获得弯曲的层压窗玻璃的方法与流程
获得弯曲的层压窗玻璃的方法
1.本发明涉及用于机动车辆的弯曲的层压窗玻璃领域,例如用于车顶或挡风玻璃的窗玻璃,其包括涂覆有薄层堆叠体和搪瓷层的玻璃片材。
2.层压窗玻璃是其中两个玻璃片材通过层压中间层粘合结合的窗玻璃。后者尤其允许在破损时保留玻璃碎片,而且还提供其它功能性,特别地在抗破坏进入或改善声学性质方面。
3.这些窗玻璃通常包括旨在赋予不同的性质的不同类型的涂层。
4.搪瓷层,通常是黑色和不透明的,通常被沉积在窗玻璃的一部分上,通常呈周边条带的形式,旨在隐藏和保护用于将窗玻璃连接和定位在车厢窗户开口上的聚合物密封头免受紫外线辐射。搪瓷化区域还隐藏了用于连接内部后视镜和不同连接器和传感器的区域。
5.在层压窗玻璃中,这些搪瓷层通常被布置在面 2 上,这些面传统上从旨在定位在车辆外部的面开始编号。因此面2是与层压中间层接触的面。从车辆外部看,搪瓷层的美观外观对于汽车制造商来说尤为重要。搪瓷通常通过在高于 500℃烧制包含玻璃料和颜料的组合物来获得。玻璃料由具有低熔点的玻璃细颗粒组成,在烧制热处理的作用下,玻璃细颗粒软化并粘附在玻璃片材上。因此,形成了具有高耐化学性和机械性的通常不透明的无机层,它完美地使颜料颗粒粘附在玻璃上。烧制步骤通常与玻璃片材的弯曲同时进行。
6.在制造层压窗玻璃的情况下,将窗玻璃的两个玻璃片材一起进行弯曲,旨在定位在车辆内部的玻璃片材通常被布置在承载搪瓷的另一玻璃片材之上。这时,搪瓷必须具有防粘性质,以防止在弯曲期间在两个玻璃片材之间发生任何粘合。为此,通常使用含铋的搪瓷,即它由含氧化铋的玻璃料获得。
7.涂层,通常呈薄层堆叠体的形式,也可以存在于层压窗玻璃的玻璃片材之一上。它特别可以是可以提供两类功能的导电层。一方面,当提供电流供应时,导电层可以通过焦耳效应来散热。它这时是加热层,例如用于除霜或除雾。另一方面,由于它们反射红外辐射,这些层具有太阳能控制或低发射率性质。这时,通过减少用于加热或空调的消耗,这些层因改善热舒适性或它们提供的能量节省而受到重视。这些层堆叠体通常被布置在层压窗玻璃的面3上,因此也与层压中间层接触。
8.然而,在下文将详细描述的某些情况下,将搪瓷层和薄层堆叠体在同一玻璃片材上,并因此在所讨论的玻璃片材的同一面上可以是有益的,以便这些涂层在层压窗玻璃内部得到保护。
9.然而,已经观察到,当涂覆有薄层堆叠体的玻璃片材需要被提供有搪瓷层时,在弯曲期间在堆叠体和搪瓷之间可能会发生不希望的相互作用,特别地导致搪瓷的美学外观的劣化。特别地已经观察到,特别地当堆叠体包含至少一个氮化物层并且搪瓷包含铋时,在搪瓷内形成气泡,靠近后者和堆叠体之间的界面,导致搪瓷的粘附力的显著降低,改变其光学外观(特别是玻璃一侧,即与搪瓷相反的一侧的颜色)并降低其耐化学性,特别地耐酸性。
10.针对这个问题已经提出了几种解决方案。
11.可以预先去除在搪瓷层应该被沉积的位置处的薄层堆叠体,例如通过研磨剂,以使搪瓷与玻璃片材直接接触沉积并防止任何在搪瓷层和薄层堆叠体之间的粘附问题。然
而,机械磨损会产生可见的划痕,包括在搪瓷层上。
12.申请 wo 2014/133929 和在其之前的申请 wo0029346 提出了使用在烧制或预烧制期间能够溶解薄层堆叠体以便成为直接贴在玻璃上的特殊玻璃料用于搪瓷的概念。然而,这种搪瓷不具有良好的防粘性质,导致两个玻璃片材在弯曲期间彼此粘合。
13.申请wo 2019/106264提出通过在堆叠体和包含铋的搪瓷之间添加氧化物层来改变该薄层堆叠体。但是,并不总是可以进行这样的改变。
14.本发明的目的是克服这些问题。
