一种排水板与防水材料复合生产设备的制作方法
1.本实用新型涉及一种生产设备,具体涉及一种排水板与防水材料复合生产设备。
背景技术:
2.现有技术中在立体车库或其他房体结构的绿化排水系统中,最常用的就是排水板和防水结构。排水板一般用于种植屋面,现有的排水板,是在聚合物片材上形成实心或杯状凸起,杯状凸起的杯口在凸起的反方向,凸起一般向上,凸起之间的空间构成排水通道。凸起向下时,凸起之间打孔,水穿过该孔,再从凸起之间的空间流走。
3.排水板由聚苯乙烯或者是聚乙烯塑胶底板经过冲压制成圆锥突台而成,圆锥突台的顶面胶接一层用于过滤的无纺布,以阻止泥土微粒通过,从而避免排水通道阻塞使孔道排水顺畅。现有技术中排水板表面的无纺布承重能力较低,在浸水后的土壤的压力下,会导致无纺布承重形变,向排水板方向形变延伸,而堵塞排水板的排水路径,水无法顺利排出。
4.传统的地下建筑顶板种植节点防水结构一般包括为建筑顶板、找坡层、找平层、防水层、隔离层、细石混凝土保护层、蓄排水层、过滤层以及种植土,这样大大增加了运行成本和增加了施工周期,且即使采用这样的防水结构,时间长了房屋结构也会出现渗漏的情况, 给开发商和用户均带来了不少烦恼。
技术实现要素:
5.实用新型目的:本实用新型的目的是为了解决现有技术中的不足,提供一种排水板与防水材料复合生产设备。
6.技术方案:本实用新型所述的一种排水板与防水材料复合生产设备,包括排水板挤出机构、防水材料挤出机构、复合机构和辅助机构,所述排水板挤出机构制成的排水板与所述防水材料挤出机构制成的防水材料在所述复合机构处进行复合,所述辅助机构在复合过程中提供辅助。
7.进一步的,所述排水板挤出机构包括第一挤出辊和第二挤出辊,所述第一挤出辊与所述第二挤出辊上下相对设置,所述第一挤出辊和第二挤出辊的同一侧设有排水板挤出模头。
8.进一步的,所述排水板挤出模头挤出处位于所述第一挤出辊与所述第二挤出辊之间。
9.进一步的,所述第一挤出辊与第二挤出辊中其中一个为公模辊,另一个为母模辊。
10.进一步的,所述防水材料挤出机构包括导向辊、第一防水挤出辊和第二防水挤出辊,所述第一防水挤出辊与第二防水挤出辊上下相对设置,所述导向辊与第一防水挤出辊上下相对设置,所述第一防水挤出辊和第二防水挤出辊同一侧设有防水材料挤出模头。
11.进一步的,所述防水材料挤出模头位于所述第一防水挤出辊与第二防水挤出辊之间。
12.进一步的,所述第一防水挤出辊和第二防水挤出辊均采用光滑模辊。
13.进一步的,所述复合机构包括第一复合辊和第二复合辊,所述第一复合辊与所述第二复合辊水平相对设置,所述第一复合辊和第二复合辊的同一侧设有所述辅助机构。
14.进一步的,所述辅助机构位于所述第一复合辊与所述第二复合辊之间。
15.进一步的,所述辅助机构采用热风装置或涂胶装置。
16.有益效果:本实用新型的有益效果如下:
17.(1)本实用新型制成的排水板由高密度聚乙烯材料制成,具有抗老化、耐腐蚀、耐酸碱、耐热性达到90℃,耐寒性达到
‑
60℃等优点;
18.(2)本实用新型排水板的凸台采用圆锥形结构,凸台的斜面与水平面的夹角为45~80
°
,具有抗压性能好、撕裂强度高、拉断伸长率高等优点;其拉伸强度大于40n/cm,拉断伸长率大于25%,抗压强度大于600kpa,撕裂强度大于100n,穿刺强度大于300n;
19.(3)本实用新型排水板下方设有防水材料,防水材料采用高分子防水卷材制成,生产时就将防水层与排水板一体复合制成,通过防水层既可以实现防水同时又具有排水功能,从而实现了防排一体化功能;
20.(4)本实用新型复合生产设备实现了在出厂时排水板就自带防水材料,这样就无需单独为建筑物表面进行防水施工,减少了施工周期;
21.(5)本实用新型复合生产设备从排水板和防水材料的挤出到复合全程自动化控制,自动化程度高。
附图说明
22.图1为本实用新型复合生产设备一个实施例的结构示意图;
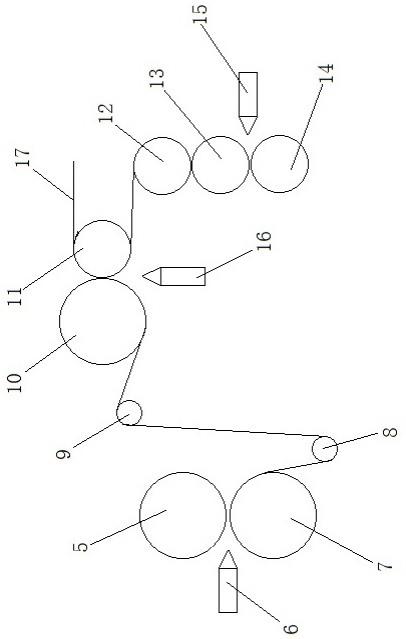
23.图2为本实用新型复合生产设备另一个实施例的结构示意图。
具体实施方式
