜普遍通过表面烫金印刷后再进行表面图案印刷,导致图案不够鲜明立体,呆板暗淡,美观程度较低,这样通过iml工艺结合在产品表面后,使得产品整体的视觉效果较差,同时现有的装饰膜还存在力学性能较差,在使用过程中容易发生损坏。
技术实现要素:
3.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种iml膜,该iml膜具有较好的视觉效果,能起到更好的装饰作用。
4.本实用新型的上述技术目的是通过以下技术方案得以实现的:
5.一种iml膜,包括载体层,所述载体层包括第一表面及第二表面,所述第一表面上依次设置有镭射模压层及电镀层,所述电镀层或所述第二表面上设置有印刷层。
6.根据本实用新型的一种iml膜,至少具有以下有益效果:镭射模压层的镭射模压凹凸纹理及电镀层上的电镀纹理与印刷层上的图案相互配合,使得最终呈现的图案的纹理清晰,颜色逼真,具有较强的3d视觉效果,从而达到更好的装饰作用。
7.优选的,所述印刷层设置在所述电镀层上,所述第二表面上设置有粘结层,粘结层上粘结有加强层。
8.优选的,所述印刷层设置在所述第二表面上,所述电镀层上设置有粘结层,粘结层上粘结有加强层。
9.优选的,所述电镀层为电镀金属层或电镀非金属层
10.优选的,所述电镀层为电镀铝层。
11.优选的,所述载体层及所述加强层均为pet膜。
12.进一步优选的,所述pet膜为适用于iml工艺的pet膜。
13.优选的,所述载体层的厚度为40
‑
60μm。
14.进一步优选的,所述载体层的厚度为50μm。
15.优选的,所述加强层的厚度为60
‑
80μm。
16.进一步优选的,所述加强层的厚度为75μm。
17.优选的,所述镭射模压层的厚度为8
‑
12μm。
18.优选的,所述电镀层的厚度为3
‑
5μm。
19.优选的,所述印刷层的厚度为1
‑
3μm。
20.优选的,所述粘结层的厚度为13
‑
28μm。
21.一种如上所述的iml膜的制备方法,包括以下步骤:
22.(1)在第一表面涂布镭射模压材料后,进行镭射模压形成镭射模压层;
23.(2)在镭射模压层上进行电镀形成电镀层;
24.(3)在电镀层或第二表面进行cmyk四色定位印刷形成印刷层,即得。
25.优选的,所述步骤(3)后还包括以下步骤:
26.(4)涂抹粘结剂形成粘结层;
27.(5)在粘结层上贴合加强层后熟化即得;所述步骤(5)中熟化的温度为40
‑
60℃,熟化时间为20
‑
25h。
28.本实用新型的有益效果是:
29.(1)本实用新型的iml膜即为iml工艺(模内镶件注塑)中的装饰膜,其通过镭射模压层的镭射模压凹凸纹理及电镀层上的电镀纹理与印刷层上的图案相互配合,使得最终呈现的图案的纹理清晰,颜色逼真,具有较强的3d视觉效果,从而达到更好的装饰作用;
30.(2)本实用新型的iml膜上设置有加强层,可以使得该iml膜在裁剪和贴合在被装饰物品表面时,不会出现卷边及翘边的情况,保证膜边缘的平整;
31.(3)本实用新型的iml膜具有优异的力学性能。
附图说明
32.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
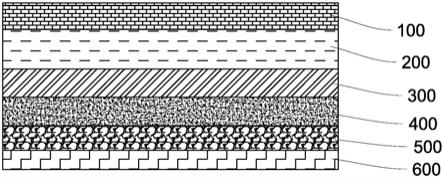
33.图1为本实用新型实施例1中iml膜的示意图;
34.图2为本实用新型实施例3中iml膜的示意图;
35.附图标记:
36.100.印刷层;200.电镀层;300.镭射模压层;400.载体层;500.粘结层;600.加强层。
具体实施方式
37.下面结合具体实施例对本实用新型做进一步的说明。
38.实施例1:
39.如图1所示,一种iml膜,依次包括印刷层100、电镀层200、镭射模压层300、载体层400、粘结层500及加强层600。其中电镀层200为电镀铝层,载体层400的厚度为50μm,加强层600的厚度为75μm,镭射模压层300的厚度为10μm,电镀层200的厚度为4μm,印刷层100的厚度为2μm,粘结层500的厚度为20μm。