15.为此,本发明的目的是一种用于获得弯曲的层压窗玻璃,特别地用于机动车辆挡风玻璃或车顶的弯曲的层压窗玻璃的方法,其包括以下步骤:a. 提供第一玻璃片材,在其一个面的至少一部分上涂覆有薄层堆叠体b. 在薄层堆叠体的表面的一部分上沉积搪瓷层的步骤c. 至少在所述搪瓷层上沉积基于氧化物、碳化物或金属的耐火颗粒的步骤,所述耐火颗粒的至少一个尺寸大于或等于30μm,d. 使第一玻璃片材与附加玻璃片材同时弯曲的步骤,搪瓷层面向所述附加玻璃片材,e. 借助层压中间层将所述第一玻璃片材与附加玻璃片材层压的步骤,使得搪瓷层面对所述中间层,所述方法还包括预烧制搪瓷层的步骤,在该步骤期间,位于搪瓷层下方的薄层堆叠体至少部分地被所述搪瓷层溶解,所述预烧制步骤是在步骤b和步骤c之间进行的并且称为b1的步骤,或在步骤c和步骤d之间进行的并称为c1的步骤,位于搪瓷层下方的薄层堆叠体至少在步骤d结束时被所述搪瓷层完全溶解。
16.本发明的目的还在于通过这种方法获得或能够获得的弯曲的层压窗玻璃,特别地用于机动车辆的挡风玻璃或车顶的弯曲的层压窗玻璃。
17.搪瓷对薄层堆叠体的溶解避免了上述相互作用。堆叠体的组成元素溶解在搪瓷层中,该搪瓷层至少在弯曲步骤(步骤d)之后与玻璃片材直接接触。使用耐火颗粒(在步骤 c) 中沉积)至于它本身允许避免了在弯曲期间在两个玻璃片材之间的任何粘合。
18.在本文中,薄层堆叠体和搪瓷层统称为“涂层”。
19.步骤a第一玻璃片材可以是平坦的或弯曲的。第一玻璃片材在薄层堆叠体和随后搪瓷层的沉积期间通常是平坦的,然后在步骤d期间进行弯曲。因此,第一玻璃片材在根据本发明的弯曲的层压窗玻璃中是弯曲的。
20.第一玻璃片材的玻璃典型地是钠钙硅玻璃,但也可以使用其它玻璃,例如硼硅酸盐或铝硅酸盐玻璃。第一玻璃片材优选通过浮法,即通过将熔融玻璃倾倒在熔融锡浴上的方法获得。
21.第一玻璃片材可以由透明玻璃或有色玻璃制成,优选由有色玻璃,例如绿色、灰色或蓝色玻璃制成。为此,第一玻璃片材的化学组成有利地包含氧化铁,其含量为0.5至2重量%。它还可以包含其它着色剂,例如氧化钴、氧化铬、氧化镍、氧化铒或硒。
22.第一玻璃片材优选具有在0.7至19mm、特别地1至10mm、特别地2至6mm、甚至2至4mm的范围内的厚度。
23.第一玻璃片材(和附加玻璃片材)的侧向尺寸应根据用于与其集成的层压窗玻璃的侧向尺寸进行调整。第一玻璃片材(和/或附加玻璃片材)优选具有至少1m2的表面积。
24.第一玻璃片材优选在至少70%,特别地至少90%,甚至在玻璃片材的面的整个表面上涂覆有薄层堆叠体。实际上,某些区域可以没有被涂覆,特别地以适合允许光波通过的通信窗口。
25.堆叠体优选地在其表面的2至40%,特别地3至30%,甚至5至20%上涂覆有搪瓷层。搪瓷层优选地包括周边条带,即其本身封闭的条带,其在第一玻璃片材的周边的任何点处朝向第一玻璃片材向内延伸一定宽度,通常在1-20cm之间。
26.薄层堆叠体优选地与玻璃片材接触。当其被沉积时,搪瓷层优选地与薄层堆叠体接触。
27.在本文中,“接触”意指物理接触。表述“基于”优选意在表示所讨论的层包含所考虑材料的至少50重量%,特别地60%,甚至70%,甚至80%或90%的事实。该层甚至可以基本上由这种材料组成或由这种材料组成。“基本上由...组成”应理解为表示该层可以包含对其性质没有影响的杂质。术语“氧化物”或“氮化物”不必然表示氧化物或氮化物是化学计量的。实际上,它们可以是亚化学计量的、超化学计量的或化学计量的。
28.堆叠体优选地包括至少一个基于氮化物的层。氮化物特别地选自铝、硅、锆、钛中的至少一种元素的氮化物。它可以包含这些元素中至少两种或三种的氮化物,例如氮化硅锆或氮化硅铝。基于氮化物的层优选是基于氮化硅的层,更特别地基本上由氮化硅组成的层。当氮化硅层通过阴极溅射进行沉积时,它通常包含铝,因为通常做法是用铝掺杂硅靶材以加速沉积速率。
