一种无胶膜主体材料及其制备方法与流程
1.本发明涉及塑料膜技术领域,特别涉及一种无胶膜主体材料及其制备方法。
背景技术:
2.双向拉伸膜具有较小的内应力和晶粒均匀性,具有较好的应用。
3.可参考现有公开号为cn106513243a的中国专利,其公开了双向拉伸聚丙烯薄膜,采用丙烯酸乳液逆向涂布方式制作而成。本发明在生产效率上较以往的正涂或刮棒涂布有了很大的提高,不仅生产速度由原来40m/min提高到70m/min,而且涂布后的薄膜表观也细腻均匀,涂层克重稳定可控。
4.但是上述的这种薄膜存在着一些缺点,如:综合性能不足,包括成型精度、阻隔性、耐磨性、抗穿刺性、透明性、韧性和抗静电性的综合性能不足;此外,未提供无胶膜的制造工艺。
技术实现要素:
5.针对背景技术中提到的问题,本发明的目的是提供一种无胶膜主体材料及其制备方法,以解决背景技术中提到的问题。
6.本发明的上述技术目的是通过以下技术方案得以实现的:
7.一种无胶膜主体材料,包括复合固定的双向拉伸聚丙烯薄膜和尼龙薄膜,所述双向拉伸聚丙烯薄膜在背离所述尼龙薄膜的一侧设置有抗静电膜;所述双向拉伸聚丙烯薄膜和尼龙薄膜之间设置有过渡层,所述过渡层与所述尼龙薄膜之间设置有树脂粘合共挤层。
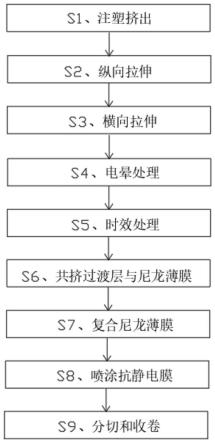
8.本发明还提供了一种无胶膜主体材料的制备方法,包括以下步骤:
9.s1、注塑挤出:经过注塑机、t形机头和牵引机,形成连续的流延聚丙烯坯料,控制t形机头温度为30-50℃,控制注塑机的注塑温度为230-255℃,控制注塑机注塑压力为1600-1700bar;
10.s2、纵向拉伸:在低于聚丙烯塑料tm温度20-28℃下,对流延聚丙烯坯料进行纵向拉伸,控制纵向拉伸比为4.5-5.5;
11.s3、横向拉伸:在低于聚丙烯塑料tm温度30-34℃下,对流延聚丙烯坯料进行横向拉伸,控制横向拉伸比为3-4.5;
12.s4、电晕处理:利用高频率高电压在被处理的塑料表面电晕放电,控制高频交流电压为5000-9000v/m2,产生低温等离子体,使聚丙烯薄膜表面产生游离基反应使聚合物发生交联;
13.s5、时效处理:将聚丙烯薄膜进行温箱,控制温箱内温度为40-45℃,温箱有效长度不小于10m,控制松散运输的聚丙烯薄膜在温箱内的流动速度为3m/h;
14.s6、共挤过渡层与尼龙薄膜:利用三个螺杆挤出机分别挤出熔融塑料,分别挤出熔融尼龙塑料、熔融过渡层、熔融树脂粘合共挤层,并将各自挤出的熔融塑料通过一副口模,将各自挤出的熔融塑料通过口模,得到三层复合膜:
15.s7、复合尼龙薄膜:将三层复合膜和时效处理后的聚丙烯薄膜经过多辊输送机送入薄膜复合机,之后进行热复合;
16.s8、喷涂抗静电膜:将抗静电液采用喷涂的方式喷涂至聚丙烯薄膜的表面;
17.s9、分切和收卷:将成品分切后进行收卷。
18.较佳的,所述s1中采用聚丙烯颗粒作为基础料,并加入占据聚丙烯颗粒质量百分比为1-4%乙烯的无规则共聚物,并加入占据聚丙烯颗粒质量百分比共0.1%的增塑剂、热稳定剂和光稳定剂。
19.较佳的,所述s1之后在进行s2之前,将流延聚丙烯坯料经过冷却辊降温,冷却辊的表面粗糙度不大于0.15mm,并采用β射线或红外测厚仪对薄膜厚度进行监测,控制聚丙烯薄膜坯料的厚度为2mm。
20.较佳的,所述s4中在进行电晕处理时,控制电晕车间的空气含水量体积在0.03-0.06%以下。
