一种用于自动裱糊机的装裱框翻转结构的制作方法
1.本发明属于纸品生产及其相关设备技术领域,特别是涉及一种用于自动裱糊机的装裱框翻转结构。
背景技术:
2.随着科技和社会的发展,各个领域的设备都得到了极大的发展,在我们的日常生活中,纸制产品随处可见,应用广泛,其中纸箱在生产时,为了增强纸箱本身的强度和性能,常常需要多层纸板贴合而成,而在纸板贴合时就需要用到裱糊机,提高了生产效率。
3.经检索,公开号cn208068997u,申请日2018.04.18公开了一种具有防皱功能的裱糊机,包括底板,所述底板的顶部固定连接有箱体,所述箱体内壁顶部的一侧固定连接有胶水控制箱,所述箱体的顶部通过支撑杆转动连接有滚轮,所述滚轮的正面固定连接有第一皮带轮,所述箱体的顶部固定连接有第一电机,所述第一电机输出轴的外表面固定连接有第二皮带轮,本实用新型涉及裱糊设备技术领域。
4.但它在实际使用中仍存在以下弊端:
5.1、上述的裱糊机在使用时通过滚轮和传送带将内外层纸箱贴合,而这种方式内外层纸箱在贴合过程中无法精确的对齐,从而可能会存在内外层纸箱无法对齐的情况,导致产品质量低;
6.2、上述的裱糊机在使用时通过挤压轮对涂胶的材料碾压,而这种方式在挤压轮碾压时,可能会将材料中一侧的胶水从另一侧压出,导致材料粘合效果变差,以及内部胶水分布不均匀;
7.3、上述的裱糊机在使用时先利用挤压轮碾压后用加热槽对材料加热增强胶水流动性,而这种在材料裱糊好后加热的方式,会造成材料内位于边缘处的胶水流动至材料外侧,导致材料边缘处无法很好的融合。
8.因此,上述的用于自动裱糊机的装裱框翻转结构,无法满足实际使用中的需求,所以市面上迫切需要能改进的技术,以解决上述问题。
技术实现要素:
9.本发明的目的在于提供一种用于自动裱糊机的装裱框翻转结构,通过利用翻转组件中两侧的l型卡板将内层纸板和外层纸板向中心推动,并使两者边缘处对齐,起到限位对齐的作用,防止在内层纸板和外层纸板贴合时,出现没有对齐倾斜的情况,同时利用热压组件中的压框先将内外层纸板的边缘处压住,接着利用压板对内外层纸板碾压,使内部胶水分布均匀,防止出现一侧胶水过多以及内外层纸板褶皱的情况,并且通过热压组件在碾压内外层纸板的同时,利用加热板加热导热板传热对内外层纸板内的胶水加热,使内部胶水分布均匀,避免后加热造成胶水软化流出。
10.为解决上述技术问题,本发明是通过以下技术方案实现的:
11.本发明为一种用于自动裱糊机的装裱框翻转结构,包括安装架a,所述安装架a的
上表面一侧安装有胶水控制箱,所述安装架a的一侧设置有翻转组件和安装架b,所述翻转组件位于安装架a和安装架b之间,所述翻转组件包括侧板a和侧板b,所述侧板a和侧板b之间相对设置,所述侧板a和侧板b相对端面之间顶部安装有转板,所述转板的上表面两侧均开设有限位孔;所述转板的顶部和底部相对的一侧均设置有限位组件,所述限位组件包括支板a和支板b,所述支板a和支板b之间相对设置,所述支板a的外侧壁顶部安装有电机c;所述安装架b的上表面中心位置设置有热压组件,所述热压组件包括固定架和压框,所述固定架的内部中心位置安装有电动伸缩杆b,所述电动伸缩杆b的伸缩端安装有压框,安装架b的高度低于安装架a的高度,侧板a和侧板b的形状大小均相同,限位孔为对角线设置,支板a和支板b的形状大小均相同,且顶部均固定在转板上,固定架固定在安装架b的上表面。
12.进一步地,所述安装架a的上表面安装有斜架,所述安装架a、斜架和安装架b的内部均设置有输送组件,所述输送组件包括电机a和皮带轮a,所述电机a的输出轴上安装有皮带轮a,通过输送组件可对内外层支板运输。
13.进一步地,所述皮带轮a的外壁外侧通过皮带a与皮带轮b连接,所述皮带轮b的后端端面中心位置安装有转轴a,所述转轴a的外壁外侧套设有滚轴a,所述滚轴a的外壁外侧套设置有传送带,所述传送带的内部另一侧设置有滚轴b,所述滚轴b的内部安装有转轴b,通过皮带a将皮带轮a和皮带轮b连接,实现传动的作用,滚轴b和转轴b主要对传送带起到辅助运转的作用。