29.基于氮化物的层优选具有在2至100nm、特别地5至80nm范围内的物理厚度。
30.基于氮化物的层通常用于许多薄层堆叠体中,因为它们具有有利的阻挡性质(在它们防止存在于堆叠体中的其它层,特别地将在下面描述的功能层的氧化的意义上来说)。
31.堆叠体优选地包括至少一个功能层,特别地导电功能层。功能层优选地被包括在两个薄介电层之间,其中至少一个是基于氮化物的层。其它可能的介电层是例如氧化物层或氮氧化物层。
32.至少一个导电功能层有利地选自:
‑ꢀ
金属层,特别地由银或铌,甚至金制成,和
‑ꢀ
透明导电氧化物层,特别选自氧化铟锡、掺杂的氧化锡(例如掺杂氟或锑)、掺杂的氧化锌(例如掺杂铝或镓)。
33.这些层因其低辐射率而特别受重视,这为窗玻璃提供出色的隔热性质。在装备陆地交通工具,特别地汽车,轨道交通工具还或空中交通工具或海上交通工具的窗玻璃中,低辐射窗玻璃允许在炎热的天气中向外部反射部分太阳辐射,从而限制所述交通工具的乘客舱的加热,并必要时降低空调费用。相反,在寒冷的天气里,这些窗玻璃允许将热量保留在乘客舱内,从而减少所需的热能。这在装备建筑物的窗玻璃的情况下也如此。
34.根据优选的实施方式,薄层堆叠体包括至少一个银层,特别地一个、两个、三个甚至四个银层。银层的物理厚度或必要时银层厚度的总和优选为2-20nm,特别地3-15nm。
35.根据另一优选实施方式,薄层堆叠体包括至少一个氧化铟锡层。其物理厚度优选在30-200nm之间,特别地在40-150nm之间。
36.为了在弯曲步骤期间保护所述或每个导电薄层(无论它是金属的还是基于透明导电氧化物),这些层中的每一个优选地被至少两个介电层包围。介电层优选基于选自硅、铝、钛、锌、锆、锡的至少一种元素的氧化物、氮化物和/或氮氧化物。
37.薄层堆叠体的至少一部分可以通过各种已知技术,例如化学气相沉积(cvd),或通过阴极溅射,特别地磁场辅助阴极溅射(磁控管方法)进行沉积。
38.薄层堆叠体优选地通过阴极溅射,特别地磁场辅助阴极溅射进行沉积。在这种方法中,在包含待沉积的化学元素的靶材附近的高真空中产生等离子体。通过轰击目标,等离子体的活性物质撕下所述元素,其沉积在玻璃片材上形成所需的薄层。当该层由从靶材上撕下的元素与在等离子体中包含的气体之间的化学反应产生的材料构成时,该方法称为“反应性”方法。这种方法的主要优点在于通过使玻璃片材在不同靶材下连续运行(这通常在同一设备中)在同一条生产线上沉积非常复杂的堆叠体的可能性。
39.上述堆叠体具有用于提供加热功能(除霜、除雾)和/或隔热功能的导电和红外反射性质。
40.当薄层堆叠体旨在提供加热功能时,必须提供电流供应。这尤其可以是通过丝网印刷在玻璃片材的两个相反边缘处的薄层堆叠体上沉积的银浆条带。
41.步骤 b在步骤b期间,搪瓷层优选地由包含至少一种颜料和至少一种玻璃料的组合物开始沉积。搪瓷层优选不包含氧化铅。
42.搪瓷组合物通常还包含有机介质,其旨在促进组合物在基材上的施用以及其与基材的暂时粘附,并且在搪瓷的预烧制或烧制期间被去除。介质通常包含溶剂、稀释剂、油和/或树脂。
43.颜料优选包含一种或多种选自以下的氧化物:铬、铜、铁、锰、钴、镍的氧化物。例如,它可以是铜和/或铁的铬酸盐。
44.优选地,玻璃料基于硼硅酸铋,或者基于硼硅酸铋-锌。为了使其面对层堆叠体更具“侵略性”并促使其溶解,铋和/或硼的含量优选高于通常使用的玻璃料的含量。