21.较佳的,所述s7中,在进行复合尼龙薄膜时,控制热复合的温度为90-95℃,控制复合压力为2400-2600bar。
22.较佳的,所述s8时,在喷涂时,控制喷枪的喷头到被涂物的距离为160-220mm,控制喷涂间距为40-50mm,控制喷枪移动速度在30-60cm/s内。
23.较佳的,复合后的所述无胶膜主体材料的厚度为0.3-0.5mm。
24.较佳的,所述s6中的的过渡层为hdpe、ldpe、lldpe、cpp,所述树脂粘合复合层包括以下质量计组分:环氧树脂50-70份、桃胶20-30份、三乙醇胺6-10份、三乙烯四胺2-5份、四氢呋喃2-5份、稀释剂2-5份、聚酰胺5-10份。
25.较佳的,所述s6中在进行共挤时,挤出机采用三段挤出机,包括加料段、压缩段和均化段,机身一中机头的挤出温度控制在170-180℃,机身二中机头的挤出温度控制在155-165℃,机身三中机头的挤出控制在165-175℃;控制口模成型温度174-188℃,冷却温度为40-50℃。
26.综上所述,本发明主要具有以下有益效果:
27.本无胶膜主体材料采用多层复合结构,先采用了三层共挤工艺再配合使用热复合工艺,形成了多层膜结构,能够综合利用各种材料的性能,得到成型精度高、高阻隔性、高耐磨性、高抗穿刺性、高透明性、高抗静电性和高韧性的复合制品;
28.本无胶膜主体材料的生产工艺在进行双向拉伸聚丙烯薄膜生产时,应用了时效处理和电晕处理的工艺,电晕处理工艺能够产生低温等离子体,使聚丙烯薄膜表面产生游离基反应使聚合物发生交联,时效处理能够减小能应力,提高后续生产覆膜的贴附性能;
29.本无胶膜主体材料的生产工艺在进行注塑挤出时,采用了注塑机、t形机头和牵引机,能够生产流延聚丙烯坯料,通过控制t形机头温度为30-50℃,控制注塑机的注塑温度为230-255℃,控制注塑机注塑压力为1600-1700bar;通过在低于聚丙烯塑料tm温度20-28℃下,对流延聚丙烯坯料进行纵向拉伸,控制纵向拉伸比为4.5-5.5;能够降低聚丙烯生产时的粘度影响,并能够减小因为聚丙烯分子取向程度高而呈现较大的收缩率;
30.本无胶膜主体材料的生产工艺采用多层共挤工艺,形成了过渡层、尼龙薄膜、树脂粘合共挤层三层复合结构,克服了传统尼龙薄膜与聚丙烯薄膜热复合不牢固的缺点,能够提高结合强度与结合韧性,以及其他各方面的综合性能;
31.本无胶膜主体材料的生产工艺在生产复合膜时,工艺相对简单,产出率提升,次品率下降,具有良好的经济效益。
附图说明
32.图1是本发明的流程框图。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.实施例1
35.一种无胶膜主体材料,包括复合固定的双向拉伸聚丙烯薄膜和尼龙薄膜,所述双向拉伸聚丙烯薄膜在背离所述尼龙薄膜的一侧设置有抗静电膜;所述双向拉伸聚丙烯薄膜和尼龙薄膜之间设置有过渡层,所述过渡层与所述尼龙薄膜之间设置有树脂粘合共挤层。
36.实施例2
37.参考图1,一种无胶膜主体材料的制备方法,包括以下步骤:
38.s1、注塑挤出:经过注塑机、t形机头和牵引机,形成连续的流延聚丙烯坯料,控制t形机头温度为30℃,控制注塑机的注塑温度为230℃,控制注塑机注塑压力为1600bar,通过设置上述参数能够降低聚丙烯生产时的粘度影响,并能够减小因为聚丙烯分子取向程度高而呈现较大的收缩率;
