一种增强塑胶仿生鱼饵鱼钩连接件结合强度的生产工艺方法与流程
1.本发明属于仿生鱼饵技术领域,具体涉及一种增强塑胶仿生鱼饵鱼钩连接件结合强度的生产工艺方法。
背景技术:
2.路亚钓鱼最早起源于欧美,在亚洲最早是由日本兴起,逐渐传播周边国家。2008年起,中国使用路亚钓法的人群越来越多。前景甚好,其主要原因之一为路亚钓鱼号称水上高尔夫,是以环保为前提,优化自然环境的优雅运动。路亚钓鱼即是仿生饵钓法,也叫做拟饵钓法,是模仿朝小生物引发大鱼攻击的一种方法,在整个钓鱼过程中,钓者是在做全身运动,与传统钓法有着极大的差异。路亚鱼饵,也就是仿生鱼饵,包括有硬饵,有悬浮米诺、波扒、铅笔,vib、汤匙勺子、金属亮片饵(wirebait、spinner等)。鱼钩材质多样,大小不一,形状各异,种类繁多。现代常用的鱼钩,材料有中碳钢、高碳钢和合金钢等。根据用途,鱼钩可分为捕捞钩和娱乐钩两大类。硬质仿生鱼饵最早使用于国外垂钓行业。鱼型拟饵“minnow”,直译是小鱼的意思,形象的描绘出这种拟饵的特点。最早的人造拟饵就是模拟鲦鱼的体型而制成。cn2852687公开了鱼钩的钩部穿过鱼形外壳设置于鱼形外壳的外侧的仿生鱼饵,随着仿生鱼饵的发展,人们又设计开发了有挂环或钩环的环状通孔伸出鱼饵本体外,用于连接鱼钩,仿生鱼饵通过钩环与鱼线再进行连接。鱼钩连接钩环来实现与仿生鱼饵的连接,而通过连接杆两端设置挂环,一端连接鱼钩,一端连接鱼线,例如cn205567541u一种带风叶青蛙形仿生鱼饵,在鱼饵体内沿轴线方向穿设有一金属连杆,在金属连杆两端分别设有连接圈,金属连杆后端的连接圈上连接有鱼钩,金属连杆前端的连接圈用于连接鱼竿,或者在所述鱼状壳体设置金属鱼钩连接环,例如cn203087312u仿生鱼饵。目前无论是直接穿过鱼饵内部的整体鱼钩连接件,还是通过头尾端设置挂环的一体式横杆连接件,再连接鱼钩的仿生鱼饵或者连接环,其连接金属连接件的与仿生鱼饵基体结合强度差,使用过程中经常拔出、旋转,行业内对于部件连接强度以及在仿生鱼饵使用的普遍缺陷,越来越有严格的要求,例如地方标准db37/t 3811-2019仿生鱼饵等,本领域技术人员亟待开发出一种增强塑胶仿生鱼饵鱼钩连接件结合强度的生产工艺方法以满足现有的应用市场和性能需求。
技术实现要素:
3.有鉴于此,本发明提供一种增强塑胶仿生鱼饵鱼钩连接件结合强度的生产工艺方法。
4.塑胶仿生鱼饵是以塑胶为主要原料,经注塑成型制成饵体,配有钓鱼钩、连接器等辅助材料的模拟鱼类食用生物的鱼饵。
5.一种增强塑胶仿生鱼饵鱼钩连接件结合强度的生产工艺方法,包括以下步骤:第一步、先将仿生鱼饵鱼钩连接件打磨;第二步、硅溶胶提拉镀膜;第三步:电解粗化;第四步、表面处理;第五步、按照工艺参数预热嵌合注射,冷却至25~30℃后,即得。
6.进一步的,所述第五步的预热嵌合注射工艺为pvc仿生鱼饵嵌合表面处理后的鱼
钩连接件,具体工艺参数为:料筒温度:后段145~150℃、中段160~165℃、前段155~160℃、喷嘴160~165℃、模具温度50~60℃、连接件预热温度100~110℃、注射压力55~60mpa、注射时间3~10s、成型总周期30~60s。
7.浴比:投入原料重量与液体重量之比值。例如,浴比在浸渍式染整加工中,用于表示处理纺织物的液体重与纺织物自重的比值。
8.进一步的,所述第四步表面处理为将鱼钩连接件浴比1∶5与30ml甲苯、1~2g的聚乙二醇和六甲基二硅胺烷2~4g混合液浸泡于烧杯中,经超声波分散20~30min后,再在50~60℃下经磁力搅拌器搅拌反应2~4h,过滤,取出鱼钩连接件,用乙醇洗涤1遍,最后将鱼钩连接件在25~30℃下真空干燥至恒重,即制得表面处理后的鱼钩连接件。