45.搪瓷层优选通过丝网印刷进行沉积。为此,将丝网印刷网屏放置在玻璃片材上,该网屏包括网眼,网眼中一些被堵塞,然后将搪瓷组合物沉积在网屏上,然后施加刮刀以迫使搪瓷组合物在网屏未堵塞区域穿过网屏,以形成湿搪瓷层。
46.湿搪瓷层的厚度优选在10-30μm之间。
47.在本文中,“搪瓷组合物”用于描述在步骤b期间用于沉积湿搪瓷层的液体组合物。术语“搪瓷层”用于描述在该方法每个步骤的层,包括湿层(在预烧制之前,必要时在干燥之前)和最终层(在烧制之后)。
48.优选地,在步骤b之后立即进行干燥步骤,旨在去除包含在搪瓷组合物中的溶剂的至少一部分。这种干燥通常在120至180℃的温度下进行。这种干燥在步骤c(沉积耐火颗粒)之前进行,并且必要时在步骤b1之前进行(预烧制,当它在沉积耐火颗粒之前进行时)。
49.步骤 c耐火颗粒意指在弯曲(步骤d)期间不经历任何转变的颗粒。
50.耐火颗粒基于氧化物、碳化物或金属。
51.氧化物尤其选自简单的金属氧化物,例如铝、钛或锆的氧化物,以及复合氧化物。
52.复合氧化物特别选自硅酸盐、具有高熔点(通常高于750℃)的玻璃或玻璃陶瓷料,或无机颜料。颜料例如是过渡金属氧化物(铬、铁等)的固溶体。它们被称为“复合无机彩色颜料”或 cicp。
53.金属例如选自钨、钛、钼和耐火钢。
54.硅酸盐尤其是碱土金属硅酸盐(例如硅酸镁)或硅酸铝。
55.耐火颗粒具有至少一个大于或等于30μm,特别地大于或等于40μm或大于或等于50μm,甚至大于或等于60μm或大于或等于70μm的尺寸。它们甚至可以具有至少一个大于或等于100μm,特别地大于或等于200μm的尺寸。颗粒可以是基本上球形的,在这种情况下,所讨论的尺寸是直径。颗粒也可以是细长的,例如纤维性质的,并且具有大于3,甚至大于10的长度/直径比。在这种情况下,直径可以小于 100
ꢀµ
m,甚至小于 50
ꢀµ
m,但长度大于或等于100
ꢀµ
m,甚至大于或等于200
ꢀµ
m 或500
ꢀµ
m。
56.据证明,太小的颗粒不能阻止在弯曲步骤期间的粘合。颗粒的化学种类对于避免在弯曲期间出现缺陷也很重要。在传统的弯曲方法中,玻璃片材通过在它们之间放置中间粉末(提供几十微米,通常为20-50微米的间隙)来保持一定距离。中间粉末例如基于碳酸钙和/或碳酸镁。非常细(大约5
µ
m),但它可以形成尺寸大于10
µ
m的附聚体。然而,这种碳酸盐基粉末单独在本发明范围中被证明是无效的,因为除了不防止粘合之外,它在烧制期间与搪瓷反应,最终产生灰色调。
57.在预烧制搪瓷(步骤b1)之后或在预烧制搪瓷(步骤c1)之前,将耐火颗粒至少沉积在搪瓷层上。
58.耐火颗粒可以仅沉积在搪瓷层上。或者,耐火颗粒可沉积在搪瓷层上和第一玻璃片材靠近搪瓷层的区域上甚至在玻璃片材的整个表面上。
59.具有至少一个大于或等于30μm(或大于或等于上述优选值)的尺寸的颗粒的量优选为至少0.1g/m2,特别地至少0.5g/m2。有利地,它为最多10g/m2。
60.耐火颗粒可以单独进行沉积。或者,可以将耐火颗粒以与吸收红外辐射的元件混合物形式进行沉积。这些吸收元件可以是有机物种的或无机物种的。这些元件允许在预烧制(步骤c1)期间使在玻璃片材的不同区域中所经历的温度均匀化,从而避免在靠近搪瓷的玻璃区域中出现缺陷,例如光学扭曲。当吸收元件被沉积在玻璃片材的整个表面上或至少在靠近搪瓷层的第一玻璃片材的区域中时,这种效果最高。或者,吸收元件可以仅沉积在搪瓷层上。在这种情况下观察到搪瓷具有更黑的色调。吸收元件可以是树脂,它会在预烧制步骤(c1)中燃烧。它也可以是吸收性颗粒,例如颜料或炭黑。炭黑是特别优选的,因为它能够在预烧制期间通过燃烧被去除。