39.s2、纵向拉伸:在低于聚丙烯塑料tm温度20℃下,对流延聚丙烯坯料进行纵向拉伸,控制纵向拉伸比为4.5;
40.s3、横向拉伸:在低于聚丙烯塑料tm温度30℃下,对流延聚丙烯坯料进行横向拉伸,控制横向拉伸比为3;
41.s4、电晕处理:利用高频率高电压在被处理的塑料表面电晕放电,控制高频交流电压为5000v/m2,产生低温等离子体,使聚丙烯薄膜表面产生游离基反应使聚合物发生交联,减小应力集中
42.s5、时效处理:将聚丙烯薄膜进行温箱,控制温箱内温度为40℃,温箱有效长度不小于10m,控制松散运输的聚丙烯薄膜在温箱内的流动速度为3m/h,通过采用上述参数进行时效处理能够减小能应力,提高后续生产覆膜的贴附性能;
43.s6、共挤过渡层与尼龙薄膜:利用三个螺杆挤出机分别挤出熔融塑料,分别挤出熔融尼龙塑料、熔融过渡层、熔融树脂粘合共挤层,并将各自挤出的熔融塑料通过一副口模,将各自挤出的熔融塑料通过口模,得到三层复合膜:
44.s7、复合尼龙薄膜:将三层复合膜和时效处理后的聚丙烯薄膜经过多辊输送机送入薄膜复合机,之后进行热复合;
45.s8、喷涂抗静电膜:将抗静电液采用喷涂的方式喷涂至聚丙烯薄膜的表面;
46.s9、分切和收卷:将成品分切后进行收卷。
47.其中,所述s1中采用聚丙烯颗粒作为基础料,并加入占据聚丙烯颗粒质量百分比
为1%乙烯的无规则共聚物,并加入占据聚丙烯颗粒质量百分比共0.1%的增塑剂、热稳定剂和光稳定剂。
48.其中,所述s1之后在进行s2之前,将流延聚丙烯坯料经过冷却辊降温,冷却辊的表面粗糙度不大于0.15mm,并采用β射线或红外测厚仪对薄膜厚度进行监测,控制聚丙烯薄膜坯料的厚度为2mm。
49.其中,所述s4中在进行电晕处理时,控制电晕车间的空气含水量体积在0.03%以下;电子对两极间空气中的分子进行碰撞和激活,产生臭氧及一氧化氮等物质,在一定的温度下,由于它们的亲水性,会与空气中的水分子相结合,产生含有亚硝酸盐、硝酸盐成份的废液,并且随着空气湿度的增加而增加。如果对产生的废液不能及时进行很好的清理,在排出管道或电极罩壳中存留下来,就可能流滴到辊面,并随着辊的转动而造成膜面污染,造成薄膜局部浸润张力降低、附着不牢等,形成产品质量问题。
50.其中,所述s7中,在进行复合尼龙薄膜时,控制热复合的温度为90℃,控制复合压力为2400bar。
51.其中,所述s8时,在喷涂时,控制喷枪的喷头到被涂物的距离为160mm,控制喷涂间距为40mm,控制喷枪移动速度在30cm/s内。
52.其中,所述s6中的的过渡层为hdpe,所述树脂粘合复合层包括以下质量计组分:环氧树脂50份、桃胶20份、三乙醇胺10份、三乙烯四胺2份、四氢呋喃2份、稀释剂5份、聚酰胺5份。
53.其中,所述s6中在进行共挤时,挤出机采用三段挤出机,包括加料段、压缩段和均化段,机身一中机头的挤出温度控制在174℃,机身二中机头的挤出温度控制在158℃,机身三中机头的挤出控制在168℃;控制口模成型温度178℃,冷却温度为45℃。
54.其中,本无胶膜主体材料采用多层复合结构,先采用了三层共挤工艺再配合使用热复合工艺,形成了多层膜结构,能够综合利用各种材料的性能,得到成型精度高、高阻隔性、高耐磨性、高抗穿刺性、高透明性、高抗静电性和高韧性的复合制品;
