毡基复合材料及制备方法和装置与流程
1.本发明涉及一种具有隔音保温性能的复合材料,尤其是一种无须粘合剂的毡基复合材料及制备方法和装置。
背景技术:
2.现有的具有隔音保温性能的复合材料,在使用过程中,为便于安装,通常将基层与毡层进行复合,其中的毡层由纤维互相缠绕形成。例如隔音塑料板、隔热塑料板、隔热管道等结构。目前通常采用在基层上涂胶的方式进行粘合。存在的问题是,整个工序包括片材切割、转运、涂胶、粘合、复合材料切割等,需要的人工较多,生产效率低,而且胶水对操作人员的身体健康影响较大。经过检索,针对毡层的复合方法并无不采用胶水的复合方案。中国专利文献cn102642352a记载了一种无胶复合轻质装饰板及其制造方法,记载了将塑料基材和塑料装饰性薄膜热复合的方案,但是二者均为片材,且加热温度高达180~300℃,压合时间为30~60s,本发明的工况在该温度下,塑料基材处于融化状态,而毡层并不平整,二者的复合导致毡基复合材料不平整,甚至可能影响成品的隔音保温性能。cn 211075020 u记载了一种pvc与pet膜无胶水复合装置,其中记载了利用加热辊分别对pvc膜和pet膜加热,然后经过拉伸后进行复合。该方案主要是对于膜材的复合方式。
技术实现要素:
3.本发明所要解决的技术问题是提供一种毡基复合材料及制备方法和装置,能够实现无需胶水的将毡层和基层进行复合,而且成品表面平整,工作温度低,加工效率高。
4.为解决上述技术问题,本发明所采用的技术方案是:一种毡基复合材料,包括基层和毡层,毡层部分的嵌入到基层内,构成嵌入层,从而使毡层与基层连接在一起;基层与毡层之间没有粘合剂;基层包括pp、pvc或橡胶;毡层包括pp棉毡、pet棉毡、无纺纤维毛毡、针刺毛毡或气凝胶毡。
5.一种用于制备上述的毡基复合材料的制备方法,包括以下步骤:使基层处于软化温度以上熔化温度以下,将毡层与基层压合,以使部分毡层挤压嵌入基层内,构成嵌入层,从而使毡层与基层连接在一起;基层与毡层之间没有粘合剂。
6.优选的方案中,基层温度为100~179℃,压合时间小于29s。
7.优选的方案中,基层温度为130~160℃,压合时间为0.5~5s。
8.一种用于制备上述的毡基复合材料的制备装置,包括相对设置的压辊和托辊,毡层和基层同时从压辊与托辊之间通过;毡层和基层通过压辊和托辊时,基层处于软化温度以上熔化温度以下,毡层和基层通过压辊和托辊的时间小于29s。
9.优选的方案中,毡层和基层通过压辊和托辊的时间为0.5~5s。
10.优选的方案中,在压辊两端设有压辊气缸,压辊气缸的另一端与机架连接,压辊气缸用于使压辊与托辊之间的距离保持不变;在压辊或托辊表面设有凸凹纹理。
11.优选的方案中,所述的压辊与托辊位于靠近塑料挤出机5米以内。
12.优选的方案中,所述的压辊与托辊之前设有热风喷嘴,热风喷嘴指向基层,用于通过热风将基层加温至130~179℃。
13.一种用于制备上述的毡基复合材料的制备装置,在塑料挤出机的芯模设有向外延伸的内托管座 ,在塑料挤出机的外模设有可转动的转动架;所述的塑料挤出机为圆管挤出机,挤出的圆管为基层;在转动架上设有倾斜轴,倾斜轴上设有可转动的倾斜毡层辊,倾斜毡层辊上卷绕有毡层;在倾斜轴沿转动架圆周相对侧设有转动梁,转动梁通过转动压辊推杆与转动压辊连接,转动压辊设置在靠近内托管座的位置,用于将毡层螺旋嵌入至基层,并通过转动架的转动,将毡层完整包覆在基层的外壁。
14.本发明提供了一种毡基复合材料及制备方法和装置,通过采用在基层处于软化状态下将毡层与基层在压合在一起,并使毡层中的纤维部分的嵌入到基层内构成嵌入层,从而完成复合操作。由本发明的方案,大幅提高了毡基复合材料的制备效率,而且节省了胶水和涂胶的步骤,成本更低。本发明的推广应用,能够提高毡基复合材料的环保性能。尤其在保温管道的制备过程中,具有极高的经济性。
附图说明
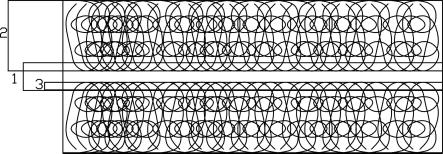
15.下面结合附图和实施例对本发明作进一步说明:图1为本发明的毡基复合材料的横截面结构示意图。
16.图2为本发明的毡基复合材料制备装置的结构示意图。
17.图3为本发明的毡基复合材料制备装置的另一优选结构示意图。
18.图4为本发明中毡基复合材料保温管的制备装置的结构示意图。
19.图中:基层1,毡层2,嵌入层3,塑料挤出机4,压辊5,压辊气缸6,托辊7,毡层辊8,成品辊9,热风喷嘴10,塑料管挤出机11,转动架12,驱动电机13,小齿轮14,内齿环15,倾斜轴16,倾斜毡层辊17,挤出管基层18,内托管座19,螺旋毡层20,转动梁21,转动压辊推杆22,转动压辊23。
具体实施方式