61.耐火颗粒可以通过任何方式进行沉积。根据一个实施方案,颗粒通过喷雾或喷撒,特别地通过网状物来沉积。当颗粒单独沉积时,这种情况特别合适。它还允许沉积大尺寸颗粒。当耐火颗粒以与吸收性元件(如上述的那些)的混合物形式进行沉积时,该混合物可以通过丝网印刷来沉积。在这种情况下,耐火颗粒优选具有小于60μm的尺寸,以免堵塞丝网印刷网屏的开口。在一种优选实施方式中,步骤c包括通过丝网印刷沉积包含有机介质、耐火颗粒和吸收性元件,特别地炭黑的混合物。例如,这种技术允许将吸收元件沉积在玻璃片材的整个表面上(当试图使玻璃片材的不同区域所承受的温度均匀时),或者仅在搪瓷层上(这允许为搪瓷层实现更强烈的黑色调)。
62.根据一种实施方式,耐火颗粒被直接沉积在搪瓷层上。
63.步骤b2根据另一种实施方式,该方法包括,在步骤b和步骤c之间,必要时,在步骤b1和步骤c之间,仅在搪瓷层上沉积能够将耐火颗粒固定到搪瓷层上的粘合层的步骤b2。
64.粘合层允许耐火颗粒临时粘附在搪瓷层上,并且仅粘附在搪瓷层上。粘合层优选覆盖整个搪瓷层。
65.粘合层的厚度优选在5-25μm之间。
66.粘合层还可以包括如前所定义的吸收元件。
67.优选地,在步骤c(颗粒沉积)之后和在步骤d(弯曲)之前,该方法包括步骤c2,该步骤c2,特别地通过吹风进行,去除那些除由粘合层固定的耐火颗粒之外的耐火颗粒。然后在弯曲步骤之前去除在步骤c期间沉积在涂层或第一玻璃片材的可能未涂覆区域上的颗粒。如此避免了颗粒对涂层或玻璃造成的任何损坏,例如划痕。
68.当在步骤c和步骤d之间进行搪瓷层的预烧制(步骤c1)期间,步骤c2通常在该步骤c1之前执行。
69.粘合层优选地是有机基的,以便它可以在步骤d(弯曲)或步骤c1(预烧制,当它发生在颗粒沉积之后)期间被去除。
70.粘合层优选通过丝网印刷包含有机介质和/或树脂和/或有机粘合剂的组合物进行沉积。
71.粘合层优选在颗粒沉积(步骤c)之后干燥并且必要时在步骤c2之前进行干燥。
72.该方法优选地包括在步骤d(弯曲)和步骤e(层压)之间的用于去除至少部分甚至全部耐火颗粒的步骤d1,允许防止颗粒进入层压窗玻璃中。去除可以通过吹洗或清洗来进行。
73.预烧制步骤(b1或c1)预烧制步骤优选在150至700℃,特别地550至680℃的温度下进行。
74.这样的预烧制允许去除有机介质,或者通常任何可能存在于搪瓷层中的有机成分。当在沉积粘合层之后进行预烧制时,则在大多数情况下,预烧制也允许去除粘合层。
75.在预烧制期间,薄层堆叠体至少部分地被搪瓷层溶解。根据所使用的温度和搪瓷或堆叠体的类型,堆叠体甚至可以在预烧制期间被搪瓷层完全溶解。或者,它可以在预烧制期间仅部分溶解,然后在弯曲(步骤d)期间完全溶解。
76.根据一种实施方式,预烧制步骤在步骤b(搪瓷层的沉积)和步骤c(耐火颗粒的沉积)之间进行。它这时被称为步骤b1。
77.优选地,本发明的方法这时依次包括步骤a,然后是步骤b(沉积搪瓷层,优选通过丝网印刷),然后是任选的搪瓷层的干燥步骤,然后是步骤b1(预烧制),然后任选地沉积粘合层(优选通过丝网印刷)的步骤b2,然后是沉积耐火颗粒的步骤c,然后是任选的用于干燥粘合层的步骤,然后是任选的用于除去除由所述粘合层固定的耐火颗粒以外的耐火颗粒的步骤c2,然后是弯曲步骤d,然后是任选的用于去除耐火颗粒的步骤d1,最后是层压步骤e。
78.根据另一种实施方式,预烧制步骤在步骤c(耐火颗粒的沉积)和步骤d(弯曲)之间进行。它这时被称为步骤c1。
79.优选地,本发明的方法这时依次包括步骤a,然后是步骤b(沉积搪瓷层,优选通过