55.本无胶膜主体材料的生产工艺在进行双向拉伸聚丙烯薄膜生产时,应用了时效处理和电晕处理的工艺,电晕处理工艺能够产生低温等离子体,使聚丙烯薄膜表面产生游离基反应使聚合物发生交联,时效处理能够减小能应力,提高后续生产覆膜的贴附性能;
56.本无胶膜主体材料的生产工艺在进行注塑挤出时,采用了注塑机、t形机头和牵引机,能够生产流延聚丙烯坯料,通过控制t形机头温度为30-50℃,控制注塑机的注塑温度为230-255℃,控制注塑机注塑压力为1600-1700bar;通过在低于聚丙烯塑料tm温度20-28℃下,对流延聚丙烯坯料进行纵向拉伸,控制纵向拉伸比为4.5-5.5;能够降低聚丙烯生产时的粘度影响,并能够减小因为聚丙烯分子取向程度高而呈现较大的收缩率;
57.本无胶膜主体材料的生产工艺采用多层共挤工艺,形成了过渡层、尼龙薄膜、树脂粘合共挤层三层复合结构,克服了传统尼龙薄膜与聚丙烯薄膜热复合不牢固的缺点,能够提高结合强度与结合韧性,以及其他各方面的综合性能;
58.本无胶膜主体材料的生产工艺在生产复合膜时,工艺相对简单,产出率提升,次品率下降,具有良好的经济效益。
59.实施例3
60.参考图1,一种无胶膜主体材料的制备方法,包括以下步骤:
61.s1、注塑挤出:经过注塑机、t形机头和牵引机,形成连续的流延聚丙烯坯料,控制t形机头温度为50℃,控制注塑机的注塑温度为255℃,控制注塑机注塑压力为1700bar,通过设置上述参数能够降低聚丙烯生产时的粘度影响,并能够减小因为聚丙烯分子取向程度高而呈现较大的收缩率;
62.s2、纵向拉伸:在低于聚丙烯塑料tm温度28℃下,对流延聚丙烯坯料进行纵向拉伸,控制纵向拉伸比为5.5;
63.s3、横向拉伸:在低于聚丙烯塑料tm温度34℃下,对流延聚丙烯坯料进行横向拉伸,控制横向拉伸比为4.5;
64.s4、电晕处理:利用高频率高电压在被处理的塑料表面电晕放电,控制高频交流电压为9000v/m2,产生低温等离子体,使聚丙烯薄膜表面产生游离基反应使聚合物发生交联,减小应力集中
65.s5、时效处理:将聚丙烯薄膜进行温箱,控制温箱内温度为45℃,温箱有效长度不小于10m,控制松散运输的聚丙烯薄膜在温箱内的流动速度为3m/h,通过采用上述参数进行时效处理能够减小能应力,提高后续生产覆膜的贴附性能;
66.s6、共挤过渡层与尼龙薄膜:利用三个螺杆挤出机分别挤出熔融塑料,分别挤出熔融尼龙塑料、熔融过渡层、熔融树脂粘合共挤层,并将各自挤出的熔融塑料通过一副口模,将各自挤出的熔融塑料通过口模,得到三层复合膜:
67.s7、复合尼龙薄膜:将三层复合膜和时效处理后的聚丙烯薄膜经过多辊输送机送入薄膜复合机,之后进行热复合;
68.s8、喷涂抗静电膜:将抗静电液采用喷涂的方式喷涂至聚丙烯薄膜的表面;
69.s9、分切和收卷:将成品分切后进行收卷。
70.其中,所述s1中采用聚丙烯颗粒作为基础料,并加入占据聚丙烯颗粒质量百分比为1-4%乙烯的无规则共聚物,并加入占据聚丙烯颗粒质量百分比共0.1%的增塑剂、热稳定剂和光稳定剂。
71.其中,所述s1之后在进行s2之前,将流延聚丙烯坯料经过冷却辊降温,冷却辊的表面粗糙度不大于0.15mm,并采用β射线或红外测厚仪对薄膜厚度进行监测,控制聚丙烯薄膜坯料的厚度为2mm。