14.进一步地,所述侧板a的前端端面外侧安装有电机b,所述电机b的输出轴上安装有皮带轮c,所述皮带轮c的外壁外侧通过皮带b与皮带轮d连接,通过皮带b将皮带轮c和皮带轮d连接,实现传动的作用。
15.进一步地,所述皮带轮d的后端端面中心位置安装有转轴c,所述转轴c的另一端依次贯穿侧板a端面上的轴承和转板的前端端面与侧板b前端端面上的轴承连接,转板套在转轴c的外侧,通过在转轴c的作用下使得转板旋转,且每次旋转180度。
16.进一步地,所述电机c的输出轴贯穿支板a一侧端面上的轴承并通过联轴器与转轴d连接,所述转轴d的另一端依次贯穿移动块a一侧端面上的螺纹孔和移动块b一侧端面上的螺纹孔与支板b连接,所述移动块a和移动块b的底部中心位置均焊接有套环,转轴d的外壁两侧分别设置有正螺纹和反螺纹,且正螺纹和反螺纹分别与移动块a和移动块b端面上的螺纹孔孔壁内的内螺纹螺纹啮合连接,因此,在转轴d转动时会使移动块a和移动块b做相向或相反的方向移动。
17.进一步地,所述套环套设在滑竿的外壁外侧,所述滑竿的两端分别固定在支板a和支板b的端面上,所述移动块a的上表面中心位置通过电动伸缩杆a与l型卡板连接,所述移动块b的上表面中心位置通过连接杆与l型卡板连接,移动块a和移动块b均通过套环与滑竿连接,主要对移动块a和移动块b起到限位的作用,防止移动块a和移动块b发生旋转,通过电动伸缩杆a可带动左侧的l型卡板上下移动,便于内层纸板移入到转板上。
18.进一步地,所述安装架b的一侧外壁外侧焊接有斜板,所述安装架b的上表面一侧边缘处设置有驱动组件,所述驱动组件包括电机d和皮带轮e,所述电机d的输出轴上安装有皮带轮e,所述皮带轮e的外壁外侧通过皮带c与皮带轮f连接,斜板呈一定角度倾斜设置,可在转板旋转后将掉落的内外层纸板接住,通过皮带c将皮带轮e和皮带轮f连接,实现传动的作用。
19.进一步地,所述皮带轮f的一侧端面中心位置安装有转轴e,所述转轴e的另一端贯穿连接板a端面上的轴承与连接板b端面上的轴承连接,所述转轴e的外壁外侧均匀间隔套设有滚轮,滚轮设置有多个,通过滚轮将斜板上的内外层纸板运输到压框的正下方。
20.进一步地,所述压框的内部两侧前后两端均安装有电动伸缩杆c,所述电动伸缩杆c的伸缩端安装有压板,压板的底部中心位置嵌入有加热板和导热板,且导热板位于加热板的正下方,利用加热板加热导热板,再通过导热板将热量传递到内外层纸板上,避免出现过热和受热不均匀的情况。
21.本发明具有以下有益效果:
22.1、本发明通过设置翻转组件,当工作人员使用时,将内层纸板和外层纸板分别放置在安装架a和斜架上的传送带上,接着启动电机a,电机a的输出轴转动带动皮带轮a旋转,而皮带轮a和皮带轮b通过皮带a连接,因此,皮带轮a旋转时会带动皮带轮b转动,而皮带轮b转动会带动后端面上的转轴a旋转,转轴a旋转会使外壁上的滚轴a转动,进而带动传送带运转,进而可以对内层纸板和外层纸板运输,而在运输时,先通过胶水控制箱对内层纸板的贴合面喷胶,接着将内层纸板运输到转板上,且先通过右侧的l型卡板对内层纸板的边缘处限位,接着通过斜架上的传送带将外层纸板送至内层纸板的上方,接着先启动电动伸缩杆a带动左侧的l型卡板下移,使l型卡板的底部与转板表面贴合,接着启动电机c,电机c的输出轴转动通过联轴器带动转轴d旋转,而转轴d的外壁两侧分别设置有正螺纹和反螺纹,且转轴d外壁外侧套设有移动块a和移动块b,同时,转轴d外壁上的正螺纹和反螺纹分别与移动块a和移动块b端面上螺纹孔孔壁内的内螺纹螺纹啮合连接,因此,在转轴d旋转时,会在螺纹连接的作用下带动移动块a和移动块b做相向或相反的方向移动,进而可以带动两侧的l型卡板向中心移动将内层纸板和外层纸板向中心推动,并使两者边缘处对齐,起到限位对齐的作用,防止在内层纸板和外层纸板贴合时,出现没有对齐倾斜的情况,解决了上述的裱糊机在使用时通过滚轮和传送带将内外层纸箱贴合,而这种方式内外层纸箱在贴合过程中无法精确的对齐,从而可能会存在内外层纸箱无法对齐的情况,导致产品质量低的问题。