9.用聚乙二醇和六甲基二硅胺烷对粗化后残留的纳米二氧化硅表面进行改性,能有效地改变残留二氧化硅颗粒的表面性质,防止其团聚,利用hmds中的-si(ch3)3键合到颗粒表面,基团与纳米二氧化硅表面的-oh基团发生反应,使hmds上高活性的-si(ch3)3键合到二氧化硅颗粒表面,从而实现纳米二氧化硅颗粒表面的有机化改性。
10.进一步的,所述第三步电解粗化的工艺参数为阳极电流密度10~15a/dm2、粗化温度50~60℃、粗化时间2~5min、槽电压6~8v。电解粗化液的组成为:盐酸12g/l~17g/l、硫酸24g/l~26g/l、氢氟酸55g/l~60g/l、硫酸铁1.8g/l~2.5g/l、冰醋酸10g/l~15g/l、柠檬酸1~2g/l、磷酸氢二钠1~2g/l。
11.在槽中把涂覆有并不知名的二氧化硅涂层的鱼钩连接件置挂在电解液中,通入交流电,在电化学作用下,使表面粗糙微孔化,其中粗化液可以腐蚀溶解并不致密的二氧化硅涂层,因此鱼钩连接件表面出现沟壑与不平整。
12.进一步的,所述第二步的硅溶胶提拉镀膜工艺为:镀膜前,鱼钩连接件先用去离子水冲洗,再放入超声波清洗仪中清洗三次,再用无水乙醇浸泡三天,采用提拉法镀膜,在25~30℃条件下,将清洗过的鱼钩连接件置入配置好的溶胶中停留40~60s,使溶胶与其表面充分接触,以6~9cm/min的速度平稳垂直均匀提拉鱼钩连接件,后置于氨气浓度0.5~0.6mg/cm3环境中10~20min,在450~500℃热处理1h后即得。
13.现实生活中,厕所的异味令人无法忍受,而学校、车站、高速公路服务区、影院、会议中心等人群高密度活动区域厕所的异味更难处理。
14.将正硅酸乙酯、去离子水、质量分数15%的氨水及无水乙醇按摩尔比0.7~1.0∶1.8~1.9∶0.5~0.6∶30~32,dmf体积比10~20%配制混合液,步骤如下:将正硅酸乙酯和无水乙醇按比例充分混合成为均相溶液,在磁力搅拌器强烈搅拌下,水浴温度45~50℃,将氨水、去离子水及dmf依次滴加进混合液中继续搅拌溶液至出现淡蓝色乳光后,停止搅拌,放在室温25℃下陈化3~5天即可得到硅溶胶。
15.进一步的,鱼钩连接件为整体式鱼钩或8字形连接挂环、横杆式鱼钩挂环中的其中一种。
16.本发明的有益效果:本发明通过鱼钩连接件打磨,硅溶胶提拉镀不致密膜层,通过电解粗化形成沟壑增大接触面积,第四步表面处理,改善残留的二氧化硅以及鱼钩连接件的表面性能,在按照工艺参数预热嵌合注射,即得,用聚乙二醇和六甲基二硅胺烷对粗化后残留的纳米二氧化硅表面进行改性,能有效地改变残留二氧化硅颗粒的表面性质,防止其团聚,利用hmds中的-si(ch3)3键合到颗粒表面,基团与纳米二氧化硅表面的-oh基团发生反应,使hmds上高活性的-si(ch3)3键合到二氧化硅颗粒表面,从而实现纳米二氧化硅颗粒表面的有机化改性。在槽中把涂覆有并不知名的二氧化硅涂层的鱼钩连接件置挂在电解液中,通入交流电,在电化学作用下,使表面粗糙微孔化,其中粗化液可以腐蚀溶解并不致密的二氧化硅涂层,因此鱼钩连接件表面出现沟壑与不平整。
17.本发明相比现有技术具有如下优点:本发明公开的增强塑胶仿生鱼饵鱼钩连接件结合强度的生产工艺方法,可以使金属连接件可以增加仿生鱼饵整体的强度和刚度,改善塑件结构工艺性,以成型整体式鱼钩或8字形连接挂环、横杆式鱼钩挂环多种连接方式的仿生鱼饵,提高仿生鱼饵的尺寸稳定性和制造精度,以降低材料消耗和节约贵重材料,柔软无气味,环保无毒,热塑性材料,可100%回收、韧性好,不易扯断,可以长期多次反复使用,可以大大降低垂钓者购买鱼饵的成本,低温仍保持良好弹性及拉伸性,耐低温性好,具有柔软的类似蚯蚓,青蛙,鱼虾等软体动物的软触感,并且连接件结合强度高,使用过程中不会拔出、旋转。