20.实施例1:如图1中,一种毡基复合材料,包括基层1和毡层2,毡层2部分的嵌入到基层1内,构成嵌入层3,从而使毡层2与基层1连接在一起;毡层由纤维互相缠绕形成具有较多孔洞的结构,表面不平整,具有一定变形能力,通常利用这些孔洞的结构起到保温和隔音效果。
21.基层1与毡层2之间没有粘合剂;基层1包括pp、pvc或橡胶;毡层2包括pp棉毡、pet棉毡、无纺纤维毛毡、针刺毛毡或气凝胶毡。从微观观察,成
品的毡基复合材料中,毡层2表层的纤维,部分的嵌入到基层1内,形成嵌入层3,由于毡层2表层的纤维与毡层2其他层的纤维互相缠绕,从而使毡层2整体与基层1完成复合。由于没有粘合剂,本发明的毡基复合材料具有更环保的优势。
22.实施例2:一种用于制备上述的毡基复合材料的制备方法,包括以下步骤:使基层1处于软化温度以上熔化温度以下,将毡层2与基层1压合,以使部分毡层2挤压嵌入基层1内,构成嵌入层3,从而使毡层2与基层1连接在一起;基层1与毡层2之间没有粘合剂。
23.优选的方案中,基层1温度为100~179℃,压合时间小于29s。
24.优选的方案中,基层1温度为130~160℃,压合时间为0.5~5s,优选的压合时间为1s。
25.优选的方案中,压合时,在压辊5的表面设有凸凹纹理,压辊5的压力被设置为使压辊5与托辊7保持固定的间隙,以使毡层2表层的纤维被压入到软化的基层1内。
26.与现有技术中其他领域的方案相比,本发明的加热温度更低,压合时间更短,生产效率更高而生产成本更低。
27.实施例3:如图2、3中,一种用于制备上述的毡基复合材料的制备装置,包括相对设置的压辊5和托辊7,毡层2和基层1同时从压辊5与托辊7之间通过;毡层2和基层1通过压辊5和托辊7时,基层1处于软化温度以上熔化温度以下,毡层2和基层1通过压辊5和托辊7的时间小于29s。
28.优选的方案中,毡层2和基层1通过压辊5和托辊7的时间为0.5~5s。
29.优选的方案中,在压辊5两端设有压辊气缸6,压辊气缸6的另一端与机架连接,压辊气缸6用于使压辊5与托辊7之间的距离保持不变;压辊5的压力被设置为使压辊5与托辊7保持固定的间隙,以使毡层2表层的纤维被压入到软化的基层1内。
30.在压辊5或托辊7表面设有凸凹纹理。
31.优选的方案如图2中,所述的压辊5与托辊7位于靠近塑料挤出机4的距离在5米以内。
32.优选的方案如图3中,所述的压辊5与托辊7之前设有热风喷嘴10,热风喷嘴10指向基层1,用于通过热风将基层1加温至130~179℃。设置的热风喷嘴10能够减少设备设置的难度,例如可以使压辊5和托辊7距离塑料挤出机4足够的远。或者不需要塑料挤出机4,例如外购的基层1和毡层2。
33.实施例4:具有保温或隔音效果的圆管在市场上需求量较大,而现有的方案都是在施工现场用涂胶的方式制造,施工效率极低。为解决该技术难题。
34.如图4中,一种用于制备上述的毡基复合材料圆管的制备装置,在塑料挤出机4的芯模设有向外延伸的内托管座19,在塑料挤出机4的外模设有可转动的转动架12;挤出圆管的塑料挤出机4属于市售的产品,它包括外模和芯模,塑料从外模与芯模之间的缝隙挤出形成塑料圆管。转动架12通过轴承与外模连接,优选的,在转动架12上设有内齿环15,内齿环15与转动架12固定连接。在外模上还固设有驱动电机13,驱动电机13的输出轴与小齿轮14
固定连接,小齿轮14与内齿环15啮合连接,以驱动转动架12旋转。
35.所述的塑料挤出机4为圆管挤出机,挤出的圆管为基层1;在转动架12上设有倾斜轴16,倾斜轴16上设有可转动的倾斜毡层辊17,倾斜毡层辊17上卷绕有毡层2;在倾斜轴16沿转动架12圆周相对侧设有转动梁21,转动梁21通过转动压辊推杆22与转动压辊23连接,转动压辊23设置在靠近内托管座19的位置,用于将毡层2螺旋嵌入至基层1,并通过转动架12的转动,将毡层2以螺旋的方式完整包覆在基层1的外壁。转动压辊推杆22可选的采用气缸、电动推杆或者可调的伸缩杆。由于转动压辊推杆22处于转动状态,因此给转动压辊推杆22供应压缩空气和电力导致机构较为复杂,同时由于转动压辊推杆22通常一次调节后即处于固定不动的状态。因此本例中优选采用可调的伸缩杆,例如通过螺钉固定的套筒杆,或者通过螺钉固定的两个板式结构伸缩杆。以使转动压辊23的表面与内托管座19之间的距离为固定值,从而将螺旋的毡层2表面部分纤维压入到挤出的圆管基层1内,完成复合操作。
36.上述的实施例仅为本发明的优选技术方案,而不应视为对于本发明的限制,本技术中的实施例及实施例中的特征在不冲突的情况下,可以相互任意组合。本发明的保护范围应以权利要求记载的技术方案,包括权利要求记载的技术方案中技术特征的等同替换方案为保护范围。即在此范围内的等同替换改进,也在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1