23.2、本发明通过设置热压组件,当内外层纸板对齐后,启动电机b,电机b的输出轴旋转带动皮带轮c转动,而皮带轮c的外壁和皮带轮d的外壁通过皮带b连接,因此,在皮带轮c旋转时会带动皮带轮d转动,皮带轮d转动会带动转轴c旋转,通过转轴c旋转带动外壁外侧的转板旋转,接着可以将转板左侧上的内外层纸板翻转180度并置于斜板上,此时,启动电机d,电机d的输出轴旋转带动皮带轮e转动,而皮带轮e的外壁和皮带轮f的外壁通过皮带c连接,因此,在皮带轮e旋转时会带动皮带轮f转动,皮带轮f转动会带动转轴e旋转,通过转轴e旋转使得外壁上的滚轮旋转,并可以对斜板上的内外层纸板施力,并将贴合的内外层纸板运输到安装架b上的传送带上,接着启动电动伸缩杆b,电动伸缩杆b的伸缩端推动压框下移并将内外层纸板的边缘处压住,接着启动电动伸缩杆c,电动伸缩杆c的伸缩端推动压板下移,将内外层纸板压住,而在压板压住内外层纸板的同时启动加热板,加热板启动加热通过导热板传热对内外层纸板内的胶水加热,进而可在软化内外层纸板中胶水的同时对内外层纸板碾压,使内部胶水分布均匀,防止出现一侧胶水过多以及内外层纸板褶皱的情况,解决了上述的裱糊机在使用时通过挤压轮对涂胶的材料碾压,而这种方式在挤压轮碾压时,可能会将材料中一侧的胶水从另一侧压出,导致材料粘合效果变差,以及内部胶水分布不均匀的问题。
24.3、本发明通过设置热压组件,在碾压内外层纸板时,在利用压板压住内外层纸板的同时启动加热板,加热板启动加热通过导热板传热对内外层纸板内的胶水加热,进而可在软化内外层纸板中胶水的同时对内外层纸板碾压,使内部胶水分布均匀,同时也可以避免后加热造成胶水软化流出,解决了上述的裱糊机在使用时先利用挤压轮碾压后用加热槽对材料加热增强胶水流动性,而这种在材料裱糊好后加热的方式,会造成材料内位于边缘处的胶水流动至材料外侧,导致材料边缘处无法很好的融合的问题。
附图说明
25.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
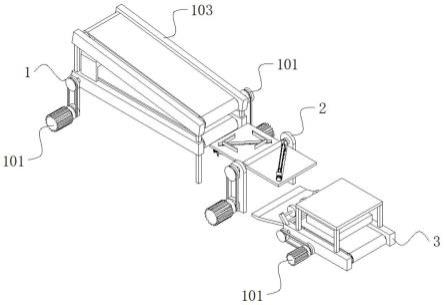
26.图1为本发明的结构图;
27.图2为本发明的安装架a的结构图;
28.图3为本发明的输送组件的结构图;
29.图4为本发明的翻转组件的结构图;
30.图5为本发明的限位组件的结构图;
31.图6为本发明的安装架b的结构图;
32.图7为本发明的驱动组件的结构图;
33.图8为本发明的热压组件的爆炸图。
34.附图中,各标号所代表的部件列表如下:
35.1、安装架a;101、输送组件;1011、电机a;1012、皮带轮a;1013、皮带a;1014、皮带轮b;1015、转轴a;1016、滚轴a;1017、滚轴b;1018、转轴b;1019、传送带;102、胶水控制箱;103、斜架;2、翻转组件;201、侧板a;202、侧板b;203、电机b;204、皮带轮c;205、皮带b;206、皮带轮d;207、转轴c;208、转板;2081、限位孔;209、限位组件;2091、电机c;2092、支板a;2093、转轴d;2094、移动块a;2095、移动块b;2096、支板b;2097、滑竿;2098、套环;2099、电动伸缩杆a;20910、连接杆;20911、l型卡板;3、安装架b;301、斜板;302、驱动组件;3021、电机d;3022、皮带轮e;3023、皮带c;3024、皮带轮f;3025、转轴e;3026、连接板a;3027、连接板b;3028、滚轮;303、热压组件;3031、固定架;3032、电动伸缩杆b;3033、压框;3034、电动伸缩杆c;3035、压板;3036、加热板;3037、导热板。
具体实施方式
36.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
37.请参阅图1-8所示,本发明为一种用于自动裱糊机的装裱框翻转结构,包括安装架a1,安装架a1的上表面一侧安装有胶水控制箱102,安装架a1的一侧设置有翻转组件2和安装架b3,翻转组件2位于安装架a1和安装架b3之间,翻转组件2包括侧板a201和侧板b202,侧板a201和侧板b202之间相对设置,侧板a201和侧板b202相对端面之间顶部安装有转板208,转板208的上表面两侧均开设有限位孔2081;转板208的顶部和底部相对的一侧均设置有限