72.其中,所述s4中在进行电晕处理时,控制电晕车间的空气含水量体积在0.06%以下;电子对两极间空气中的分子进行碰撞和激活,产生臭氧及一氧化氮等物质,在一定的温度下,由于它们的亲水性,会与空气中的水分子相结合,产生含有亚硝酸盐、硝酸盐成份的废液,并且随着空气湿度的增加而增加。如果对产生的废液不能及时进行很好的清理,在排出管道或电极罩壳中存留下来,就可能流滴到辊面,并随着辊的转动而造成膜面污染,造成薄膜局部浸润张力降低、附着不牢等,形成产品质量问题。
73.其中,所述s7中,在进行复合尼龙薄膜时,控制热复合的温度为95℃,控制复合压力为2600bar。
74.其中,所述s8时,在喷涂时,控制喷枪的喷头到被涂物的距离为220mm,控制喷涂间距为50mm,控制喷枪移动速度在60cm/s内。
75.其中,所述s6中的的过渡层为ldpe,所述树脂粘合复合层包括以下质量计组分:环氧树脂60份、桃胶25份、三乙醇胺8份、三乙烯四胺3份、四氢呋喃3份、稀释剂3份、聚酰胺5
份。
76.较佳的,所述s6中在进行共挤时,挤出机采用三段挤出机,包括加料段、压缩段和均化段,机身一中机头的挤出温度控制在172℃,机身二中机头的挤出温度控制在155℃,机身三中机头的挤出控制在165℃;控制口模成型温度174℃,冷却温度为40℃
77.实施例4
78.参考图1,一种无胶膜主体材料的制备方法,包括以下步骤:
79.s1、注塑挤出:经过注塑机、t形机头和牵引机,形成连续的流延聚丙烯坯料,控制t形机头温度为40℃,控制注塑机的注塑温度为245℃,控制注塑机注塑压力为1650bar,通过设置上述参数能够降低聚丙烯生产时的粘度影响,并能够减小因为聚丙烯分子取向程度高而呈现较大的收缩率;
80.s2、纵向拉伸:在低于聚丙烯塑料tm温度25℃下,对流延聚丙烯坯料进行纵向拉伸,控制纵向拉伸比为5;
81.s3、横向拉伸:在低于聚丙烯塑料tm温度32℃下,对流延聚丙烯坯料进行横向拉伸,控制横向拉伸比为4;
82.s4、电晕处理:利用高频率高电压在被处理的塑料表面电晕放电,控制高频交流电压为6000v/m2,产生低温等离子体,使聚丙烯薄膜表面产生游离基反应使聚合物发生交联,减小应力集中
83.s5、时效处理:将聚丙烯薄膜进行温箱,控制温箱内温度为43℃,温箱有效长度不小于10m,控制松散运输的聚丙烯薄膜在温箱内的流动速度为3m/h,通过采用上述参数进行时效处理能够减小能应力,提高后续生产覆膜的贴附性能;
84.s6、共挤过渡层与尼龙薄膜:利用三个螺杆挤出机分别挤出熔融塑料,分别挤出熔融尼龙塑料、熔融过渡层、熔融树脂粘合共挤层,并将各自挤出的熔融塑料通过一副口模,将各自挤出的熔融塑料通过口模,得到三层复合膜:
85.s7、复合尼龙薄膜:将三层复合膜和时效处理后的聚丙烯薄膜经过多辊输送机送入薄膜复合机,之后进行热复合;
86.s8、喷涂抗静电膜:将抗静电液采用喷涂的方式喷涂至聚丙烯薄膜的表面;
87.s9、分切和收卷:将成品分切后进行收卷。
88.其中,所述s1中采用聚丙烯颗粒作为基础料,并加入占据聚丙烯颗粒质量百分比为2%乙烯的无规则共聚物,并加入占据聚丙烯颗粒质量百分比共0.1%的增塑剂、热稳定剂和光稳定剂。
89.其中,所述s1之后在进行s2之前,将流延聚丙烯坯料经过冷却辊降温,冷却辊的表面粗糙度不大于0.15mm,并采用β射线或红外测厚仪对薄膜厚度进行监测,控制聚丙烯薄膜坯料的厚度为2mm。