丝网印刷),然后是任选的用于干燥搪瓷层的步骤,然后是任选的用于沉积粘合层的步骤b2(优选通过丝网印刷),然后是用于沉积耐火颗粒的步骤c,然后是任选的用于干燥粘合层的步骤,然后是任选的用于去除除由粘合层固定的耐火颗粒之外的耐火颗粒的步骤c2,然后是步骤c1(预烧制),然后是弯曲步骤d,然后是任选的用于去除耐火颗粒的步骤d1,最后是层压步骤e。
80.步骤d在通常为550至650℃的温度下,弯曲尤其可以通过重力进行(玻璃在其自身重量下变形)或通过压制进行。
81.玻璃片材可以通过在它们之间放置中间粉末(确保几十微米的间隙,通常20-50μm)来保持一定距离。中间粉末例如基于碳酸钙和/或碳酸镁。
82.在弯曲期间,内部玻璃片材(旨在位于乘客舱内部)通常放置在外部玻璃片材上方。因此,在弯曲步骤期间,附加玻璃片材被放置在第一玻璃片材上方。
83.优选地,在步骤d之后,搪瓷层是不透明的,具有黑色调。其在玻璃一侧的反射中测量的亮度l*优选小于5。如上所述,它有利地在第一玻璃片材的周边形成条带。搪瓷层由此能够隐藏和保护密封件、连接元件或传感器免受紫外线辐射。
84.如果在预烧制结束时搪瓷层还没有完全溶解薄层堆叠体,这种完全溶解在弯曲期间获得,从而完成搪瓷烧制。
85.该层的完全溶解可以通过电子显微镜观察到,并体现为镜面反射中的颜色更加中性,特别地色度坐标a*和b*接近0,在任何情况下都低于5。
86.步骤e层压步骤可以通过在高压釜中处理来实现,例如在110至160℃的温度和10至15巴的压力下。在高压釜处理之前,禁锢在玻璃片材和层压中间层之间的空气可以通过压延或施加负压来消除。
87.如上所述,附加片材优选地是层压窗玻璃的内部片材,即位于窗玻璃凹侧的片材,旨在被定位在乘客舱内部。因此,涂层被布置在层压窗玻璃的面2上。
88.附加玻璃片材可由钠钙硅玻璃或硼硅酸盐或铝硅酸盐玻璃制成。它可以由透亮或有色玻璃制成。它的厚度优选地在0.5-4mm之间,特别地在1-3mm之间。
89.根据一种优选实施方式,附加玻璃片材的厚度在0.5至1.2mm之间。附加玻璃片材特别地由铝硅酸钠玻璃制成,优选化学增强的铝硅酸钠玻璃制成。附加玻璃片材优选是层压窗玻璃的内片材。本发明对于其中难以将薄层堆叠体布置在面3上的这种类型的配置特别有用。化学增强(也称为“离子交换”)在于使玻璃表面与熔融钾盐(例如硝酸钾)接触,从而通过具有较大离子半径的离子(在这里是钾离子)交换该玻璃的离子(在这里是钠离子)来增强玻璃表面。这种离子交换允许在玻璃表面并在一定厚度上形成压应力。优选地,表面应力为至少300mpa,特别地400甚至500mpa,并且最多700mpa,并且受压区域的厚度为至少20μm,通常在20-50μm之间。应力分布可以使用装有babinet补偿器的偏光显微镜以已知方式确定。化学淬火步骤优选在380至550℃的温度下进行,持续时间为30分钟至3小时。化学增强优选在弯曲步骤之后但在层压步骤之前进行。获得的窗玻璃优选为机动车辆的挡风玻璃,特别地加热挡风玻璃。
90.根据另一种优选实施方式,附加玻璃片材在与面向层压中间层的面(优选面4,附
加板是内板)相反的面上承载附加薄层堆叠体,特别地低辐射率堆叠体,该堆叠体包括透明导电氧化物,特别地氧化铟锡(ito)。本发明还特别适用于其中这种难以将薄层堆叠体布置在同一玻璃片材的两个面(面3和4)上的构造。在这种实施方式中,层压中间层和/或附加玻璃片材优选被着色,带有涂层的玻璃片材能够由透亮玻璃制成。获得的窗玻璃优选是机动车辆的车顶。
91.作为后一种优选实施方式的示例,可以提及层压弯曲车顶,该车顶从车辆外部包括在表面2上涂覆有薄层堆叠体的透明玻璃片材,该薄层堆叠体包括至少一个银层然后是搪瓷层、由有色pvb制成的层压中间层,和由有色玻璃制成的附加玻璃片材,其在面4上承载低发射率的薄层堆叠体,特别地基于ito的薄层堆叠体。