位组件209,限位组件209包括支板a2092和支板b2096,支板a2092和支板b2096之间相对设置,支板a2092的外侧壁顶部安装有电机c2091;安装架b3的上表面中心位置设置有热压组件303,热压组件303包括固定架3031和压框3033,固定架3031的内部中心位置安装有电动伸缩杆b3032,电动伸缩杆b3032的伸缩端安装有压框3033,安装架b3的高度低于安装架a1的高度,侧板a201和侧板b202的形状大小均相同,限位孔2081为对角线设置,支板a2092和支板b2096的形状大小均相同,且顶部均固定在转板208上,固定架3031固定在安装架b3的上表面。
38.其中如图1-3所示,安装架a1的上表面安装有斜架103,安装架a1、斜架103和安装架b3的内部均设置有输送组件101,输送组件101包括电机a1011和皮带轮a1012,电机a1011的输出轴上安装有皮带轮a1012,通过输送组件101可对内外层支板运输,皮带轮a1012的外壁外侧通过皮带a1013与皮带轮b1014连接,皮带轮b1014的后端端面中心位置安装有转轴a1015,转轴a1015的外壁外侧套设有滚轴a1016,滚轴a1016的外壁外侧套设置有传送带1019,传送带1019的内部另一侧设置有滚轴b1017,滚轴b1017的内部安装有转轴b1018,通过皮带a1013将皮带轮a1012和皮带轮b1014连接,实现传动的作用,滚轴b1017和转轴b1018主要对传送带1019起到辅助运转的作用。
39.其中如图1、4所示,侧板a201的前端端面外侧安装有电机b203,电机b203的输出轴上安装有皮带轮c204,皮带轮c204的外壁外侧通过皮带b205与皮带轮d206连接,通过皮带b205将皮带轮c204和皮带轮d206连接,实现传动的作用,皮带轮d206的后端端面中心位置安装有转轴c207,转轴c207的另一端依次贯穿侧板a201端面上的轴承和转板208的前端端面与侧板b202前端端面上的轴承连接,转板208套在转轴c207的外侧,通过在转轴c207的作用下使得转板208旋转,且每次旋转180度。
40.其中如图4、5所示,电机c2091的输出轴贯穿支板a2092一侧端面上的轴承并通过联轴器与转轴d2093连接,转轴d2093的另一端依次贯穿移动块a2094一侧端面上的螺纹孔和移动块b2095一侧端面上的螺纹孔与支板b2096连接,移动块a2094和移动块b2095的底部中心位置均焊接有套环2098,转轴d2093的外壁两侧分别设置有正螺纹和反螺纹,且正螺纹和反螺纹分别与移动块a2094和移动块b2095端面上的螺纹孔孔壁内的内螺纹螺纹啮合连接,因此,在转轴d2093转动时会使移动块a2094和移动块b2095做相向或相反的方向移动,套环2098套设在滑竿2097的外壁外侧,滑竿2097的两端分别固定在支板a2092和支板b2096的端面上,移动块a2094的上表面中心位置通过电动伸缩杆a2099与l型卡板20911连接,移动块b2095的上表面中心位置通过连接杆20910与l型卡板20911连接,移动块a2094和移动块b2095均通过套环2098与滑竿2097连接,主要对移动块a2094和移动块b2095起到限位的作用,防止移动块a2094和移动块b2095发生旋转,通过电动伸缩杆a2099可带动左侧的l型卡板20911上下移动,便于内层纸板移入到转板208上。
41.其中如图1、6、7所示,安装架b3的一侧外壁外侧焊接有斜板301,安装架b3的上表面一侧边缘处设置有驱动组件302,驱动组件302包括电机d3021和皮带轮e3022,电机d3021的输出轴上安装有皮带轮e3022,皮带轮e3022的外壁外侧通过皮带c3023与皮带轮f3024连接,斜板301呈一定角度倾斜设置,可在转板208旋转后将掉落的内外层纸板接住,通过皮带c3023将皮带轮e3022和皮带轮f3024连接,实现传动的作用,皮带轮f3024的一侧端面中心位置安装有转轴e3025,转轴e3025的另一端贯穿连接板a3026端面上的轴承与连接板b3027