附图说明
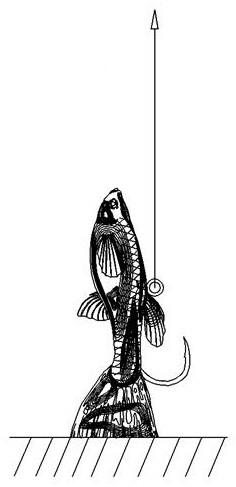
18.下面结合附图对本发明中进行详细说明,附图1为以实施例1的鱼钩连接件连接部位强度试验装夹示意图,附图2为以实施例2的鱼钩连接件连接部位强度试验装夹示意图,附图3为以实施例3的鱼钩连接件连接部位强度试验装夹示意图。
具体实施方式
19.实施例1鱼钩连接件为界首汇珠渔具的整体式钩身长14.0mm、钩门宽9.0mm钢丝直径0.76mm100c伊豆鱼钩,变形拉力4.5kg,第一步、先将仿生鱼饵鱼钩连接件1号砂纸打磨4min;第二步、硅溶胶提拉镀膜,镀膜前,鱼钩连接件先用去离子水冲洗,再放入超声波清洗仪中清洗三次,再用无水乙醇浸泡三天,采用提拉法镀膜,在30℃条件下,将清洗过的鱼钩连接件置入配置好的溶胶中停留40s,使溶胶与其表面充分接触,以9cm/min的速度平稳垂直均匀提拉鱼钩连接件,后置于氨气浓度0.5mg/cm3培养箱中,在500℃热处理1h后即得,将正硅酸乙酯、去离子水、质量分数15%的氨水及无水乙醇按摩尔比1.0∶1.9∶0.6∶32,dmf体积比10%配制混合液,步骤如下:将正硅酸乙酯和无水乙醇按比例充分混合成为均相溶液,在磁力搅拌器强烈搅拌下,水浴温度50℃,将氨水、去离子水及dmf依次滴加进混合液中继续搅拌溶液,至出现淡蓝色乳光后,停止搅拌,放在室温25℃下陈化5天即可得到硅溶胶;第三步:电解粗化,电解粗化的工艺参数为阳极电流密度15a/dm2、粗化温度60℃、粗化时间2min、槽电压6v,电解粗化液的组成为:盐酸17g/l、柠檬酸2g/l、磷酸氢二钠2g/l硫酸26g/l、氢氟酸60g/l、硫酸铁2.5g/l、冰醋酸15g/l;第四步、表面处理,表面处理为将鱼钩连接件
浴比1∶5与30ml甲苯、2g的聚乙二醇peg600和六甲基二硅胺烷4g混合液浸泡于烧杯中,经20khz电功率500w超声波分散30min后,再在560℃下经磁力搅拌器搅拌反应4h,过滤,取出鱼钩连接件,用乙醇洗涤1遍,最后将鱼钩连接件在30℃下真空干燥至恒重,即制得表面处理后的鱼钩连接件;第五步、杭州油脂hyf-108钙锌复合稳定剂2.5phr、pvc仿生鱼饵粒料为重量份数计的台塑s-65pvc100phr、58号半精炼石蜡1.5phr、hm-01eso海珥玛 5phr、三井420p聚乙烯蜡0.15phr,江苏宏力ope氧化聚乙烯蜡0.10phr在80℃下shr-200高速混合搅拌10min,在shj-35双螺杆挤出机上挤出造粒,挤出机料筒温度为160℃;螺杆转速为50r/min,按照工艺参数预热嵌合注射,预热嵌合注射工艺为pvc仿生鱼饵嵌合表面处理后的鱼钩连接件,具体工艺参数为:料筒温度:后段145℃、中段160℃、前段155℃、喷嘴160℃、模具温度50℃、连接件预热温度100℃、注射压力55mpa、注射时间3s、成型总周期30s,冷却至2℃后,即得。
20.表面光滑美观,色泽光亮匀称,无明显锐角飞边、毛刺、裂纹、缺损等缺陷,饵体不无缩水、流纹、不完整现象。经中性盐雾试验36h,防锈能力达到6级要求,钓鱼钩与饵体连接处功能完好,无脱落、损坏,连接部位强度鱼饵与钓鱼钩及横杆式鱼钩挂环的连接强度67.6n。
21.对比例1为实施例1未经处理的原始伊豆鱼钩,嵌合注射工艺与实施例1相同。