92.层压中间层优选包含至少一个聚乙烯醇缩醛片材,特别地聚乙烯醇缩丁醛(pvb)片材。
93.层压中间层可以着色或不着色,以在必要时调节窗玻璃的光学或热性质。
94.层压中间层可以有利地具有吸声性质以便吸收空气来源的或固体来源的声音。为此,它可以特别地由三个聚合物片材组成,包括两个围绕内部聚合物片材的“外部”pvb片材,任选地由pvb制成,其硬度低于外部片材的硬度。
95.层压中间层还可以具有隔热性质,特别地红外辐射反射的性质。为此,它可以包括具有低发射率的薄层涂层,例如包含银薄层的涂层或具有不同折射率的介电层交替的涂层,该薄层涂层被沉积在由两个外部pvb片材包围的内部pet片材上。
96.层压中间层的厚度通常在0.3-1.5mm,特别地0.5-1mm的范围内。层压中间层在窗玻璃的边缘上可以具有比在窗玻璃的中心更小的厚度,以防止在使用平视显示器(hud,抬头显示器)的情况下形成双重图像。
实施例
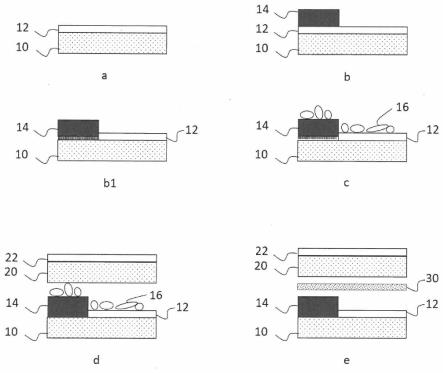
97.以下示例性实施例将结合图1至图4以非限制性方式说明本发明,其中:-[图1]示意性地说明了根据本发明的方法的一种实施方式。
[0098]
‑ꢀ
[图2]示意性地说明了根据本发明的方法的另一种实施方式。
[0099]
‑ꢀ
[图3]示意性地说明了根据本发明的方法的另一种实施方式。
[0100]
‑ꢀ
[图4]示意性地说明了根据本发明的方法的另一种实施方式。
[0101]
这些图显示了一部分玻璃片材和沉积在玻璃片材上(在其周边附近)的元件的示意性横截面。不同元件显然没有按比例表示,以可以使它们可视化。
[0102]
在步骤a中提供涂覆有薄层堆叠体12的第一玻璃片材10,然后将堆叠体12的一部分涂上搪瓷层14,特别地通过丝网印刷进行(步骤b)。
[0103]
在图1和图3的实施方案中,该组件然后经历预烧制(步骤b1),在所示情况下,这导致堆叠体12被搪瓷14部分溶解。
[0104]
在图1所示的实施方式中,然后将耐火颗粒16沉积在搪瓷层14上和在堆叠体12上(步骤c)。
[0105]
然后将附加玻璃片材20,在这里被提供有附加薄层堆叠体22,放置在第一玻璃片材10上,然后将该组件弯曲(步骤d)。由于显示的视图仅是玻璃片材的端部,因此在此处未显示曲率。该图说明了,在弯曲之后,搪瓷14已经完全溶解了在下方的薄层堆叠体12。
[0106]
在步骤e中,涂覆有薄层堆叠体12和搪瓷层14的第一玻璃片材10和涂覆有附加堆叠体22的附加玻璃片材20借助于层压中间层30进行组装。该图以分解图的形式分别显示了每个元件。在未示出的步骤d1期间预先去除了颗粒16。
[0107]
图2的实施方式与图1的实施方式的不同之处在于预烧制步骤(步骤c1)在沉积耐火颗粒16的步骤c之后并且在弯曲步骤d之前进行。
[0108]
图3和4的实施方式增加了沉积粘合剂层18的步骤b2以及去除除那些固定在搪瓷层14上的耐火颗粒之外的耐火颗粒16的步骤c2。因此,在步骤c期间,沉积在搪瓷层14上的颗粒16被固定在搪瓷层14上,并且在弯曲步骤d期间,仅存在固定在搪瓷层14上的颗粒16。
[0109]
图4的实施方式与图3的实施方式的不同之处在于预烧制步骤(步骤c1)在沉积耐火颗粒16的步骤c之后并且在弯曲步骤d之前进行。
[0110]
实施例1:由实施例1实施的方法对应于图1的实施方式。
[0111]
2.1毫米厚的玻璃片材,其预先通过阴极溅射用薄层堆叠体(该堆叠体包括两个用氧化锌层、氮化硅层和nicr阻挡层保护的银层)进行涂覆,通过丝网印刷涂覆有湿厚度为25微米的搪瓷层。