40.上述iml膜的制备方法,包括以下步骤:
41.(1)在载体层400一表面涂布镭射模压材料后,进行镭射模压形成镭射模压层300;
42.(2)在镭射模压层300上进行电镀铝形成电镀铝层;
43.(3)在电镀铝层上进行cmyk四色定位印刷形成印刷层100;
44.(4)在载体层400另一面上涂抹粘结剂形成粘结层500;
45.(5)在粘结层500上贴合加强层600后,熟化即得,其中熟化的温度为50℃,熟化时
间为24h。
46.其中,载体层400及加强层600均为美国杜邦公司生产的iml工艺专用pet膜,步骤(1)中使用的镭射模压材料为惠州中达新材料科技有限公司生产的树脂涂料,步骤(4)中的粘结剂为环氧树脂类粘结剂。
47.本实施例的iml膜通过镭射模压层的镭射模压凹凸纹理及电镀层上的电镀纹理与印刷层上的图案相互配合,使得最终呈现的图案的纹理清晰,颜色逼真,具有较强的3d视觉效果,从而达到更好的装饰作用。
48.实施例2:
49.一种iml膜,依次包括印刷层、电镀层、镭射模压层、载体层、粘结层及加强层。其中电镀层为电镀锌层,载体层的厚度为40μm,加强层的厚度为60μm,镭射模压层的厚度为8μm,电镀层的厚度为3μm,印刷层的厚度为1μm,粘结层的厚度为13μm。
50.上述iml膜的制备方法,包括以下步骤:
51.(1)在载体层一表面涂布镭射模压材料后,进行镭射模压形成镭射模压层;
52.(2)在镭射模压层上进行电镀锌形成电镀锌层;
53.(3)在电镀锌层上进行cmyk四色定位印刷形成印刷层;
54.(4)在载体层另一面上涂抹粘结剂形成粘结层;
55.(5)在粘结层上贴合加强层后,熟化即得,其中熟化的温度为40℃,熟化时间为25h。
56.其中,载体层及加强层均为美国杜邦公司生产的iml工艺专用pet膜,步骤(1)中使用的镭射模压材料为惠州中达新材料科技有限公司生产的树脂涂料,步骤(4)中的粘结剂为环氧树脂类粘结剂。
57.本实施例的iml膜通过镭射模压层的镭射模压凹凸纹理及电镀层上的电镀纹理与印刷层上的图案相互配合,使得最终呈现的图案的纹理清晰,颜色逼真,具有较强的3d视觉效果,从而达到更好的装饰作用。
58.实施例3:
59.如图2所示,一种iml膜,依次包括印刷层100、载体层400、镭射模压层300、电镀层200、粘结层500及加强层600。其中电镀层200为电镀铝层,载体层400的厚度为50μm,加强层600的厚度为75μm,镭射模压层300的厚度为10μm,电镀层200的厚度为4μm,印刷层100的厚度为2μm,粘结层500的厚度为20μm。
60.上述iml膜的制备方法,包括以下步骤:
61.(1)在载体层400一表面涂布镭射模压材料后,进行镭射模压形成镭射模压层300;
62.(2)在镭射模压层300上进行电镀铝形成电镀铝层;
63.(3)在载体层400另一表面进行cmyk四色定位印刷形成印刷层100;
64.(4)在电镀铝层上涂抹粘结剂形成粘结层500;
65.(5)在粘结层500上贴合加强层600后,熟化即得,其中熟化的温度为50℃,熟化时间为24h。
66.其中,载体层400及加强层600均为美国杜邦公司生产的iml工艺专用pet膜,步骤(1)中使用的镭射模压材料为惠州中达新材料科技有限公司生产的树脂涂料,步骤(4)中的粘结剂为环氧树脂类粘结剂。
67.本实施例的iml膜通过镭射模压层的镭射模压凹凸纹理及电镀层上的电镀纹理与印刷层上的图案相互配合,使得最终呈现的图案的纹理清晰,颜色逼真,具有较强的3d视觉效果,从而达到更好的装饰作用。
68.实施例4:
69.一种iml膜,依次包括印刷层、载体层、镭射模压层、电镀层、粘结层及加强层。其中电镀层为电镀锡层,载体层的厚度为60μm,加强层的厚度为80μm,镭射模压层的厚度为12μm,电镀层的厚度为5μm,印刷层的厚度为3μm,粘结层的厚度为28μm。
70.上述iml膜的制备方法,包括以下步骤:
71.(1)在载体层一表面涂布镭射模压材料后,进行镭射模压形成镭射模压层;
72.(2)在镭射模压层上进行电镀锡形成电镀锡层;