90.其中,所述s4中在进行电晕处理时,控制电晕车间的空气含水量体积在0.05%以下;电子对两极间空气中的分子进行碰撞和激活,产生臭氧及一氧化氮等物质,在一定的温度下,由于它们的亲水性,会与空气中的水分子相结合,产生含有亚硝酸盐、硝酸盐成份的废液,并且随着空气湿度的增加而增加。如果对产生的废液不能及时进行很好的清理,在排出管道或电极罩壳中存留下来,就可能流滴到辊面,并随着辊的转动而造成膜面污染,造成薄膜局部浸润张力降低、附着不牢等,形成产品质量问题。
91.其中,所述s7中,在进行复合尼龙薄膜时,控制热复合的温度为93℃,控制复合压力为2500bar。
92.其中,所述s8时,在喷涂时,控制喷枪的喷头到被涂物的距离为180mm,控制喷涂间距为45mm,控制喷枪移动速度在40cm/s内。
93.其中,所述s6中的的过渡层为lldpe,所述树脂粘合复合层包括以下质量计组分:环氧树脂59份、桃胶28份、三乙醇胺7份、三乙烯四胺5份、四氢呋喃5份、稀释剂5份、聚酰胺5份。
94.其中,所述s6中在进行共挤时,挤出机采用三段挤出机,包括加料段、压缩段和均化段,机身一中机头的挤出温度控制在180℃,机身二中机头的挤出温度控制在165℃,机身三中机头的挤出控制在175℃;控制口模成型温度178℃,冷却温度为40℃。
95.为了验证本工艺的先进性,对实施例2/3/4生产的薄膜与对比文件生产的聚丙烯薄膜进行各种性能测试对比,具体如下:
96.一、阻隔性检测,采用gpt-201共挤膜氧气透过率测试仪对实施例2/3/4生产的薄膜与对比文件生产的聚丙烯薄膜进行氧气穿出量检测,结果发现,实施例2/3/4生产的薄膜比对比文件的阻隔性高出70%-80%。
97.二、耐磨性的测定:采用rca耐磨测试仪对实施例2/3/4生产的薄膜与对比文件生产的聚丙烯薄膜进行耐磨性测试,结果发现,施例2/3/4生产的薄膜比对比文件的耐磨性高出15%-25%。
98.三、抗穿刺性测试:采用xj830薄膜穿刺强度试验机对实施例2/3/4生产的薄膜与对比文件生产的聚丙烯薄膜进行抗穿刺性测试,结果发现,施例2/3/4生产的薄膜比对比文件的耐磨性高出30%-35%。
99.四、透明性检测:采用透明度检测仪对实施例2/3/4生产的薄膜与对比文件生产的聚丙烯薄膜进行透明性性测试,结果发现,施例2/3/4生产的薄膜比对比文件的透明性高出5%-8%。
100.五、抗静电性检测:采用fmx-003静电场测试仪对实施例2/3/4生产的薄膜与对比文件生产的聚丙烯薄膜进行抗静电性测试,结果发现,施例2/3/4生产的薄膜比对比文件的抗静电性高出55%-83%。
101.六、拉伸强度测试(mpa):实施例2为35mpa,实施例3为35.6mpa,实施例4为34.8mpa;对比文件为28mpa。
102.七、拉伸模量检测(mpa):实施例2为1925mpa,实施例3为1994mpa,实施例3为1879mpa;对比文件为1455mpa。
103.八、拉伸断裂伸长率检测(%):实施例2为75%,实施例3为72%,实施例4为71%;对比文件为55%。
104.九、维卡耐热温度检测(℃):实施例2为99℃,实施例3为97℃,实施例3为96℃,对比文件为83℃。
105.综合以上各个实验可以得出,本无胶膜主体材料的各项性能都得到了较好的提升,具有良好的应用前景。
106.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换
和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1