[0112]
在干燥(150℃,1至2分钟)然后在630℃预烧制之后,颗粒被分散在第一玻璃片材的整个表面上,尤其在预烧制搪瓷层上。
[0113]
这些颗粒基于硅酸镁,通过研磨以商标isofrax
®ꢀ
1260c销售的纤维获得。获得的颗粒具有小于50
µ
m的直径和为至少1mm的长度。
[0114]
在与附加钠钙玻璃片材(在面4上具有包含ito层的堆叠体)配对后,该组件在超过600℃的温度下弯曲350-500秒。在清洗以去除耐火颗粒后,将两个玻璃片材与pvb中间层层压在一起。
[0115]
烧制后,通过测量反射中的亮度l*(光源d65,参考观察者10
°
)评估外观,更具体地从面1观察的黑色。低于5的值被认为是可以接受的。通过目测定性评价该粘合本身。
[0116]
对于高于628℃的弯曲温度,l*的值小于4.8,对于651℃的弯曲温度,l*的值为3.6。在最高达651℃的弯曲温度下没有观察到粘附。
[0117]
实施例2:由实施例2实施的方法对应于图3的实施方式。
[0118]
在步骤b2中,通过丝网印刷在搪瓷层上沉积了树脂(ferro 80-007介质),其湿厚度为10-15μm。然后将如此获得的粘合剂层在约150℃下干燥1-2分钟以除去溶剂。然后将没有通过粘合剂层粘附在搪瓷上的耐火颗粒被空气吹走。其它步骤与实施例1以相同方式进行实施。
[0119]
获得了与实施例1中相同的在美学和不存在粘附方面的结果。另一方面,与实施例1相反,在薄层堆叠体上没有观察到划痕。
[0120]
实施例3:由实施例3实施的方法对应于图4的实施方式。相对于实施例2的唯一区别因此是步骤的顺序,因为颗粒已经沉积在仅仅干燥的搪瓷层上,预烧制正好在弯曲之前进行。
[0121]
获得了与实施例2中相同的在美学和不存在粘附方面的结果。同样,与实施例1相反,在薄层堆叠体上也没有观察到划痕。
[0122]
比较例c1在本实施例中,与实施例1相比,耐火颗粒的沉积已被通过丝网印刷沉积具有防粘性质的25μm铋搪瓷所取代。
[0123]
然而,观察到粘附,此外,对于所有所研究的弯曲温度,l*的值都大于5。
[0124]
比较例c2在本实施例中,与实施例1相比,耐火颗粒的沉积已被具有小于20μm的尺寸的黑色颜料的沉积所取代。
[0125]
虽然没有观察到粘附,但l*值至少为12.4(对于650℃的弯曲温度观察到的值)。
[0126]
比较例c3在该实施例中,与实施例1相比,耐火颗粒的沉积已被具有小于20μm的尺寸的白色颜料的沉积所取代。
[0127]
虽然没有观察到粘附,但l*值至少为20。
[0128]
比较例c4在该实施例中,与实施例1相比,耐火颗粒的沉积已被通过丝网印刷沉积硅溶胶-凝胶层(来自ferro的产品tlu0059)代替。
[0129]
美观性令人满意(l*《5,特别地对于654℃的弯曲温度为3.3),但观察到粘附。
[0130]
比较例c5在该实施例中,与实施例1相比,耐火颗粒的沉积已被通过丝网印刷沉积基于另外包含黑色颜料的碱金属硅酸盐的溶液的代替。
[0131]
对于650℃的弯曲温度,l*值为16,并且观察到硅酸盐层转移到附加玻璃片材上。
[0132]
比较例c6在本实施例中,与实施例1相比,耐火颗粒的沉积已被通过丝网印刷沉积25μm铋搪瓷所取代,该搪瓷由ferro公司以参考编号14316销售,以其防粘性质而闻名。与实施例c1相反,在该搪瓷沉积之后进行了第二次预烧制处理。
[0133]
然而,观察到粘附,此外,对于650℃的弯曲温度,l*值为8.9。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1