24.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
26.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
27.下面通过具体的实施例子并结合附图对本发明做进一步的详细描述。
28.实施例1
29.如图1所示,一种排水板与防水材料复合生产设备,包括排水板挤出机构1、防水材料挤出机构2、复合机构3和辅助机构4,所述排水板挤出机构1制成的排水板与所述防水材
料挤出机构2制成的防水材料在所述复合机构3处进行复合,所述辅助机构4在复合过程中提供辅助,具体的辅助机构4在排水板与防水材料的复合过程中提供粘接辅助。
30.实施例2
31.一种热风型排水板与防水材料复合生产设备,包括排水板挤出机构1、防水材料挤出机构2、复合机构3和辅助机构4,所述排水板挤出机构1制成的排水板与所述防水材料挤出机构2制成的防水材料在所述复合机构3处进行复合,所述辅助机构4在复合过程中提供辅助,具体的辅助机构4在排水板与防水材料的复合过程中提供粘接辅助。
32.具体的结构,如图2所示,本实施例中,所述排水板挤出机构1包括第一挤出辊5和第二挤出辊7,所述第一挤出辊5与所述第二挤出辊7上下相对设置,转动方向相反,所述第一挤出辊5和第二挤出辊7的同一侧设有排水板挤出模头6,排水板挤出模头6挤出排水板的材料。排水板的材料优选采用高密度聚乙烯材料,具有抗老化、耐腐蚀、耐酸碱、耐热性达到90℃,耐寒性达到
‑
60℃等优点。
33.当然本实施例中排水板的材料还可以采用其他类似的替代材料制成,比如聚苯乙烯等材料。
34.本实施例中优选地,所述排水板挤出模头6挤出处位于所述第一挤出辊5与所述第二挤出辊7之间,这样排水板挤出模头6挤出的材料通过第一挤出辊5与第二挤出辊7转动挤压成型成具有凸台结构的排水板。
35.本实施例中优选地,所述第一挤出辊5与第二挤出辊7中其中一个为公模辊,另一个为母模辊。优选地,为了保证复合时的方向,第一挤出辊5采用母模辊(凹),第二挤出辊7采用公模辊(凸)。这样通过母模辊(凹)与公模辊(凸)挤压成型成具有凸台结构的排水板。
36.本实施例中,如图2所示,所述防水材料挤出机构2包括导向辊12、第一防水挤出辊13和第二防水挤出辊14,所述第一防水挤出辊13与第二防水挤出辊14上下相对设置,转动方向相反;所述导向辊12与第一防水挤出辊13上下相对设置,转动方向相反;所述第一防水挤出辊13和第二防水挤出辊14同一侧设有防水材料挤出模头15。
37.本实施例中优选地,所述防水材料挤出模头15位于所述第一防水挤出辊13与第二防水挤出辊14之间,这样防水材料挤出模头15挤出的防水材料通过第一防水挤出辊13与第二防水挤出辊14挤压成型为防水卷材。
38.防水材料优选采用高分子材料,该高分子材料可以由hdpe、pe、pehd中的任意一个材料制成。采用高分子材料作为防水材料,具有抗老化、耐腐蚀、耐酸碱等功能,从而保证了良好的防水效果。
39.本实施例中优选地,所述第一防水挤出辊13和第二防水挤出辊14均采用光滑模辊,这样挤压出来的防水卷材表面光滑,易于与排水板进行复合。
40.本实施例中,如图2所示,所述复合机构3包括第一复合辊10和第二复合辊11,所述第一复合辊10与所述第二复合辊11水平相对设置,转动方向相反;第一复合辊10采用母模辊(凹),第二复合辊11采用光滑辊,所述第一复合辊10和第二复合辊11的同一侧设有所述辅助机构4。
41.本实施例中优选地,所述辅助机构4位于所述第一复合辊10与所述第二复合辊11之间,从而有助于将排水板与防水材料进行复合。
42.本实施例中优选地,所述辅助机构4采用热风装置16,比如热风机或者其他具有加
热功能的加热设备,目的是增加排水板与防水材料的结合面的温度,实现快速热熔复合,复合后的排水板与防水材料复合卷材通过输出通道17输出。
43.本实施例中,在防水材料挤出机构2与复合机构3之间还设有导向机构,该导向机构包括第一导向辊8和第二导向辊9,第一导向辊8和第二导向辊9的作用是保证排水板处于涨紧状态,保证复合过程的平展性。具体的,导向机构不仅仅限制与本实施例中的两个导向辊,可以采取任意数量的导向辊。