22.饵体有流纹,不完整现象。经中性盐雾试验36h,防锈能力达到6级要求,钓鱼钩与饵体连接处功能被破坏,脱落、损坏且旋转,鱼饵与钓鱼钩及横杆式鱼钩挂环的连接强度37.9n。
23.实施例2鱼钩连接件为8字形挂环-界首汇珠渔具,钢丝直径0.76mm100c材质,挂环直径2mm,第一步、先将仿生鱼饵鱼钩连接件1号砂纸打磨5min;第二步、硅溶胶提拉镀膜,镀膜前,鱼钩连接件先用去离子水冲洗,再放入超声波清洗仪中清洗三次,再用无水乙醇浸泡三天,采用提拉法镀膜,在25℃条件下,将清洗过的鱼钩连接件置入配置好的溶胶中停留40s,使溶胶与其表面充分接触,以6cm/min的速度平稳垂直均匀提拉鱼钩连接件,后置于氨气浓度0.6mg/cm3环境中20min,在450℃热处理1h后即得,将正硅酸乙酯、去离子水、质量分数15%的氨水及无水乙醇按摩尔比0.7∶1.8∶0.5∶30,dmf体积比15%配制混合液,步骤如下:将正硅酸乙酯和无水乙醇按比例充分混合成为均相溶液,在磁力搅拌器强烈搅拌下,水浴温度45℃,将氨水、去离子水及dmf依次滴加进混合液中继续搅拌溶液至出现淡蓝色乳光后,停止搅拌,放在室温25℃下陈化3天即可得到硅溶胶;第三步:电解粗化,电解粗化的工艺参数为阳极电流密度10a/dm2、粗化温度50℃、粗化时间2min、槽电压6v,电解粗化液的组成为:盐酸12g/l、硫酸铁1.8g/l、冰醋酸10g/l、硫酸24g/l、氢氟酸55g/l、柠檬酸1g/l、磷酸氢二钠1g/l;第四步、表面处理,表面处理为将鱼钩连接件浴比1∶5与30ml甲苯、1g的聚乙二醇peg600和六甲基二硅胺烷2g混合液浸泡于烧杯中,经经15khz电功率700w超声波分散20min后,再在50℃下经磁力搅拌器搅拌反应2h,过滤,取出鱼钩连接件,用乙醇洗涤1遍,最后将鱼钩连接件在25℃下真空干燥至恒重,即制得表面处理后的鱼钩连接件;pvc仿生鱼饵粒料为重量份数计的台塑s-65pvc100phr、hm-01海珥玛eso 5phr、58号半精炼石蜡1.5phr、精信jx-w-03钙锌复合稳定剂2.5phr、三井420p聚乙烯蜡0.15phr,江苏宏力ope氧化聚乙烯蜡0.10phr在80℃下shr-200高速混合搅拌10min,在shj-35双螺杆挤出机上挤出造粒,挤出机
料筒温度为160℃;螺杆转速为50r/min,第五步、按照工艺参数预热嵌合注射,预热嵌合注射工艺为pvc仿生鱼饵嵌合表面处理后的鱼钩连接件,具体工艺参数为:连接件预热温度110℃、注射压力60mpa、注射时间10s,料筒温度:后段150℃、中段165℃、前段160℃、喷嘴165℃、模具温度60℃、成型总周期60s,冷却至30℃后,即得。
24.表面光滑美观,色泽光亮匀称,无明显锐角飞边、毛刺、裂纹、缺损等缺陷,饵体不无缩水、流纹、不完整现象。经中性盐雾试验36h,防锈能力达到6级要求,按6.7试验后,连接件与饵体、钓鱼钩与饵体连接处功能完好,无脱落、无损坏,连接部位强度鱼饵与钓鱼钩及横杆式鱼钩挂环的连接强度53.8n。
25.对比例2为实施例2未经处理的原始8字形挂环,嵌合注射工艺与实施例2相同。
26.饵体有缩水、不完整现象。经中性盐雾试验36h,防锈能力达到6级要求,连接件与饵体、钓鱼钩与饵体连接处功能被破坏,脱落、损坏且旋转,连接部位强度鱼饵与钓鱼钩及横杆式鱼钩挂环的连接强度32.7n。