73.(3)在载体层另一表面进行cmyk四色定位印刷形成印刷层;
74.(4)在电镀锡层上涂抹粘结剂形成粘结层;
75.(5)在粘结层上贴合加强层后,熟化即得,其中熟化的温度为60℃,熟化时间为20h。
76.其中,载体层及加强层均为美国杜邦公司生产的iml工艺专用pet膜,步骤(1)中使用的镭射模压材料为惠州中达新材料科技有限公司生产的树脂涂料,步骤(4)中的粘结剂为环氧树脂类粘结剂。
77.本实施例的iml膜通过镭射模压层的镭射模压凹凸纹理及电镀层上的电镀纹理与印刷层上的图案相互配合,使得最终呈现的图案的纹理清晰,颜色逼真,具有较强的3d视觉效果,从而达到更好的装饰作用。
78.实施例5:
79.一种iml膜,依次包括印刷层、电镀层、镭射模压层、载体层、粘结层及加强层。其中电镀层为电镀二氧化硅层,载体层的厚度为50μm,加强层的厚度为75μm,镭射模压层的厚度为10μm,电镀层的厚度为4μm,印刷层的厚度为2μm,粘结层的厚度为20μm。
80.上述iml膜的制备方法,包括以下步骤:
81.(1)在载体层一表面涂布镭射模压材料后,进行镭射模压形成镭射模压层;
82.(2)在镭射模压层上进行电镀二氧化硅形成电镀二氧化硅层;
83.(3)在电镀二氧化硅层上进行cmyk四色定位印刷形成印刷层;
84.(4)在载体层另一面上涂抹粘结剂形成粘结层;
85.(5)在粘结层上贴合加强层后,熟化即得,其中熟化的温度为50℃,熟化时间为24h。
86.其中,载体层及加强层均为美国杜邦公司生产的iml工艺专用pet膜,步骤(1)中使用的镭射模压材料为惠州中达新材料科技有限公司生产的树脂涂料,步骤(4)中的粘结剂为环氧树脂类粘结剂。
87.本实施例的iml膜通过镭射模压层的镭射模压凹凸纹理及电镀层上的电镀纹理与印刷层上的图案相互配合,使得最终呈现的图案的纹理清晰,颜色逼真,具有较强的3d视觉效果,从而达到更好的装饰作用。
88.实施例6:
89.一种iml膜,依次包括印刷层、电镀层、镭射模压层、载体层、粘结层及加强层。其中
电镀层为电镀硫化锌层,载体层的厚度为50μm,加强层的厚度为75μm,镭射模压层的厚度为10μm,电镀层的厚度为4μm,印刷层的厚度为2μm,粘结层的厚度为20μm。
90.上述iml膜的制备方法,包括以下步骤:
91.(1)在载体层一表面涂布镭射模压材料后,进行镭射模压形成镭射模压层;
92.(2)在镭射模压层上进行电镀硫化锌形成电镀硫化锌层;
93.(3)在电镀硫化锌层上进行cmyk四色定位印刷形成印刷层;
94.(4)在载体层另一面上涂抹粘结剂形成粘结层;
95.(5)在粘结层上贴合加强层后,熟化即得,其中熟化的温度为50℃,熟化时间为24h。
96.其中,载体层及加强层均为美国杜邦公司生产的iml工艺专用pet膜,步骤(1)中使用的镭射模压材料为惠州中达新材料科技有限公司生产的树脂涂料,步骤(4)中的粘结剂为环氧树脂类粘结剂。
97.本实施例的iml膜通过镭射模压层的镭射模压凹凸纹理及电镀层上的电镀纹理与印刷层上的图案相互配合,使得最终呈现的图案的纹理清晰,颜色逼真,具有较强的3d视觉效果,从而达到更好的装饰作用。
98.试验例:
99.采用iso1184
‑
1983测试标准分别对实施例1
‑
实施例6的iml膜进行性能测试,测试结果见表1。
100.表1:iml膜性能测试结果
[0101] 拉伸强度(mpa)断裂伸长率/%实施例122472.8实施例221570.5实施例322372.5实施例423682.3实施例521370.2实施例621570.6
[0102]
由表1可知,本实用新型的iml膜具有优异的力学性能,其拉伸强度能达到210mpa以上,最高能达到236mpa,断裂伸长率能达到70%以上,最高能达到82.3%。
[0103]
上述实施例为本实用新型较佳的实施方式,但本实用新型的实施方式并不受上述实施例的限制,其他的任何未背离本实用新型的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1