44.实施例3
45.一种胶粘型排水板与防水材料复合生产设备,包括排水板挤出机构1、防水材料挤出机构2、复合机构3和辅助机构4,所述排水板挤出机构1制成的排水板与所述防水材料挤出机构2制成的防水材料在所述复合机构3处进行复合,所述辅助机构4在复合过程中提供辅助,具体的辅助机构4在排水板与防水材料的复合过程中提供粘接辅助。
46.具体的结构,如图2所示,本实施例中,所述排水板挤出机构1包括第一挤出辊5和第二挤出辊7,所述第一挤出辊5与所述第二挤出辊7上下相对设置,转动方向相反,所述第一挤出辊5和第二挤出辊7的同一侧设有排水板挤出模头6,排水板挤出模头6挤出排水板的材料。排水板的材料优选采用高密度聚乙烯材料,具有抗老化、耐腐蚀、耐酸碱、耐热性达到90℃,耐寒性达到
‑
60℃等优点。
47.当然本实施例中排水板的材料还可以采用其他类似的替代材料制成,比如聚苯乙烯等材料。
48.本实施例中优选地,所述排水板挤出模头6挤出处位于所述第一挤出辊5与所述第二挤出辊7之间,这样排水板挤出模头6挤出的材料通过第一挤出辊5与第二挤出辊7转动挤压成型成具有凸台结构的排水板。
49.本实施例中优选地,所述第一挤出辊5与第二挤出辊7中其中一个为公模辊,另一个为母模辊。优选地,为了保证复合时的方向,第一挤出辊5采用母模辊(凹),第二挤出辊7采用公模辊(凸)。这样通过母模辊(凹)与公模辊(凸)挤压成型成具有凸台结构的排水板。
50.本实施例中,如图2所示,所述防水材料挤出机构2包括导向辊12、第一防水挤出辊13和第二防水挤出辊14,所述第一防水挤出辊13与第二防水挤出辊14上下相对设置,转动方向相反;所述导向辊12与第一防水挤出辊13上下相对设置,转动方向相反;所述第一防水挤出辊13和第二防水挤出辊14同一侧设有防水材料挤出模头15。
51.本实施例中优选地,所述防水材料挤出模头15位于所述第一防水挤出辊13与第二防水挤出辊14之间,这样防水材料挤出模头15挤出的防水材料通过第一防水挤出辊13与第二防水挤出辊14挤压成型为防水卷材。
52.防水材料优选采用高分子材料,该高分子材料可以由hdpe、pe、pehd中的任意一个材料制成。采用高分子材料作为防水材料,具有抗老化、耐腐蚀、耐酸碱等功能,从而保证了良好的防水效果。
53.本实施例中优选地,所述第一防水挤出辊13和第二防水挤出辊14均采用光滑模辊,这样挤压出来的防水卷材表面光滑,易于与排水板进行复合。
54.本实施例中,如图2所示,所述复合机构3包括第一复合辊10和第二复合辊11,所述第一复合辊10与所述第二复合辊11水平相对设置,转动方向相反,第一复合辊10采用母模辊(凹),第二复合辊11采用光滑辊,所述第一复合辊10和第二复合辊11的同一侧设有所述
辅助机构4。
55.本实施例中优选地,所述辅助机构4位于所述第一复合辊10与所述第二复合辊11之间,从而有助于将排水板与防水材料进行复合。
56.本实施例中优选地,所述辅助机构4采用涂胶装置,比如涂胶或喷胶装置,目的是增加排水板与防水材料的结合面的粘性,实现快速胶粘复合,复合后的排水板与防水材料复合卷材通过输出通道17输出。
57.本实施例中,在防水材料挤出机构2与复合机构3之间还设有导向机构,该导向机构包括第一导向辊8和第二导向辊9,第一导向辊8和第二导向辊9的作用是保证排水板处于涨紧状态,保证复合过程的平展性。具体的,导向机构不仅仅限制与本实施例中的两个导向辊,可以采取任意数量的导向辊。
58.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型已以较佳实施例揭露如上,然而并非用以限定本实用新型,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当可利用上述揭示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1