27.实施例3鱼钩连接件为横杆式鱼钩挂环-界首汇珠渔具,钢丝直径0.76mm100c材质,挂环直径2mm,第一步、先将仿生鱼饵鱼钩连接件0号砂纸打磨3min;第二步、硅溶胶提拉镀膜,镀膜前,鱼钩连接件先用去离子水冲洗,再放入超声波清洗仪中清洗三次,再用无水乙醇浸泡三天,采用提拉法镀膜,在25℃条件下,将清洗过的鱼钩连接件置入配置好的溶胶中停留50s,使溶胶与其表面充分接触,以6cm/min的速度平稳垂直均匀提拉鱼钩连接件,后置于氨气浓度0.5mg/cm3环境中10min,在450℃热处理1h后即得,将正硅酸乙酯、去离子水、质量分数15%的氨水及无水乙醇按摩尔比0.8∶1.9∶0.55∶31,dmf体积比20%配制混合液,步骤如下:将正硅酸乙酯和无水乙醇按比例充分混合成为均相溶液,在磁力搅拌器强烈搅拌下,水浴温度47℃,将氨水、去离子水及dmf依次滴加进混合液中继续搅拌溶液至出现淡蓝色乳光后,停止搅拌,放在室温25℃下陈化4天即可得到硅溶胶;第三步:电解粗化,电解粗化的工艺参数为阳极电流密度13a/dm2、粗化温度55℃、粗化时间2min、槽电压7v,电解粗化液的组成为:盐酸15g/l、硫酸铁2.2g/l、冰醋酸112g/l、柠檬酸1.5g/l、硫酸25g/l、氢氟酸57g/l、磷酸氢二钠1.5g/l;第四步、表面处理,表面处理为将鱼钩连接件浴比1∶5与30ml甲苯、1.5g的聚乙二醇peg2000和六甲基二硅胺烷3g混合液浸泡于烧杯中,经经20khz电功率700w超声波分散25min后,再在55℃下经磁力搅拌器搅拌反应3h,过滤,取出鱼钩连接件,用乙醇洗涤1遍,最后将鱼钩连接件在27℃下真空干燥至恒重,即制得表面处理后的鱼钩连接件;第五步、pvc仿生鱼饵粒料为重量份数计的hm-01海珥玛eso 5phr、蓝帆doa 25phr、58号半精炼石蜡1.5phr、台塑s-65pvc100phr、金陵化工厂dl-58钙锌复合稳定剂2.5phr、三井420p聚乙烯蜡0.15phr,江苏宏力ope氧化聚乙烯蜡0.10phr在80℃下shr-200高速混合搅拌10min,在shj-35双螺杆挤出机上挤出造粒,挤出机料筒温度为160℃;螺杆转速为50r/min,按照工艺参数预热嵌合注射,预热嵌合注射工艺为pvc仿生鱼饵嵌合表面处理后的鱼钩连接件,具体工艺参数为:料筒温度:前段157℃、喷嘴163℃、后段147℃、中段163℃、注射压力57mpa、注射时间6s、模具温度55℃、连接件预热温度105℃、成型总周期45s,冷却至27℃后,即得。
28.表面光滑美观,色泽光亮匀称,无明显锐角飞边、毛刺、裂纹、缺损等缺陷,饵体不无缩水、流纹、不完整现象。经中性盐雾试验36h,防锈能力达到6级要求,连接件与饵体、钓鱼钩与饵体连接处功能完好,无脱落、无损坏,鱼饵与钓鱼钩及横杆式鱼钩挂环的连接强度
69.4n。
29.对比例3为实施例3未经处理的原始横杆式鱼钩挂环,嵌合注射工艺与实施例3相同。
30.饵体有流纹,不完整现象。经中性盐雾试验36h,防锈能力达到6级要求,连接件与饵体、钓鱼钩与饵体连接处功能被破坏,脱落、损坏且旋转,连接部位强度鱼饵与钓鱼钩及横杆式鱼钩挂环的连接强度36.3n。
31.注:参考qb/t 5516-2020塑料仿生鱼饵、qb/t 2927.1-2007钓具.第1部分:钓鱼钩、db37/t 3811-2019仿生鱼饵进行性能测试,其中连接部位强度按db37/t 3811-2019仿生鱼饵中6.4 连接部位强度进行测试,实施例2与对比例2按附图2、实施例3与对比例3按附图3的方式装夹到gotechai-5000-s拉力试验机上,实施例1与对比例1按附图1方式装夹到拉力试验机上,以5 mm/min的速度拉伸,保持1 min,观察各连接部件是否被破坏。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1