端面上的轴承连接,转轴e3025的外壁外侧均匀间隔套设有滚轮3028,滚轮3028设置有多个,通过滚轮3028将斜板301上的内外层纸板运输到压框3033的正下方。
42.其中如图6、8所示,压框3033的内部两侧前后两端均安装有电动伸缩杆c3034,电动伸缩杆c3034的伸缩端安装有压板3035,压板3035的底部中心位置嵌入有加热板3036和导热板3037,且导热板3037位于加热板3036的正下方,利用加热板3036加热导热板3037,再通过导热板3037将热量传递到内外层纸板上,避免出现过热和受热不均匀的情况。
43.本实施例的一个具体应用为:在使用本装置时,接通电源,启动设备;当工作人员使用时,将内层纸板和外层纸板分别放置在安装架a1和斜架103上的传送带1019上,接着启动电机a1011,电机a1011的输出轴转动带动皮带轮a1012旋转,而皮带轮a1012和皮带轮b1014通过皮带a1013连接,因此,皮带轮a1012旋转时会带动皮带轮b1014转动,而皮带轮b1014转动会带动后端面上的转轴a1015旋转,转轴a1015旋转会使外壁上的滚轴a1016转动,进而带动传送带1019运转,进而可以对内层纸板和外层纸板运输,而在运输时,先通过胶水控制箱102对内层纸板的贴合面喷胶,接着将内层纸板运输到转板208上,且先通过右侧的l型卡板20911对内层纸板的边缘处限位,接着通过斜架103上的传送带1019将外层纸板送至内层纸板的上方,接着先启动电动伸缩杆a2099带动左侧的l型卡板20911下移,使l型卡板20911的底部与转板208表面贴合,接着启动电机c2091,电机c2091的输出轴转动通过联轴器带动转轴d2093旋转,而转轴d2093的外壁两侧分别设置有正螺纹和反螺纹,且转轴d2093外壁外侧套设有移动块a2094和移动块b2095,同时,转轴d2093外壁上的正螺纹和反螺纹分别与移动块a2094和移动块b2095端面上螺纹孔孔壁内的内螺纹螺纹啮合连接,因此,在转轴d2093旋转时,会在螺纹连接的作用下带动移动块a2094和移动块b2095做相向或相反的方向移动,进而可以带动两侧的l型卡板20911向中心移动将内层纸板和外层纸板向中心推动,并使两者边缘处对齐,起到限位对齐的作用,在内外层纸板对齐后,启动电机b203,电机b203的输出轴旋转带动皮带轮c204转动,而皮带轮c204的外壁和皮带轮d206的外壁通过皮带b205连接,因此,在皮带轮c204旋转时会带动皮带轮d206转动,皮带轮d206转动会带动转轴c207旋转,通过转轴c207旋转带动外壁外侧的转板208旋转,接着可以将转板208左侧上的内外层纸板翻转180度并置于斜板301上,此时,启动电机d3021,电机d3021的输出轴旋转带动皮带轮e3022转动,而皮带轮e3022的外壁和皮带轮f3024的外壁通过皮带c3023连接,因此,在皮带轮e3022旋转时会带动皮带轮f3024转动,皮带轮f3024转动会带动转轴e3025旋转,通过转轴e3025旋转使得外壁上的滚轮3028旋转,并可以对斜板301上的内外层纸板施力,并将贴合的内外层纸板运输到安装架b3上的传送带1019上,接着启动电动伸缩杆b3032,电动伸缩杆b3032的伸缩端推动压框3033下移并将内外层纸板的边缘处压住,接着启动电动伸缩杆c3034,电动伸缩杆c3034的伸缩端推动压板3035下移,将内外层纸板压住,而在压板3035压住内外层纸板的同时启动加热板3036,加热板3036启动加热通过导热板3037传热对内外层纸板内的胶水加热,进而可在软化内外层纸板中胶水的同时对内外层纸板碾压,使内部胶水分布均匀。
44.以上仅为本发明的优选实施例,并不限制本发明,任何对前述各实施例所记载的技术方案进行修改,对其中部分技术特征进行等同替换,所作的任何修改、等同替换、改进,均属于在本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1